

- 232.18 KB
- 2022-04-22 13:39:49 发布

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'中华人民共和国国家标准GB11745-89剖层机Splittingmachine主题内容与适用范围本标准规定了I:作宽度为1500--3000mm,剖层机的制造与验收技术规范。本标准适用于」:作宽度为1500--3000mm的剖层机。引用标准GB191包装储运图示标志GB511石油产品添加剂机械杂质测定方法(重量法)GB5226机床电气设备通用技术条件GB7612lx革机械噪,!O!}功率级的测定3产品分类3.1型式r}l层机根据过进料辊与环辊轴心平面与水平面的位置关系分为倾斜式和垂么式两种机型。3.2规格规格分为1500,1800,1850,2100,2300,2400,2700,3000mm,注:1850.2300--两种规格为引进技术的保留规格。3.3参数参数应符合有关技术义件要求。4技术要求4.1关键件质量4.1.,压刀板使用寿命不低J:10o0h,注:压刀板使川寿命为剖I[J7皮的寿命。4.1.2压刀板!:作面沿长度方向的八线度公差为1000mm,0.03mm,4.1.3刮刀板使用寿命不低I"t000h。il:刮月板的使用寿命为刘1II"i皮时的寿命。4.1.4刮IJ板I二作处的1"f线度公差为1000mm;0.03mmo4.2配套件、外协件质a1各类配套件须有合格证19,外协件进厂时须有需方质量检验部门依据标准或供需双方界定的质htflja约条款,验收合格后方可进I人库。4.3装配精度4.3.1对总体结构形式为倾斜式的机型。4.3.1.1补偿辊「素线对「压刀板安装从准面的平行度公差为1000mm,0.04mmo4.3.1.2刮刀板刃口对下压刀板安装敖准面的、}之行度公差为1000mm;0.05mm,4.3.2对总休结构形式为垂直式的机型。国家技术监督局1989-10一20批准1990一O7一01实施
GB11745-894.3.2.1压刀板安装后,其表面对安装体基准面的平行度公差为l000mm,0.05mmo4.3.2.2刮刀板安装后,其工作处的直线度公差为1000mm;0.05mm,4.3.3进料辊与补偿辊之间的间隙不大于0.03mm,4.3.4胶辊径向圆跳动公差为0.06mm,4.3.5左右刀轮径向圆眺动公差为0.05-m,刀轮主轴的轴向窜动公差为。.03mm,4.3.6上梁经升降后在工作位置的平行度公差为。.05mmo4.4安全防护4.4.1送皮操作应有可靠的防护装置。4.4.2外露的旋转零件如:刀轮、砂轮等应有防护罩,机动往复运动部位应有限位保护装置。4.5整机性能4.5.1各紧固件应采取防锈措施,满足维修拆卸要求。4.5.2液压系统密封良好,不得漏油。4.5.3机器噪声不大于表1规定值:表1规格,mm噪声,dB(A)(声功率级)1500-18501002100-30001044.5.4机器电气性能应符合GB5226的有关规定。