

- 389.82 KB
- 2022-12-05 17:30:25 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
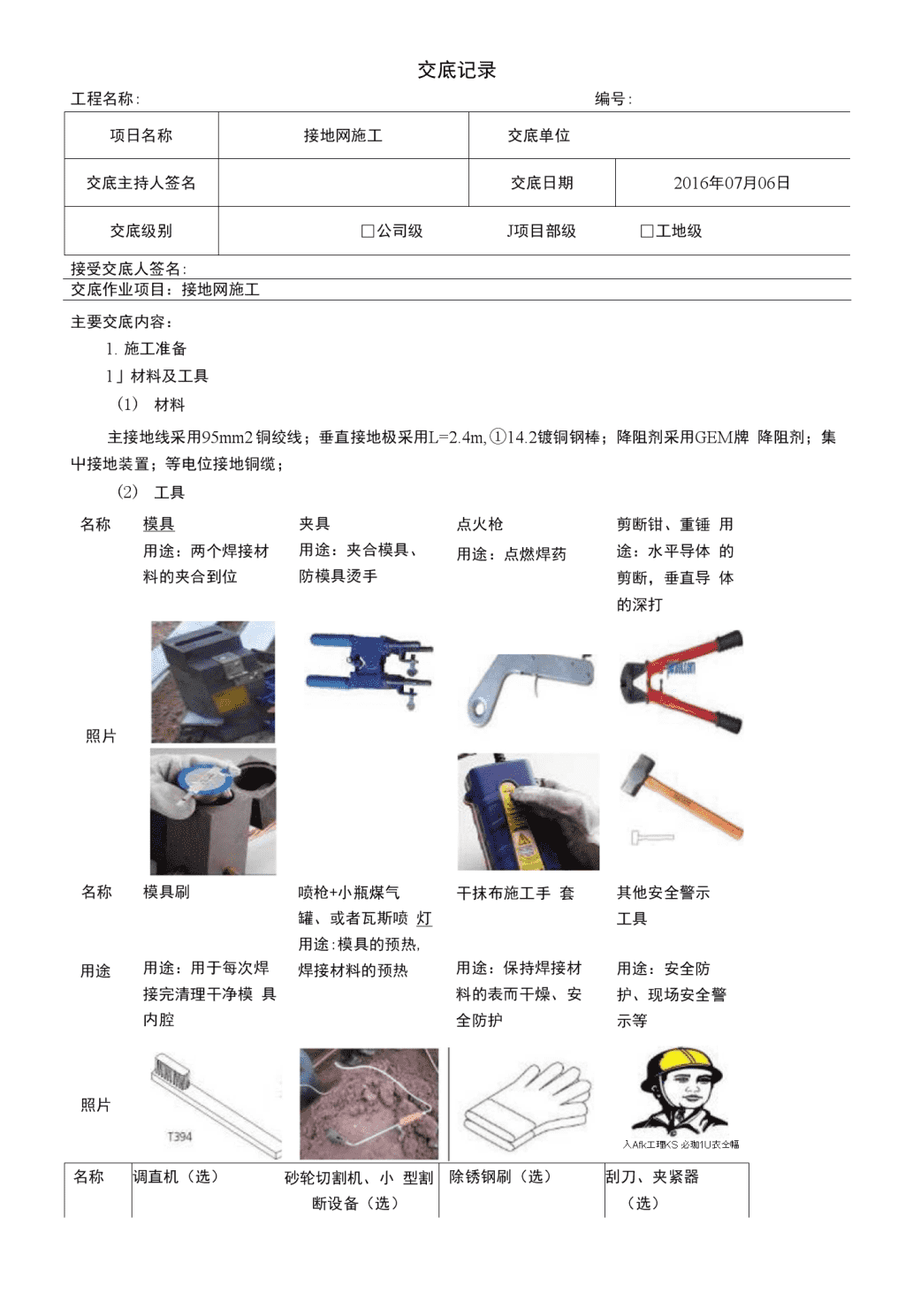
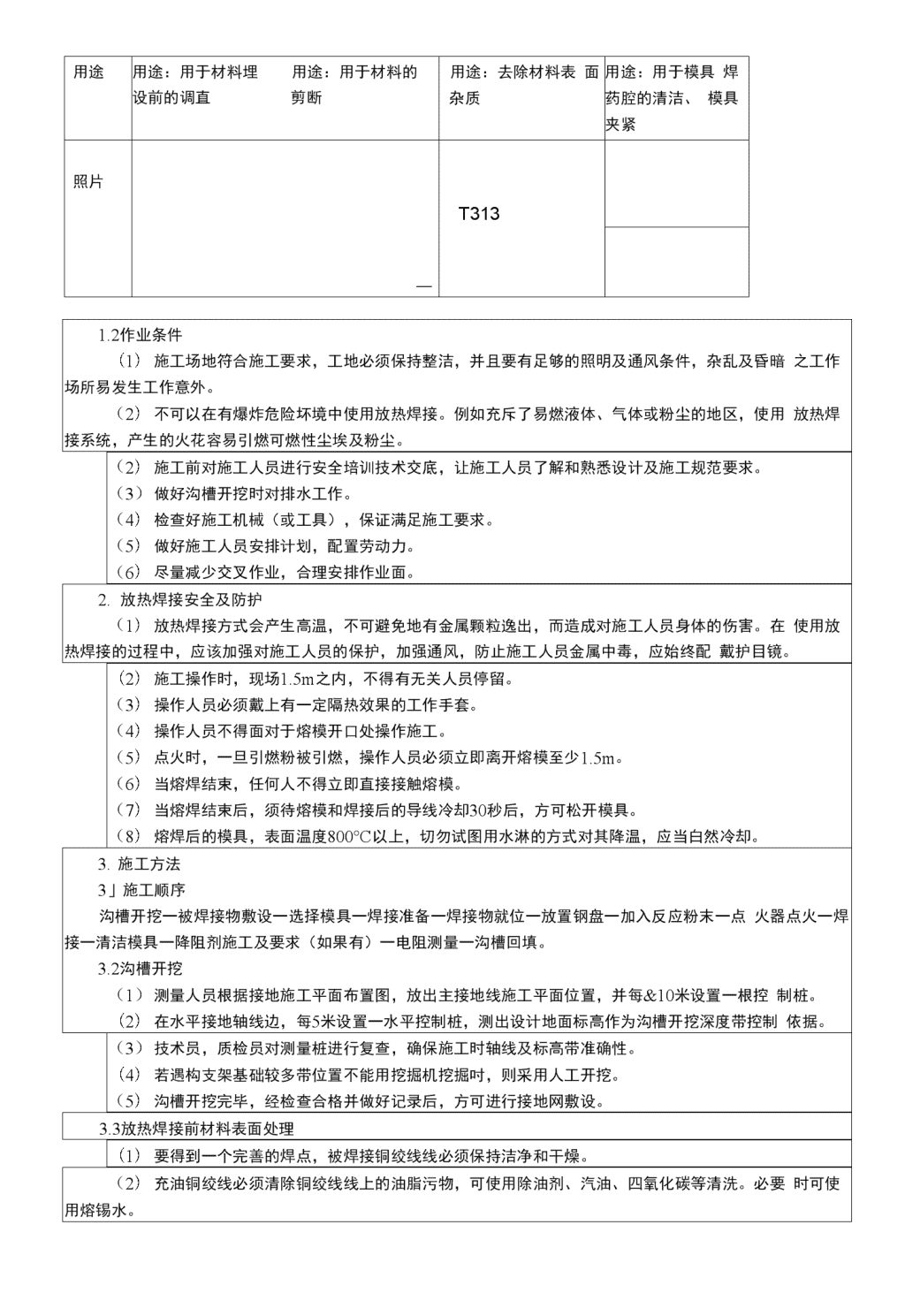
交底记录项日名称接地网施工交底单位交底主持人签名交底日期2016年07月06日交底级别□公司级J项目部级□工地级工程名称:编号:接受交底人签名:交底作业项目:接地网施工主要交底内容:1.施工准备1」材料及工具(1)材料主接地线采用95mm2铜绞线;垂直接地极采用L=2.4m,①14.2镀铜钢棒;降阻剂采用GEM牌降阻剂;集屮接地装置;等电位接地铜缆;(2)工具名称模具用途:两个焊接材料的夹合到位夹具用途:夹合模具、防模具烫手点火枪用途:点燃焊药剪断钳、重锤用途:水平导体的剪断,垂直导体的深打照片名称用途照片模具刷用途:用于每次焊接完清理干净模具内腔喷枪+小瓶煤气罐、或者瓦斯喷灯用途:模具的预热,焊接材料的预热干抹布施工手套其他安全警示工具用途:保持焊接材料的表而干燥、安全防护用途:安全防护、现场安全警示等入Afk工理KS必珈1U衣仝幅名称调直机(选)砂轮切割机、小型割断设备(选)除锈钢刷(选)刮刀、夹紧器(选)\n用途用途:用于材料埋设前的调直用途:用于材料的剪断用途:去除材料表面杂质用途:用于模具焊药腔的清洁、模具夹紧照片—T3131.2作业条件(1)施工场地符合施工要求,工地必须保持整洁,并且要有足够的照明及通风条件,杂乱及昏暗之工作场所易发生工作意外。(2)不可以在有爆炸危险坏境中使用放热焊接。例如充斥了易燃液体、气体或粉尘的地区,使用放热焊接系统,产生的火花容易引燃可燃性尘埃及粉尘。(2)施工前对施工人员进行安全培训技术交底,让施工人员了解和熟悉设计及施工规范要求。(3)做好沟槽开挖时对排水工作。(4)检查好施工机械(或工具),保证满足施工要求。(5)做好施工人员安排计划,配置劳动力。