

- 129.48 KB
- 2022-04-22 13:34:58 发布

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'中华人民共和国国家标准铝及铝合金焊丝CB10858一89Aluminiumandaluminiumalloyweldingrodsandwires1主题内容与适用范围本标准规定f铝及铝合金焊丝的分类、Ti号、技术要求及检验规则〔本标准适用于惰性气体保护焊、等离子弧焊、气焊等焊接方法用的铝及铝合金焊f.2引用标准GB6987.1^-6987.21铝及铝合金化学分析方法3分类和型号3.1铝及铝合金按化学成分分类,分类及型号见表13.2咧号编制方法3.2.1焊接型号以“丝”字的汉语拼音第一个字母0s”为型号的第1个字。3.2.2"s”后面用化学元素符号表示焊丝的主要合金组成.化学元素符号后的数字表示同类焊丝的T.同品种。表1铝及铝合金焊丝的分类和型号类别型号{类另。型甘SAI-1一铝铜SAI(u纯铝SA1-2S.AI-3铝锰5八IM11SAIMG-1SAIMG-2S八ISI-I铝镁错硅SAIMG-3ti八ISI-..SAIMG-54规格及极限偏差4.1直条状铝及铝合金焊丝直径及极限偏差应符合表2的规定中华人民共和国机械电子工业部1989-03一03批准1990-01-01实施
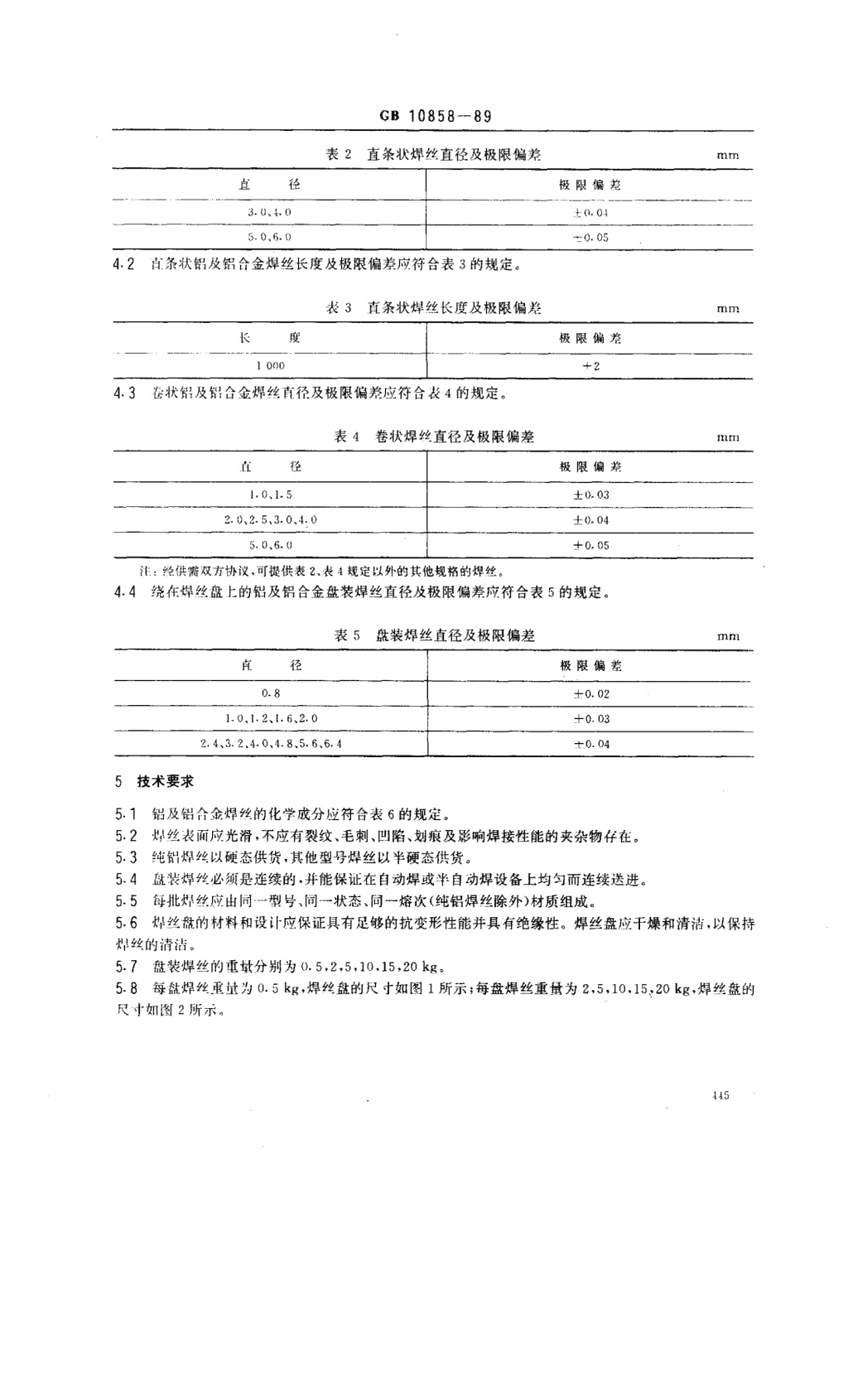
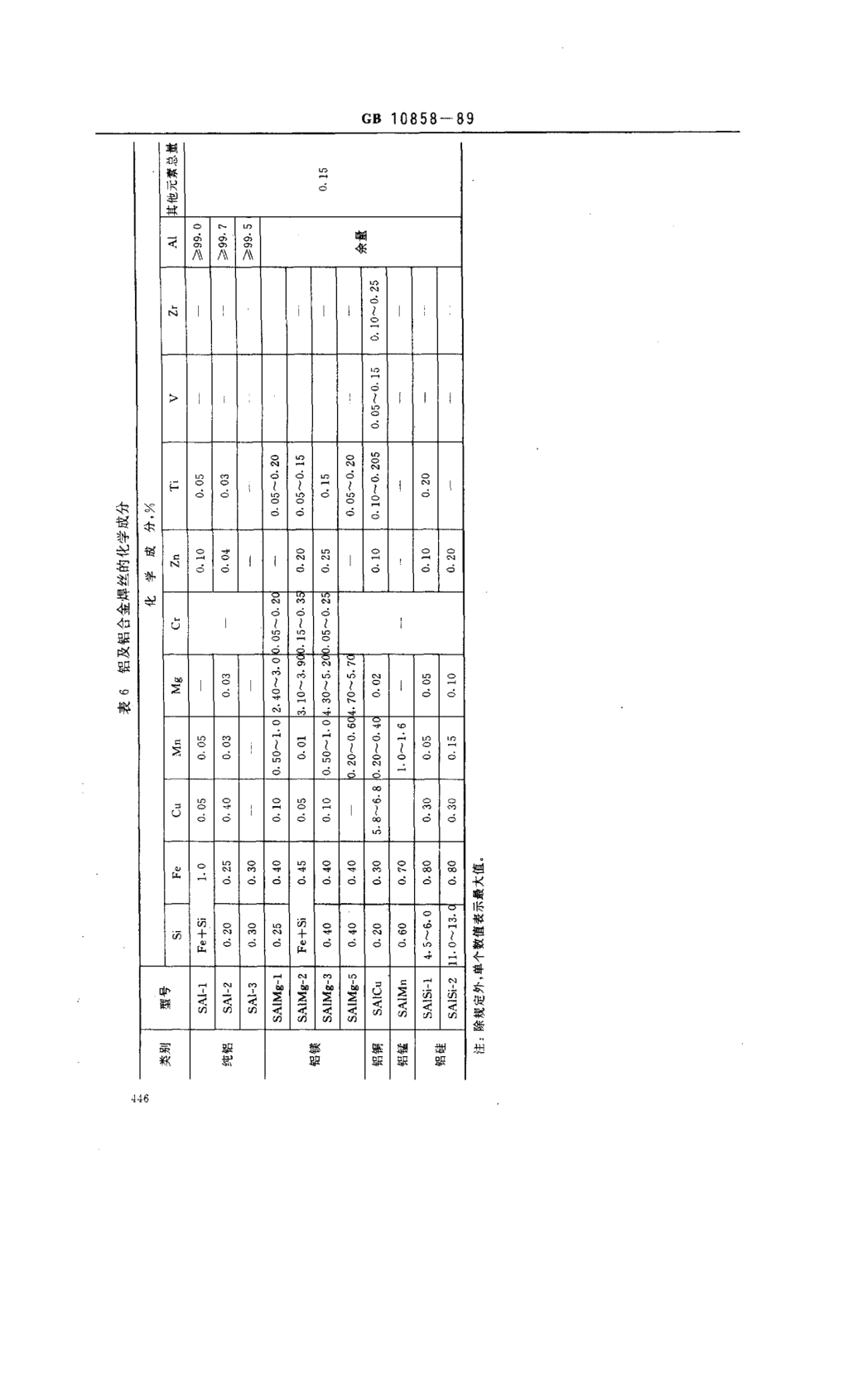
GB10858一89表2直条状焊丝直径及极限偏差直径极限偏差30、生.0七(、.0450、6.0下0.054.2r条状铝及铝合金焊丝长度及极限偏差应符合表3的规定表3直条状焊丝长度及极限偏旅度一一极限偏旅一一一IOf川十24.3t状铝及铝合金焊丝直径及极限偏差应符合表4的规定表4卷状焊丝直径及极限偏差ti径极限偏差1.0,1.5土0032.0.2.5,3.0,4.0士0.045.0,6.