4.5.5液压油清洁度要求为,l00mL油中含机械杂质重量不超过25mg或不超过表2的规定。表2粒度,Jim10级,粒子个数5-1525600015一254560025-508100so-1001440100以上2564.6工作精度4.6.1最薄剖层厚度:蓝皮0.70mm,灰皮1.50mmo4.6.2剖层精度:蓝皮士0.10mm,灰皮士0.20m-.5试验方法5.1对4.1.1和4.1.3条的检验方法,使用寿命由用户评价。5.2对4.1.2条的检验方法,将压刀板按使用状态固定到检具上,将指示器(1级百分表)测头触及其工作表面上,调整压刀板使指示器在压刀板工作面两端读数相同,然后随机妇瞰三段,每段中任取标准分享网www.bzfxw.com免费下载
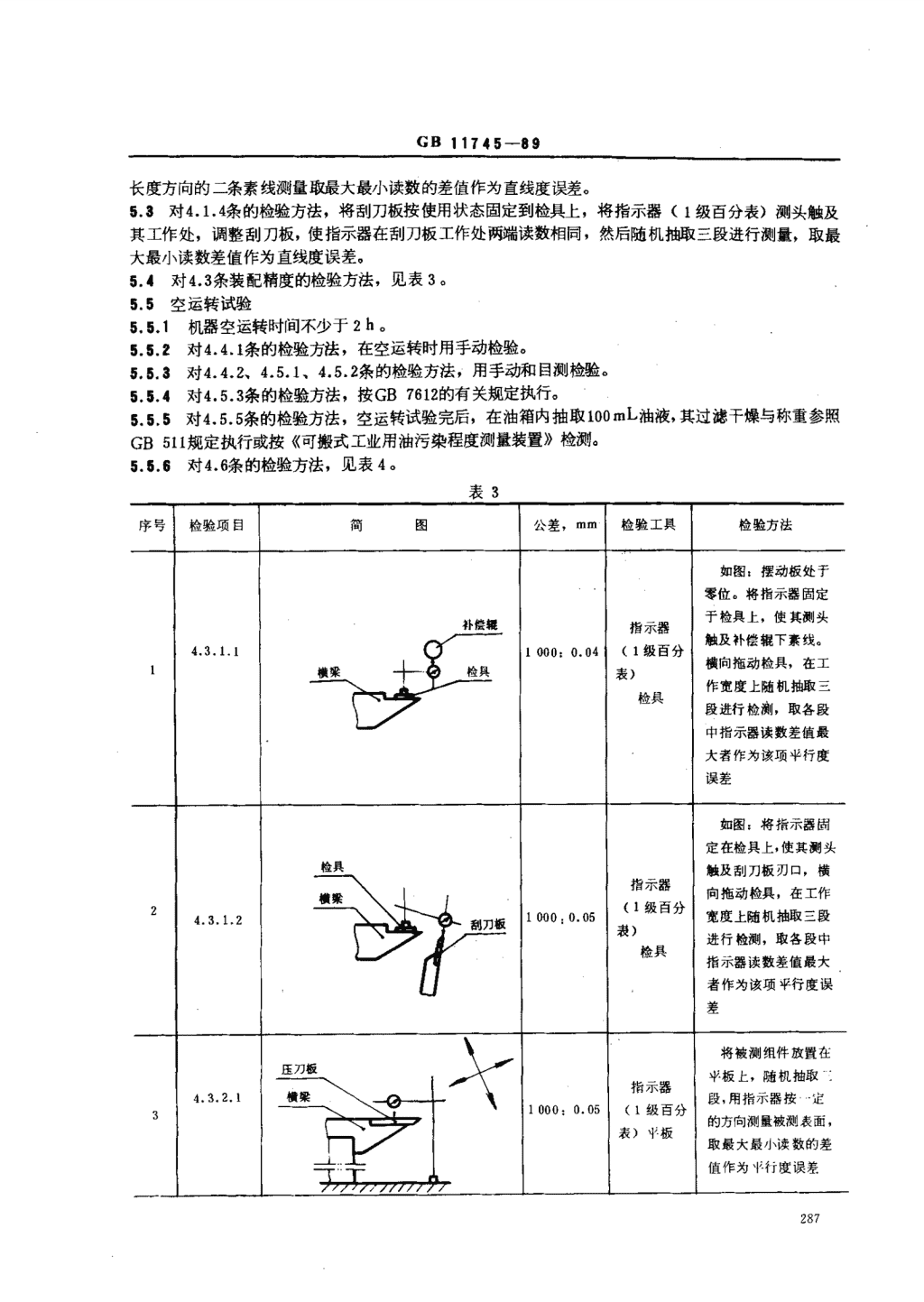
GB11745-89长度方向的二条素线测量取最大最小读数的差值作为直线度误差。5.3对4.1.4条的检验方法,将刮刀板按使用状态固定到检具上,将指示器(1级百分表)测头触及其工作处,调整刮刀板,使指示器在刮刀板工作处两端读数相同,然后随机抽取三段进行测量,取最大最小读数差值作为直线度误差。5.4对4.3条装配精度的检验方法,见表3。5.5空运转试验5.5.1机器空运转时间不少于2h。5.5.2对4.4.1条的检验方法,在空运转时用手动检验。5.5.3对4.4.2,4.5.1,4.5.2条的检验方法,用手动和目侧检验。5.5.4对4.5.3条的检验方法,按GB7612的有关规定执行。5.5.5对4.5.5条的检验方法,空运转试验完后,在油箱内抽取100mL油液,其过滤干燥与称重参照GB511规定执行或按《可搬式工业用油污染程度测量装置》检测。5.5.6对4.6条的检验方法,见表40表3序号检验项目简图公差,mm检验工具检验方法如图:摆动板处于零位。将指示器固定于检具上,使其测头补偿辘指示器触及补偿辊下素线。4.3.1.1www.bzfxw.com1000:0.04(1级百分l横向拖动检具,在工表)作宽度上随机扣此三检具段进行检枷,取各段AowLt}+-e&.4R中指示器读数差值最大者作为该项平行度误差如图:将指示器固定在检具上,使其测头检具触及刮刀板刃口,横指示器向拖动检具,在工作2(1级百分4.3.1.21000:0.05宽度上随机抽取三段表)进行检测,取各段中检具指示器读数差值最大即者作为该项乎行度误差将被测组件放置在二。扮平板上,随机抽取指示器4.3.2.1段,用指示器按定31000:0.05(1级百分的方向测量被测表面,表)平板取最大最小读数的差7-!i!l’值作为平行度误差287