(6)尽量减少交叉作业,合理安排作业面。1.放热焊接安全及防护(1)放热焊接方式会产生高温,不可避免地有金属颗粒逸出,而造成对施工人员身体的伤害。在使用放热焊接的过程中,应该加强对施工人员的保护,加强通风,防止施工人员金属中毒,应始终配戴护目镜。(2)施工操作时,现场1.5m之内,不得有无关人员停留。(3)操作人员必须戴上有一定隔热效果的工作手套。(4)操作人员不得面对于熔模开口处操作施工。(5)点火时,一旦引燃粉被引燃,操作人员必须立即离开熔模至少1.5m。(6)当熔焊结束,任何人不得立即直接接触熔模。(7)当熔焊结束后,须待熔模和焊接后的导线冷却30秒后,方可松开模具。(8)熔焊后的模具,表面温度800°C以上,切勿试图用水淋的方式对其降温,应当白然冷却。2.施工方法3」施工顺序沟槽开挖一被焊接物敷设一选择模具一焊接准备一焊接物就位一放置钢盘一加入反应粉末一点火器点火一焊接一清洁模具一降阻剂施工及要求(如果有)一电阻测量一沟槽回填。3.2沟槽开挖(1)测量人员根据接地施工平面布置图,放出主接地线施工平面位置,并每&10米设置一根控制桩。(2)在水平接地轴线边,每5米设置一水平控制桩,测出设计地面标高作为沟槽开挖深度带控制依据。(3)技术员,质检员对测量桩进行复查,确保施工时轴线及标高带准确性。(4)若遇构支架基础较多带位置不能用挖掘机挖掘吋,则采用人工开挖。(5)沟槽开挖完毕,经检查合格并做好记录后,方可进行接地网敷设。3.3放热焊接前材料表面处理(1)要得到一个完善的焊点,被焊接铜绞线线必须保持洁净和干燥。(2)充油铜绞线必须清除铜绞线线上的油脂污物,可使用除油剂、汽油、四氧化碳等清洗。必要时可使用熔锡水。\n(3)表面氧化的铜绞线可使用铜丝刷清洁干净。(4)含水的铜绞线应用喷灯干燥后用钢刷去除氧化层,含水含油的铜绞线如直接焊接会使反应吋铜液喷出模具,非常危险,需待别注意。(5)敞开的铜绞线头会使模具合不拢,产生较大的缝隙,引起铜液渗漏。所以在切割铜绞线时,要注意保证切口平整,可用铜丝或胶布绑扎切割处后再切割。(6)如果在焊接具有张力的铜绞线时,可使用线丝固定夹紧绷。