

- 216.33 KB
- 2022-12-05 17:30:30 发布

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
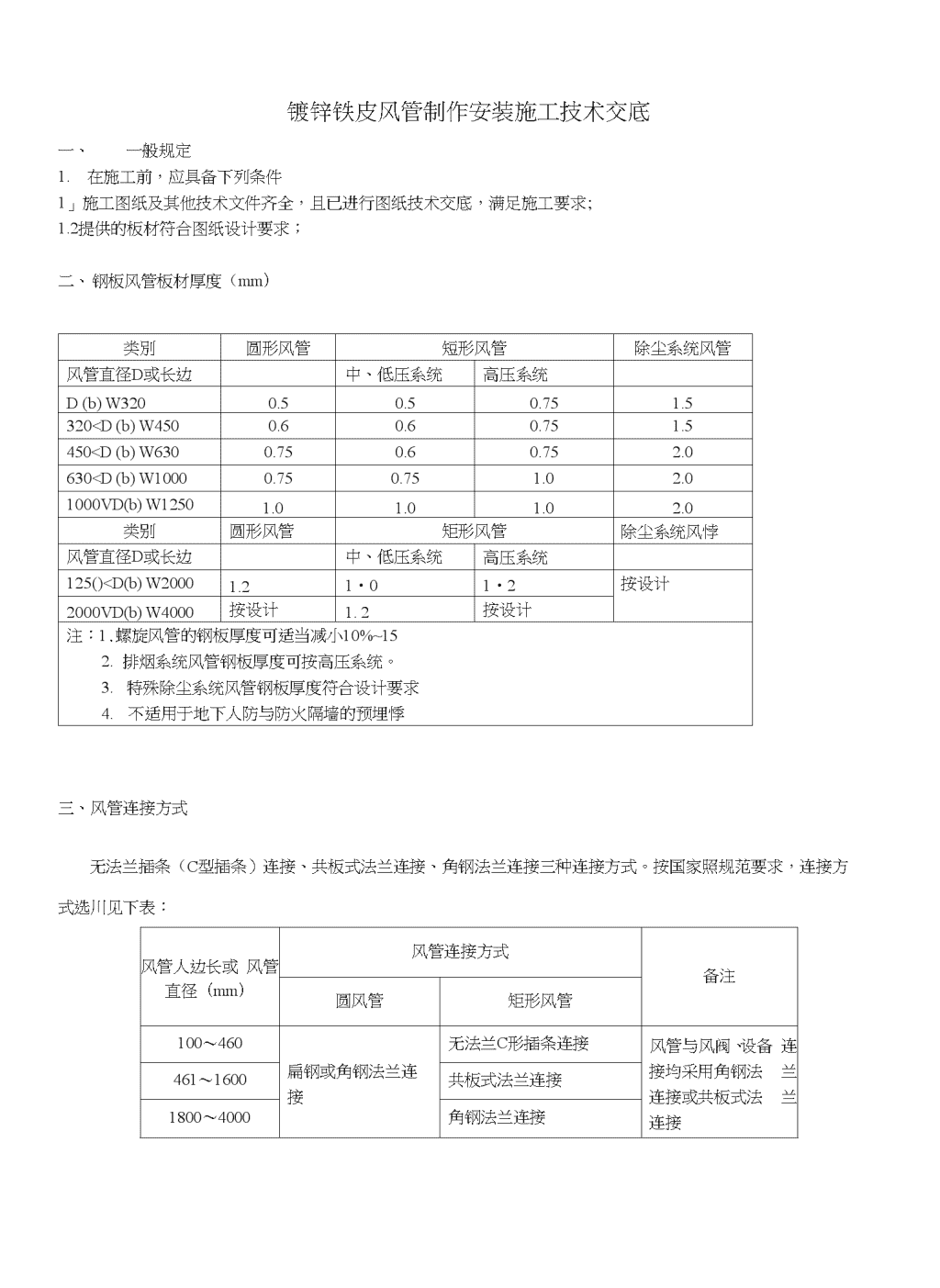
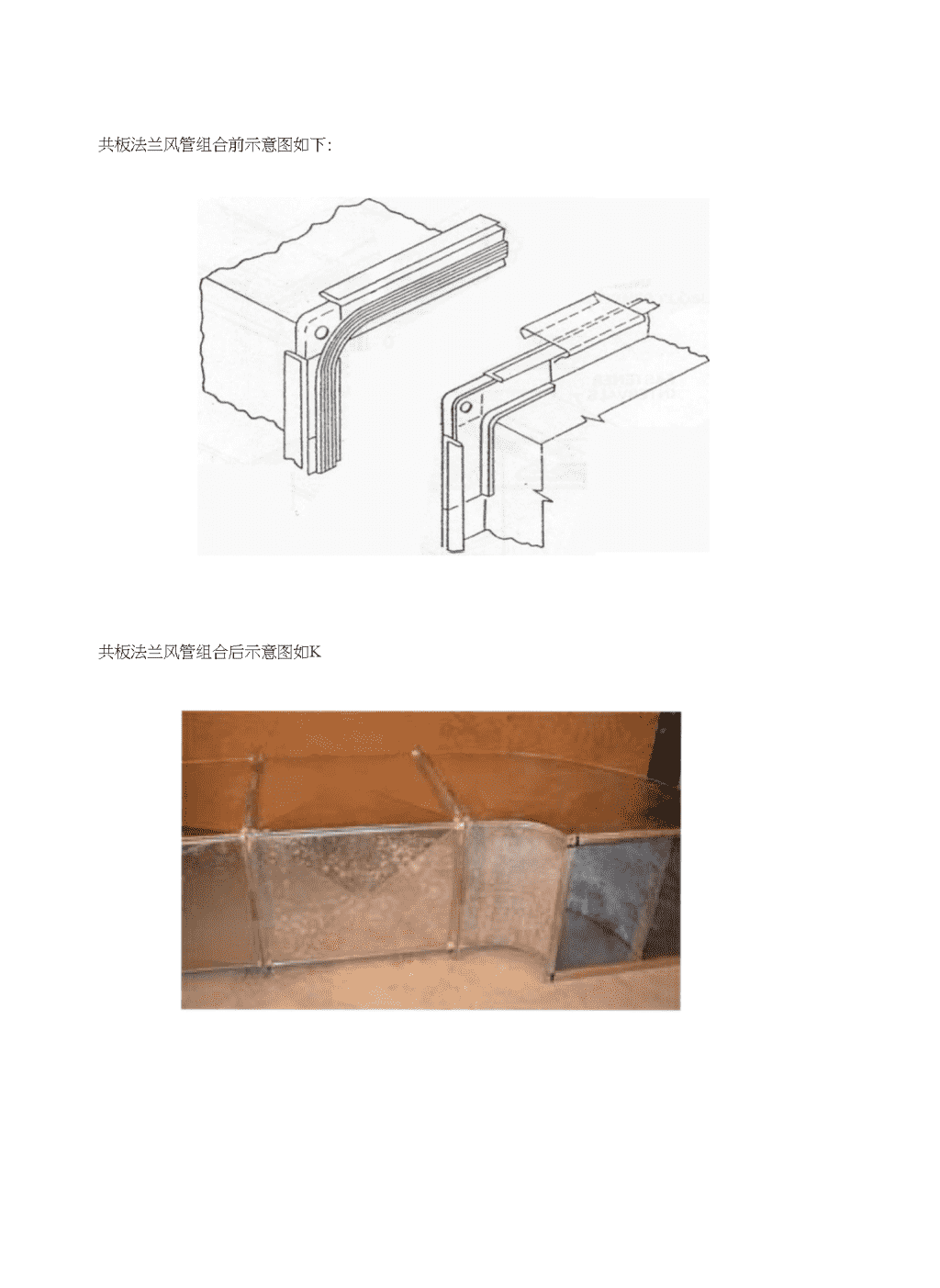
镀锌铁皮风管制作安装施工技术交底一、一般规定1.在施工前,应具备下列条件1」施工图纸及其他技术文件齐全,且已进行图纸技术交底,满足施工要求;1.2提供的板材符合图纸设计要求;二、钢板风管板材厚度(mm)类別圆形风管短形风管除尘系统风管风管直径D或长边中、低压系统高压系统D(b)W3200.50.50.751.5320序号1<14020x42150-28025x42、痒鞠牺fttt见下表:\n⑺管和配件外径和外边长的加工允许偏差:外边长300mm时允许偏差为Tnim;外边长>300mm时,允许偏差为2mm;(8)风管法兰材料选用见下表:金丿成矩形风管法兰及螺栓规格(mm)风管长边尺寸b法兰材料规格(角钢)螺栓规格bW63025X3M6630VbW150030X3M81500VbW250040X42500VbW400050X5M10(9)法兰制作按工序进行流水作业:调直下料一切割一钻钏钉孔一组对一焊接一钻螺栓孔一除锈一刷漆一出厂。