

- 113.01 KB
- 2022-04-22 13:44:26 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
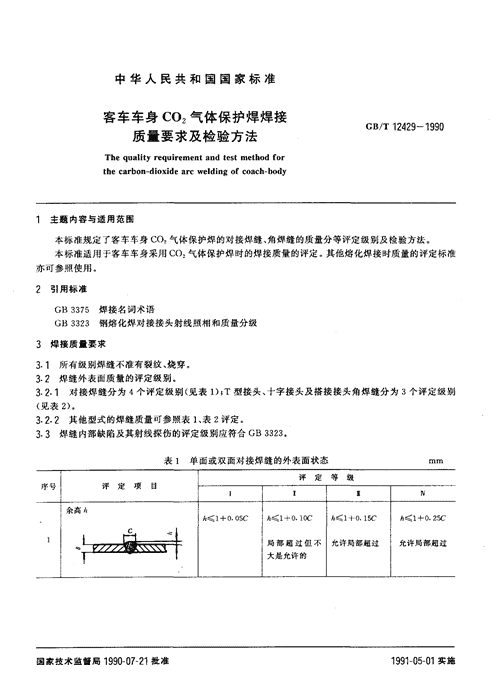
'中华人民共和国国家标准客车车身CO,气体保护焊焊接GB/T12429-1990质量要求及检验方法Thequalityrequirementandtestmethodforthecarbon-dioxidearcweldingofcoach-body主题内容与适用范围本标准规定了客车车身CO,气体保护焊的对接焊缝、角焊缝的质量分等评定级别及检验方法。本标准适用于客车车身采用CO:气体保护焊时的焊接质量的评定。其他熔化焊接时质量的评定标准亦可参照使用。引用标准GB3375焊接名词术语GB3323钢熔化焊对接接头射线照相和质量分级3焊接质f要求3.1所有级别焊缝不准有裂纹、烧穿。3.2焊缝外表面质量的评定级别。3.2.1对接焊缝分为4个评定级别(见表1);T型接头、十字接头及搭接接头角焊缝分为3个评定级别(见表2),3.2.2其他型式的焊缝质量可参照表1、表2评定。3.3焊缝内部缺陷及其射线探伤的评定级别应符合GB3323,表1单面或双面对接焊缝的外表面状态评定等级序号评定项目II习N余高hh簇1+0.05Ch(1+0.10Ch镇I十0.15Ch(1+0.25C1局部超过但不允许局部超过允许局部超过、冲Cdl_大是允许的国家技术监督局1990-07-21批准1991-05-01实施146
GB/T12429-1990表1(续)n1们〕147
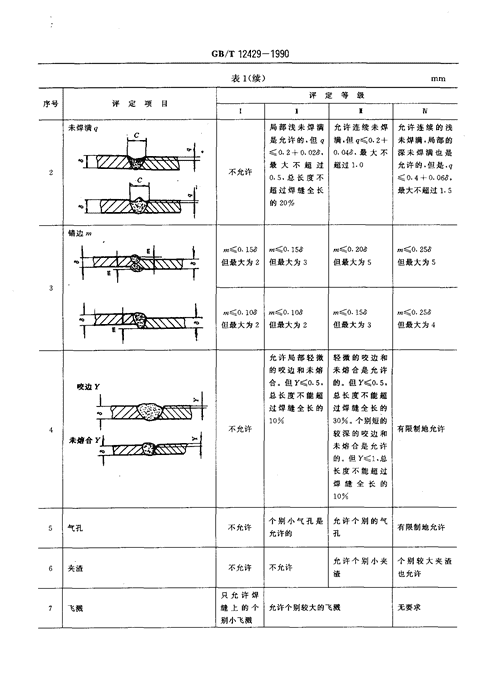
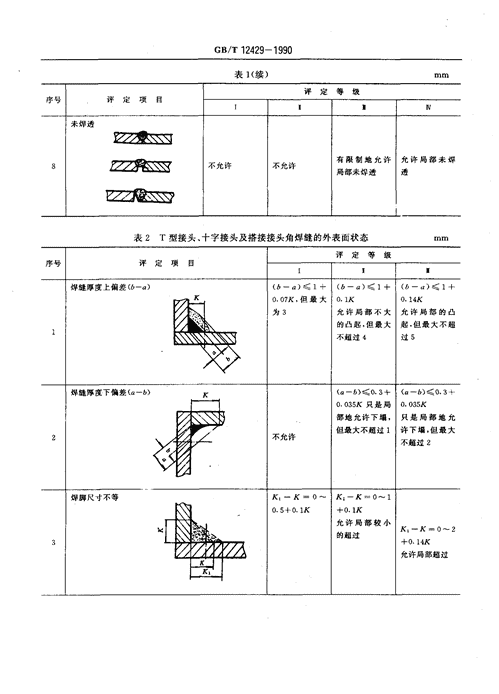
Gs/T12429-1990表1(续)nlnl评定等级序号评定项目II,N未焊透仓州然闪有限制地允许允许局部未焊8}.J松YU不允许不允许局部未焊透透乙艺咫这刃}表ZT型接头、十字接头及搭接接头角焊缝的外表面状态mm评定等级序号评定项目II,焊缝厚度上偏差(b-a)(b一a)(1+(b一a)(1+(b一a)(1+。.07K,但最大0.1K0.14K为3允许局部不大允许局部的凸的凸起,但最大起,但最大不超1.Kb不超过4过5焊缝厚度下偏差(a-b)K(a一b)《0.3十(a-b)簇0.3十0.035K只是局0.035K部地允许下塌,只是局部地允但最大不超过1许下塌,但最大2畜不允许扩重不超过2K,一K=0一K,一K=0^-10.5f0.1Kt0.1K允许局部较小KI一K=0-2头的超过3hat0.14K叼匕乍匕允许局部超过K{148