日十0.05it经供需双方协议,可提供表2,表4规定以外的其他规格的焊丝4.4绕在焊丝盘仁的铝及铝合金盘装焊丝直径及极限偏差应符合表5的规定表5盘装焊丝直径及极限偏差直径极限偏差0.8十0.021-0,1.2,1.6,2.0十0.032.4,3.2,4.0,4.8,5.6,6.4十0.045技术要求5门铝及铝合金焊9f的化学成分应符合表6的规定52k,1丝表面应光滑,不应有裂纹、毛刺、凹陷、划痕及影响焊接性能的夹杂物存在。5.3纯wi焊丝以硬态供货,其他型号焊丝以半硬态供货。5.4盆装焊丝必须是连续的.并能保证在自动焊或半自动焊设备上均匀而连续送进。5.5每批k丝应由同」型号、同一状态、同一熔次(纯铝焊丝除外)材质组成。5.6焊丝盘的材料和设计应保证具有足够的抗变形性能并具有绝缘性。焊丝盘应干燥和清洁.以保持焊丝的清洁。5.7盘装焊丝的重墩分别为。.5,2,5,10,15.20kg.5.8每盘焊9f重量为o.5kg,焊丝盘的尺寸如图1所示;每盘焊丝重贤为2,5,10.15,20kg,焊续盘的尺寸如图2所Y
Gs10858一8s姻加、映明1暇.0犁衅-0卜帅一袱.6.6.6酬666架八八八吟N.0之N0洲.0一明[0之)曰0.0-O巴0价0N囚闪比改.0.0旧.0.00阵00之21之1囚。.|0U的的0旧00李次000[.0.0.0将中巨0令补1-牟锡阮0名下︻,0刘解卜OIC致|叫牟N仍N.00.0如陷之2之翠的的的0州0哪2.88职06闪卜.内..徽之仍旧的N明0之之之O0︻90甘000.0!0。0邢[价卜人...竺寸寸-0-0己己?寸9.1.1.。11200洲吹晒02之20︻0.00瞬00000比囚囚.0,0,.。一一旧.0吹0900尸0[1闰们UO}重0.00阅.00明旧00明00000引。划N代弓劝嘴甘代卜闰叫己.0。0。0。0。0.0.0‘0‘0拭刹唱一爬0.钊架﹃叨﹃的.900旧0000恻+囚民N+矽甘囚9之钊的..0.0O。00.0!0的翻洛陌.寸川专叫姗-叫1午叩甲1叭介坐甲因·国翻烟国二‘·占1芝芝芝层口芝裁到气-袱1代一一侧-川工V工V-代拭代一试的优明明孰的的的的伏期涯刻一|”职攀泪坦敏毕职446