(10)法兰加工吋,角钢下料采用砂轮切割机进行,下料后经过侨正方可组对■焊接,组对吋应先点焊,用钢卷尺仔细检查法兰内边对角线,当两对角线之差^lmm,且法兰内边长、宽尺寸偏差在1〜2俪范围内时,方可进行焊接;焊接完成后应进行检查和矫平,保证法兰面平整,然后与同型号样板法兰用大力钳夹牢,再用台钻钻孔,样板法兰耍随时更换,以免产生累计误差,保证同规格法兰的互换性。螺栓孔的孔径一•般不大于螺栓直径+2mm,螺栓孔间距应小于150nim,矩形法兰应保证在四个角处均冇螺栓孔,法兰钏钉孔间距一般不大于120nim为宜,法兰加工好示刷两遍防锈漆。仃1)风管与法兰钏接,风管翻边应平整,不得有孔洞,翻边尺寸应为6〜9伽,四角和翻边裂开处要涂密封胶;仃2)保温风管人边宽度人于等于800mm,不保温风管人边大于等于600mm.长度人于等于1200mm的肓风管应设加固;风管加固的形式通常有:楞筋、楞线和角、扁钢加固等。仃3)已加工完成的风管,需按系统进行编号,集屮摆放。四、风管系统安装完毕后,系统的严密性检验,应符合下列规定:1.低压系统风管的严密性检验应采用抽检,抽检率为5%,且不得少于1个系统。在加工工艺得到保证的前提卞,采用漏光法检测。检测不合格时,应按规定的抽检率做漏风量测试。1.中压系统风管的严密性检验,应在漏光法检测合格后,对系统漏风量测试进行抽格,抽检率为20%,且不得少于1个系统。2.高压系统风管的严密性检验,为全数进行漏风量测试。系统风管严密性检验的被抽检系统,应全数合格,则视为通过,如有不合格时,则应再加倍抽检,直至全数合格。