GB/T12429一1990表2(完)评定等级序号评定项目IIl咬边和未熔合允许轻微的咬边和未熔合,但Y(O.5,总长度不能超过焊缝4不允许有限制地允许鲸Fl,A全长的30%允许个别的气5气孔不允许有限制地允许子L允许个别的夹G夹渣不允许有限制地允许渣只允许焊缝上允许个别较大7飞截无要求的个别小飞溅的飞溅3.4对焊缝质量的要求及等级的选择按产品技术条件和有关规定确定。3.5对于本标准未涉及的质量要求,可由设计、工艺等部门另作规定。4悍接质f检验4.,焊缝进行外观检验前,应将妨碍检验的渣皮、飞溅等清理干净。4.2外观检验应在无损探伤检验之前进行。4.3外观检验可用目测、5.10倍的放大镜及专用检具(如焊口检测器)进行检查。44焊缝外表面缺陷可采用渗透探伤等方法进行检查。4.5焊缝内部缺陷可采用射线探伤、超声探伤和磁粉探伤等无损探伤方法进行检验。射线探伤的方法应符合GB3323,4.6焊缝内部缺陷可用在相同条件下制备的试件上取样检验。试件的数量,取样的标准可由工艺、检验等部门具体规定。4.7焊缝检验的数量及焊缝检验方法的选择按设计或有关技术文件规定。4.8本标准未涉及的其他检验方法按设计或有关技术文件规定。附加说明:本标准由中华人民共和国建设部提出,由全国汽车标准化技术委员会归口。本标准由广州客车厂负责起草。黑龙江客车厂参加起草。本标准主要起草人:张秋林、刘国徽。I99'
您可能关注的文档
- GBT1239.5-1989圆柱螺旋弹簧抽样检查.pdf
- GBT12402-1990经济类型代码.pdf
- GBT12406-2008表示货币和资金的代码.pdf
- GBT12411.1-90黄、洋(红)麻纤维试验取样方法.pdf
- GBT12417.1-2008无源外科植入物骨接合与关节置换植入物第1部分骨接合植入物特殊要求.pdf
- GBT12417.2-2008无源外科植入物骨接合与关节置换植入物第2部分关节置换植入物特殊要求.pdf
- GBT12421-1990客车门窗用橡胶密封条.pdf
- GBT12422-1990客车门窗用植绒密封条.pdf
- GBT12423-1990客车门窗用塑料密封条.pdf
- GBT12430-1990客车乘客扶手杆的固定件基本形式与规格尺寸.pdf
- GBT12431-1990客车乘客扶手杆断面规格.pdf
- GBT12446-1990冲模模架零件技术条件.pdf
- GBT12447-1990冲模模架精度检查.pdf
- GBT12448-2010木工机床型号编制方法.pdf
- GBT12449-1990以专用连接线方式互连的声音和电视广播发射设备与监控设备之间的接口.pdf
- GBT12451-1990图书在版编目数据.pdf
- GBT12452-1990企业水平衡与测试通则.pdf
- GBT12455-1990宾馆、饭店合理用电.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明