GB11745-99续表3序号检验项目简图公差,mm检验工具检验方法将被侧组件支承在平板七,将指示器测头触及其工作处,调r人指示器整被测组件,使指示4、3,2。21000;0,05(1级百分器在刮刀板工作处两4表)平板、端读数相等,随机抽犷平尺、固定取三段按一定方向检丁和可调支承测。取最大最小读数的差{A作为直线度6}夕”夕差如图:服弯机构处卫丝、于零位。在工作状态54.3.3a.03塞尺下,用塞尺在工作宽曰塑粼三度上检测,以最大检侧值为误差www.bzfxw.com777T7777-"r7"777固定指示器,使其指示器测头触及胶辊表面,6a3.y0.a6(1级百分在工作宽度上随机抽表)检三次,读数变化最扩检具大的一次即为该项i差如图:固定好指示器,使其测头触及口。005刀轮外圆工作面上,指示器么放人刀轮主轴端部(1级百分顶尖孔中的钢球上.7通.3万表)用手转动刀轮检侧。0、b误差分别计b.0璐算,指示器读数的最大差值就是7J轮径向一nn3Bb圆眺动和刀轮主轴的轴向窜动1昊差2a标准分享网www.bzfxw.com免费下载
GB11745-89续表3it号{检验项目公差,mm检验上具检验方法固定好两指示器,使其测头触及进料辊两轴承座上。对于倾斜式机型先使上粱上导轨上吸导轨升任一位置,校好两指示器使其指针为同指示器一位置,然后驱动上4.3.60.05(1级百分梁上开下降,两指示表)器的差值即为平行度误差。对于垂直式机型校好两指示器使其指针为同一位置,然后使上梁上升下降,在S作位置两指示器的差值即为平行度误差表4序号检验项目简图要求,mm检验工具检验方法www.bzfxw.com选蓝皮(长度800一a.蓝皮:1200m-,厚度为3~定重式皮0.705mm,含水量不大于革厚度测定灰皮55%的整张猪皮)或灰仪1.50皮(长度800-1200mm,r’厚度为3一6mm的猪皮》10张。以规定4.6.1};。的最薄剖层厚度进行1一(剖层试验。在肩背革部选取均匀分布且对{·称的12点(不包括H1点)测量厚度。且LXH15%}Ia.将各H点厚度与规定厚度进行比较,其比较值合格率不低JB一肩背革邹于75,则判定最薄6.蓝皮:剖层厚度合格。土0.10b.将各测点厚度灰皮与本张革中H点厚度4.6.2士0.20比较,其差值为剖层精度,其合格率不低1175%,则判定剖层梢度合格289
GB11745-89检验规则6.1每台机器出厂前应依据本标准4.1.2,4.1.4,4.3.4.4,4.5.1--4.5.3条规定进行检验。.‘.06.每台机器出厂前均需由制造厂质量检验部门检验合格并签发合格证书后,方可出厂。6.型式检验6.3.1有下列情况时,应进行型式检验:a.产品转厂生产鉴定时,b.产品结构、材料、工艺方法有较大改变时,c.停产一年以上,重新开始生产时,d.连续生产一年时.e.质量监督检验部门提出进行型式检验要求时。6.3.2型式检验项目为本标准的全部内容。6.3.3型式检验样初应采取随机抽样法,抽检10%,但不得少于1台。6.3.4型式检验如不合格,应加倍抽样进行检验,如仍不合格,则应全数检验。了标志、包装、运翰、贮存7.1机器上应有制造厂的铭牌、铭牌上的内容应包括:e.产品名称,b.产品型号或标记,c.制造日期,d.制造厂名。www.bzfxw.com7.2包装应牢固可靠,满足运输要求,其标志应符合GB191的有关规定。7.3产品应存放在通风、干燥、无腐蚀性物质处。附加说明:本标准由中华人民共和国轻〔业部提出。本标准由全国轻工机械标准化技术委员会皮革机械分技术委员会归口。本标准由大连红旗机械厂负责起草。本标准主要起草人曲天勇、吴世界、姜岳卿、周纯宝、金不宽。标准分享网www.bzfxw.com免费下载