3.4接地棒焊接的准备工作和要领(1)接地棒被槌打后末端会变形,必须切除或磨平后才可放入模具内,否则会引起模具闭合不紧,导致铜液渗漏。也可使用钢质镶套保护端头后再槌打。(2)接地棒连接需保持洁净,如铁锈、氧化表皮等必须用钢刷或砂纸清洁干净后方可焊接,否则会出现多孔性焊点。(3)焊接吋棒的直径小于模具孔吋,可用钢带包扎接地棒连接头来弥补。3.5放热焊接步骤(1)焊接前的准备①开工前组装模具、模夹,用加热工具(如烘干箱或喷灯)将模具和被焊接物的焊接处烘干,确保其干燥,避免焊点内部产生气泡。②模具及被焊接物应清洁、干燥。被焊接物表面的尘土、油脂、氧化物(锈)或其它附着物等必须完全清除,使其洁净光亮后才可进行焊接作业。如果模具内遗留的残渣不完全清除,将造成焊成表面不平滑、不光亮。要点:驱除水气、清洁焊接物、清洁模具(清洁模具,使用软毛刷或其他软性物品)。③检查模具接触面的密合度,防止作业时铜液从缝隙处渗漏出來。模夹的紧密度对熔接的效果有影响,在熔接开始Z前认真检查模夹,并作适当调整。为了防止焊接物移动、延长模具的使用寿命,可以将模夹装到模具上,模具的规格随焊点的结构形式而异,见图2。(2)焊接物就位\n①确认焊接物及模具均无英它杂质后,将焊接物放于模具的焊接熔腔内,检查焊接物两端要在模具熔腔中心相碰,并把焊接物端头对准出口,然后合模夹紧模具夹。②如果被焊接物的尺寸小于模具铭牌所示,为避免铜液渗漏可用如下方法弥补:a、使用适当厚度的铜套管;b、使用密封剂;c、使用铜片或铜带;d、使用高温棉带。(1)放置钢盘将钢盘放在模具的熔锅底部,并使其刚好挡住流出口。将托片放入模腔中,其作用为托住焊粉。(2)焊接①加入反应粉末,选择正确标号的焊粉,将其倒入模具内。②从焊粉表面到模口边沿洒上引火粉,注意使引火材料覆盖在焊粉之上。\n①合上模具盖,用点火枪点燃引火粉,不得使用喷灯、火柴等明火点火。②反应进行中,该置换反应温度可高达2000°C,这足可以把铜、铁熔化,从而可实现焊接。(5)清洁模具焊粉引燃后稍待约30秒,既可启开夹具,打开模具,基本冷却后将焊渣清除,备下一个焊点的使用。