

- 116.50 KB
- 2022-12-06 09:21:06 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
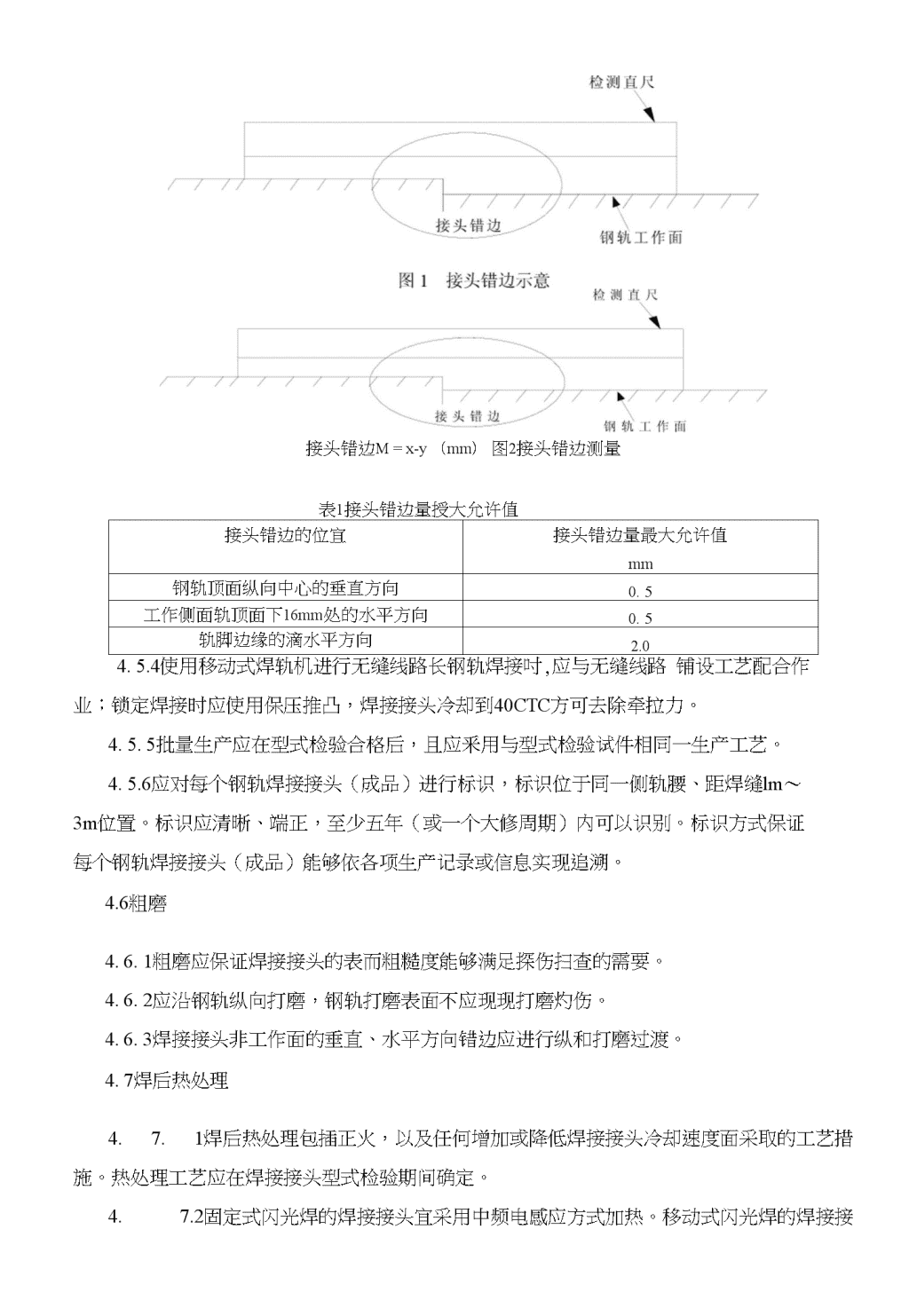
技术交底书交底单位中铁二局兰渝铁路项目经理部四分部编号LYS-7-4-GD-010工程名称轨道工程施工部位新线施工交底内容钢轨焊接•闪光焊接施工技术交底会签人员交底人:单位:职务:日期:审核人:单位:职务:日期:接底人:单位:职务:F1期:交底内容:闪光焊接施工技术交底1.焊接用钢轨要求用于闪光焊接的钢轨应符合TB/T1632.1的规定。2.设备要求2.1固定式闪光焊接作业线应配置有焊而钢轨矫直机、锯轨设备、轨端除锈设备、钢轨闪光对焊、焊后钢轨矫直机、轨头焊缝精磨机以及焊接接头热处理装置、发电机组等,设备应具有产品质量合格证书。2.2移动式闪光焊接在铁路轨道上进行钢轨闪光焊接,应配置冇锯轨设备、轨端除锈设备、移动式钢轨闪光对焊设备、移动式钢轨焊接接头矫直设备、仿型打磨机以及焊接接头热处理装置、发电机组等,设备应具冇产品质量合格证书。3.人员要求焊接作业人员应持有国家铁路主管部门认可的技术机构颁发的“钢轨焊接工操作许可证”,还要通过项目部安全培训,考试合格并颁发证书。\n4.工艺要求4.1基本工序钢轨的选配——钢轨焊接前检查一一侨直钢轨一一焊前除锈一一焊接和推凸一一粗磨——焊后热处理一一焊接接头矫直——外形精整及平直度检验——超声波探伤4.2钢轨焊前检查4.2.1检查钢轨型式尺寸:钢轨高度(H)、轨头宽度(WH)、轨底宽度(WF)、断面不对称(AS)、端面斜度(垂直、水平方向)、端部弯曲、轨身平直度。4.2.2检查钢轨表而质量。4.3矫直钢轨可以采用矫直的方法纠正钢轨端部弯曲,对于无法矫直的钢轨端部弯曲,应将弯曲的钢轨端部锯切掉。锯切后钢轨的端面斜度不应大于0.8n)nio4.4焊前除锈4.4.1待焊钢轨端而及钢轨与闪光焊机电极接触部位,应除锈打磨。4.4.2打磨面在钢轨待焊时间超过24h以上或打磨后有水、油、污垢染时,应重新打磨处理。4.5焊接和推凸4.5.1焊接前轨温不宜低于10°Co4.5.2焊接接头轨头和轨底、轨底顶而斜坡的推凸余量不应大于11川】1,其他位置推凸余量不大于2mm。不应将焊渣挤入母材;焊渣不应划伤母材。4.5.3推凸后、未经打磨处理情况下,应使用检测直尺(Lo=lmm)和塞尺检查接头错边,在焊缝屮心线两侧各15mm的位置测量并计算接头错边量,见图1的图2.接头错边量不应超过表1规定值。对于接头错边量超过最大允许值的焊接接头,就在焊缝两侧各lOOniin的位置切掉钢轨焊接头。\n接头错边M=x-y(mm)图2接头错边测量表1接头错边量授大允许值接头错边的位宜接头错边量最大允许值mm钢轨顶面纵向中心的垂直方向0.5工作侧面轨顶面下16mm处的水平方向0.5轨脚边缘的滴水平方向2.04.5.4使用移动式焊轨机进行无缝线路长钢轨焊接吋,应与无缝线路铺设工艺配合作业;锁定焊接时应使用保压推凸,焊接接头冷却到40CTC方可去除牵拉力。4.5.5批量生产应在型式检验合格后,且应釆用与型式检验试件相同一生产工艺。