附录清理整顿后的部分国家标准(GB)转化为轻工行业标准(QB)对照表根据国家轻工业局国轻行[1999]112号文,“关于发布轻工专业标准、清理整顿后的部分国家标准转化为轻工行业标准的通知”精神,以下国家标准己转化为新的轻工行业标准。原标准编号标准名称转化后标准编号GB4689.1-1984皮革实验室样品部位和标志QB/T3812.1-1999GB4689.3-1984皮革取样批样的取样数量QB/T3812.3-1999GB4689.11-1984皮革化学试验制品的制备QB/T3812.11-1999GB4689.12-1984皮革水分及其他挥发物的测定QB/T3812.12--1999GB4691-1984皮革成品厚度的测定QB/T3813-1999GB5353-1985制革机械设备及仪器术语QB/T1521-1992GB5354--1985毛皮机械设备及仪器术语QB/T1523-1992GB7612-1987皮革机械噪声声功率级的测定QB/T3918-1999GB11745-1989剖层机QB/T3919-1999GB/T12071-1989皮革机械噪声声功率级限值QB/T2366-1998www.bzfxw.com291'
您可能关注的文档
- GBT11708-1989公路桥梁命名编号和编码规则.pdf
- GBT11710-1989粘土瓦.pdf
- GBT11713-2015高纯锗γ能谱分析通用方法.pdf
- GBT11716-1999小径原木.pdf
- GBT11716-2009小径原木.pdf
- GBT11717-1989造纸用原木.pdf
- GBT11717-2009造纸用原木.pdf
- GBT1173-2013铸造铝合金.pdf
- GBT11743-2013土壤中放射性核素的γ能谱分析方法.pdf
- GBT11755.1-1989医用诊断X射线机管电压测试方法.pdf
- GBT11757-1989医用诊断X射线机曝光时间测试方法.pdf
- GBT11759-2008牛皮.pdf
- GBT1176-2013铸造铜及铜合金.pdf
- GBT11761-2006芝麻.pdf
- GBT11762-2006油菜籽.pdf
- GBT11764-2008葵花籽.pdf
- GBT1177-1991铸造镁合金.pdf
- GBT11789-1989绳索和绳索制品系船用的天然纤维绳索与化学纤维绳索之间的等效性.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明