(6)焊点绝缘、防腐待焊接物完全冷却后进行绝缘、防腐处理。(7)电子打火操作步骤\n1)模具的第一个焊接点、该模具每天第一个焊接点、焊接材料在焊接前,需用喷枪(柴油、液化气、汽油喷枪)将模具、焊接材料充分预热(烘烤10-15分钟)。2)将焊接材料的表面(特别是焊接的位置)的用喷枪(或瓦斯喷灯)烘干,用干抹布将焊接位置抹干净。3)两名施工人员配合操作,一人扶抬焊接材料保证焊接位置的平、直、要求角度后,另一人手持夹具夹紧模具,夹合听到“咔,,的一声,观察模具合紧无缝说明夹装到位,这吋候才将模具放下到地面。若地沟地面泥土潮湿,可在模具下方垫一块方木板。4)放入密封一体式安全焊药,合上模具盖子,将电子脉冲点火器的点火线全部放开,确保操作人员离引燃点距离超过1.5米。5)将电子脉冲点火器插到焊粉引燃条上,持续按下电子控制器按钮十秒左右点火。十到十五秒钟后可打开模具。6)焊接完成拆解模具时,适当抬高焊接材料,再将模具撑开足够角度空间再移离焊接点。7)用模具刷清理干净模具内腔,再继续夹装模具焊接下一个点。操作流程图如下:SGKYTECHPLUS悼药崭电于■弊■更K点火豪卜仃开戡駅并移査■杯-无・wwfta3.6降阻剂施工及要求(1)施工前检查项目及要求①降阻剂应是同一品牌、型号的产品;②水清无污染、水中无泥沙等杂物;③沟、孔的尺寸、形状符合设计要求,四壁较平整,沟、孔内无杂物;④垂直接地极居孔中央放置,水平接地极居中,离沟底距离不小于40mm且较均匀(必要时可用细线固定)。⑤接地引下线已按设计要求涂刷防锈漆并已初凝。(2)调制降阻剂按水:降阻剂二0.4〜0.6:1.0的重量比加水并充分搅拌至成黏糊状。水平接地用水量以刚好能够润湿全部干粉并可搅拌成糊状即可。垂直接地孔用降阻剂加水量可视情况可取最高值。过大的用水量会延长施工时间。(3)浇灌、包覆、初检将调制好的糊状降阻剂轻轻倒入(以防泥石、杂物混入降阻剂中)接地沟、孔内直至全部无遗漏的包覆住接地极,并初测包覆厚度不小于40mim钻孔四壁充实。