GB10858一89A-月图10.5kg装焊丝盘尺」A-A焊丝重量,k只乃毯200x-300图22,5,10,15,20kg装焊丝盘尺寸5.8门焊丝盘心轴筒及外凸缘不得产生变形并要有一定的刚性,心轴筒内径的尺寸要大于外凸缘中心圆孔的直径5.8.2为保证顺利送丝,心轴筒的外径尺寸B和1要随外凸缘直径1)与所装焊丝重嫩多少以及所装焊丝的硬度而变化。6试验方法和检验规则6.1铝及铝合金焊丝的化学分析方法应符合GB6987.1-6987,21的规定6.2每批焊丝在不同部位取3个代表试样,其化学成分应符合表6规定如在常规分析中发现有其他元素时,则应作j些一步分析,以便确定其他元素总+ft是否超过表F,所规定的数值毛a7
GB10858一as口召目焊丝应按第4.1,4.2,4.3,4.4及5.2条规定进行规格尺寸检验和外观检验,条状焊丝侮批抽样,0工根,卷状及盘装焊丝舔批抽检3卷(盘)。C闷U焊丝按6.2.6.3条进行检查,如有不合格时应加倍取样,对不合格项目进行复验。如复验仍有不合格时则这批焊丝为不符合本标准要求。7包装和标志了门焊丝应有适当包装,保证正常装运和贮存条件下不使产品破损污染。卷状焊理每卷10,20kg,直条状焊丝每捆(箱)10,25kg,盘装焊丝见5.7条7.2不同牌号的直条状焊丝用打印记的方法区别。7.3每捆(箱)、每卷、每盘焊丝的包装标志应有以下内容:a,制造厂名;b焊vy名称及型号;c.规格;d.批号;e.净重;f包装日期。了.4每捆(箱)、每卷、每盘焊丝应附合格证,内容包括:a.制造厂名;b.规格;c.焊f4名称及m号;d.批号;e.检验印记
