
- 9.28 MB
- 2023-01-02 08:31:50 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
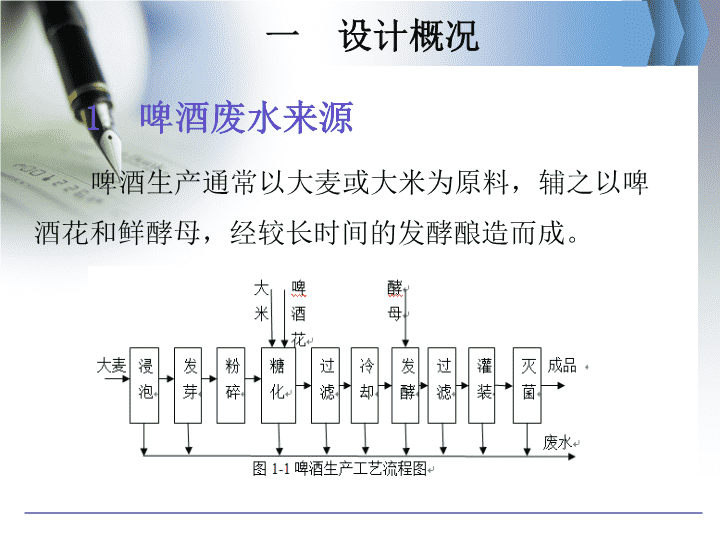
厌氧-好氧技术处理啤酒废水的工艺设计导师:崔丽答辩人:李富霞班级:环境工程1201班\n目录2345处理工艺比选构筑物设计平面布置与高程布置结论1设计概况\n一设计概况啤酒生产通常以大麦或大米为原料,辅之以啤酒花和鲜酵母,经较长时间的发酵酿造而成。1啤酒废水来源\n一设计概况3本设计水质水量●本废水处理工程设计水量为Q=3000m3/d,处理后的废水必须达到《啤酒工业水污染排放标准》(GB19821-2005)的一级排放要求。2啤酒废水特点●啤酒工业废水主要含糖类、醇类等有机物,虽然无毒,但浓度高,易于腐败。水质指标CODCrBOD5SSpH进水(mg/L)250013004005~12出水(mg/L)8020706~9\n二处理工艺比选1好氧处理工艺●活性污泥法该法在中、低浓度有机废水处理中使用最多。●接触氧化工艺该方法处理能力大,抗冲击负荷能力强,但运行费用高,并且填料易堵塞,维修较麻烦。●SBR工艺SBR法布置紧凑,占地面积少,基建费用较低,不易发生污泥膨胀问题,耐冲击负荷,处理效果稳定。\n二处理工艺比选2厌氧处理工艺常见的厌氧反应器有UASB、EGSB、UFB、ABR等等。●UASB工艺UASB是由污泥反应区﹑三相分离器和气室三部分组成。UASB因结构紧凑﹑处理量大﹑处理效果好﹑投资较少,因此在啤酒业内得到了广泛的应用。●EGSB工艺通常比UASB的运行效果好,EGSB反应器不适合处理含悬浮物的废水,而且EGSB对三相分离器的要求很高。\n二处理工艺比选3厌氧-好氧处理工艺●水解酸化-SBR工艺节能效果显著,水力停留时间短,但COD去除率不高。●UASB-接触氧化工艺处理效益高,运行稳定,但生物膜容易脱落,使出水浑浊,所需填料量大,排泥量大。●UASB-SBR工艺①工艺简单,占地面积小,投资较低;②有机物去除率高,出水水质好,具有脱氮除磷的功能;③运行可靠,不易发生污泥膨胀,节约废水污泥处理费用。\n二处理工艺比选4工艺确定UASB+SBR工艺优点:●UASB+SBR工艺合理,实用性强。●处理流程简单,安装操作及维修很方便。●处理能力大,处理效果好。●工艺成熟稳定,耐冲击负荷。确定本次设计采用UASB+SBR工艺作为啤酒废水的处理工艺。\n二处理工艺比选5UASB-SBR工艺流程图\n三构筑物设计1格栅栅条间隙d=16mm,过栅流速v=0.6m/s,栅渣量W=0.101m3/d,采用人工清渣,安装倾角α=60°。2调节池水力停留时间T=8h,尺子总尺寸为:20.0m*10.0m*5.0m,其中超高0.5m,有效水深4.5m。\n三构筑物设计3提升泵选择150QW100-15-11型污水泵,每台水泵的流量为100m3/h,扬程为15m,考虑选用三台水泵,两用一备。4UASB反应器●主要设计参数:容积负荷(Nv):4.0kgCOD/(m3·d),污泥产率:0.08kgMLSS/kgCOD,产气率:0.5m3/kgCOD,UASB反应池尺寸:18.0m*10.0m*5.5m,其中超高0.5m,有效水深5.0m,UASB反应池采用两座共璧合建。\n三构筑物设计●三相分离器设计主要设计参数:单元三相分离器宽度:2.25m集气罩斜面水平夹角:55°设计计算:下三角集气罩回流缝中上流速度:V1为0.95m/s上下三角集气罩回流缝中上流速度V2为1.30m/sV1
相关文档
-
 关注微信公众号售出明细实时看
关注微信公众号售出明细实时看