\n(4)复检与回填夯实待降阻剂初凝后,详细检查降阻剂包覆应表面均匀、充分无遗漏、无杂物混入,包覆体厚度最薄处不少于40mm,不足时要补充降阻剂。检查无误后,抽走固定细线,轻轻回填无硬物和树枝的细土,厚度要达到20mm以上,然后再加其他土壤并夯实,夯实后的回填土表面应略高于周围地平面。3.7电阻测量接地网施工过程中,每3・5段测量一次分段电阻值,以检测本段电阻是否满足设计要求以及放热焊带焊接质量。在整个接地网施工完工后再对整个接地网电阻进行测量,分段及整体接地网测量采用三极法测试电阻,见下图:LIL2:电压极或电流极至接地网边缘距3.8沟槽回填(1)接地体敷设完成后,准备回填隐蔽前,提前48小吋通知监理工程师验收,并备好验收记录,经监理公司签字后方可隐蔽。(2)回填土:土沟底部应平整、无积水、无碎石。接地体敷设完成后的土沟应回填土。回填土前应固定好铜排。回填土内不应夹有石块和建筑垃圾等;外取得土壤不得带有较强的腐蚀性;在回填土时应分层夯实。4、焊接质量检查检查项目焊点质量的优劣可通过目测检查。检查项冃为焊接物的大小、颜色、表面光洁度和气泡等外观检查。大小:焊接范围导线没有大量的暴露。渣子清除后,水平连接的冒口不低于导线的顶端。如下图所示。颜色:接头正常的颜色是金黄色至青铜色。表面光洁度:接头表面应该相当平滑,没有大块渣子存在。如果接头表面有20%的渣子,或渣子清除后有导线暴露,接头报废。\n气泡度:接头表面的小孔,其深度一定不能延伸至导线的中心。5、影响质量的因素(1)模具问题模具潮湿没有晾干或烤干、导致铜绞线含有水分,模具的老化出现的缝隙、导致焊粉的流逝。(2)天气状况问题天气的阴雨潮湿、风沙的吹刮。(3)施工人员的操作不当模具合夹的不牢固、模具的清理不到位、钢盘的放置不到位。(4)熔粉的质量问题熔粉的含铜量不够、熔粉的容量与模具的不匹配。6、质量标准:(1)被连接的导体必须完全包接在接头里;(2)要保证连接部位的金属完全融化,连接牢固;(3)热剂焊(放热焊接)接头的表面光滑;(4)热剂焊(放热焊接)的接头应无惯性的气孔。容许:焊接头低于正常情况,但仍足以够用。交底人签名