4.5.6应对每个钢轨焊接接头(成品)进行标识,标识位于同一侧轨腰、距焊缝lm〜3m位置。标识应清晰、端正,至少五年(或一个大修周期)内可以识别。标识方式保证每个钢轨焊接接头(成品)能够依各项生产记录或信息实现追溯。4.6粗磨4.6.1粗磨应保证焊接接头的表而粗糙度能够满足探伤扫查的需要。4.6.2应沿钢轨纵向打磨,钢轨打磨表面不应现现打磨灼伤。4.6.3焊接接头非工作面的垂直、水平方向错边应进行纵和打磨过渡。4.7焊后热处理4.7.1焊后热处理包插正火,以及任何增加或降低焊接接头冷却速度面采取的工艺措施。热处理工艺应在焊接接头型式检验期间确定。4.7.2固定式闪光焊的焊接接头宜采用中频电感应方式加热。移动式闪光焊的焊接接\n头宜采用气压焊加热器火焰摆动方式加热,设备应符合TB/T2622.2和TB/T2622.3的要求。4.7.3钢轨焊接接头正火加热的起始温度应低于500°C(轨头表面),加热温度850°C〜950°C,轨头冷却宜采用风冷。4.8焊接接头娇直应采用矫直的方法纠正焊接接头平直度偏差。矫直作业而,焊接头温度应低于40CTC。4.9外形精整及平直度检验4.9.1应使用精磨机或仿型打磨机对焊接接头的轨顶而及轨头侧而工作边进行外形精整。外形精整就保持轨头轮廓形状。4.9.2外形精整的长度不应超过焊缝中心线两侧各450mm限度。外形精整不应使焊接接头或钢轨产生任何机械损伤或热损伤。不应使用外形精整的方法纠正超标的平直度偏差和超标的接头错边。4.9.3焊接接头经侨直和外形精整后,应按照TB/T1632.1的规定检查平直度和表而质量。4.10超声波探伤应按照TB/T1632.1的规定执行。5.质量要求钢轨闪光焊焊接接头质量要求见表2表2钢轨闪光焊焊接接头质最要求序号检验项目要求50Kg/m60Kg/m75Kg/m1外观平直度按TB/T1632.1的规定表而质量按TB/T1632.1的规定2超声波探伤按TB/T1632.1的规定3落垂h=4・2m,1次不断或h=2.5in,2次不断h=5.2m,1次不断或h=3.Im,2次不断h=6.4m,1次不断或h=3.8m,2次不断4静弯轨头受压FN1200Kn,不断FM1450Kn,不断F21850Kn,不断轨头受拉F21100Kn,不断F>1300Kn,不断F>1600Kn,不断L□疲劳Fmin=70KNFmax=345KNFmin=95KNFmax=470KNFmin=120KNFmax=600KN支距:1.0m载荷循环次数:2X106,不断6拉仲热轧钢轨:980MPa级;R»^880Mpa;880MPa级轨,R&800Mpa。AM6%热处理钢轨:按照相应牌号热轧钢轨焊接接头的要求执行\n7冲击Ak&6.5J8硬度速度不大于200km/h的线路:每条测试线应满足H&0.9HP,HjiMO.8H,>oW^20mm速度大于200km/h的线路:每条测试线应满足1.05H&H&0.95HP,HjiMO.8Hp。WW20mm9显微组织焊缝、热影响区:珠光体,可出现少最铁素体;不应有马氏体、贝氏体和魏氏组织10断口无耒焊合、过烧、夹渣缺陷;允许存在少量灰斑单个灰斑而积不大于10mm2,灰斑总而积不大于20mm2注:lb—母材砚度平均值;山——焊接接头硬度平均值:15—焊接接头软点硬度平均值;W——软化区宽度。