GB10858一89附录A本标准型号与焊接材料产品样本型号对照(参考件)本标准型号焊接材料产品样本型号(87年版)SA】一1SAl-2SAI-3相当干丝301SAIMg-lSAIMg-2SAIMg-3SAIMg-5等于丝331SAIC.SAIMn等于丝321SAISi-1相当于丝311SAISi-2附加说明:本标准由哈尔滨焊接研究所归口。本标准由哈尔滨焊接研究所和上海有色金属焊接材料厂负责起草本标准主要起草人刘永安、谢永丹、徐琦。本标准自实施之日起,原机械工业部部标准JB2737-80《铝及铝合金焊丝》作废。'
您可能关注的文档
- GBT10826.5-2008燃油喷射装置词汇第5部分共轨式燃油喷射系统.pdf
- GBT10832-2008船用离心泵、旋涡泵通用技术条件.pdf
- GBT10834-2008船舶漆耐盐水性的测定盐水和热盐水浸泡法.pdf
- GBT10836-2008造船与传播技术船用焚烧炉要求.pdf
- GBT10844-1989船用电液伺服阀通用技术条件.pdf
- GBT10853-2008机构与机器科学词汇.pdf
- GBT10855-2016齿形链和链轮.pdf
- GBT10856-2006双涡轮液力变矩器技术条件.pdf
- GBT10857-2005S型和C型钢制滚子链条,附件和链轮.pdf
- GBT10859-2008镍基钎料.pdf
- GBT10861-1989液压振动台.pdf
- GBT10863-1989烟道式余热锅炉热工试验方法.pdf
- GBT10863-2011烟道式余热锅炉热工试验方法.pdf
- GBT10866-1989锅炉受压件焊接接头金相和断口检验方法.pdf
- GBT10867-1989弹簧减振器.pdf
- GBT10870-2014蒸气压缩循环冷水(热泵)机组性能试验方法.pdf
- GBT10871-1989小型活塞式单级制冷压缩机型式与基本参数.pdf
- GBT10872-1989小型活塞式单级制冷压缩机技术条件.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明