

- 233.27 KB
- 2022-04-22 13:42:23 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'ICS25.100.30J41a亘中华人民共和国国家标准GB/T14299--2007代替GB/T14299—1993可转位螺旋沟浅孔钻2007-07-26发布Spiralflutedrillwithindexableinserts2007-12-01实施宰瞀鹳鬻瓣訾糌瞥星发布中国国家标准化管理委员会促19
翮昌GB/T14299--2007本标准代替GB/T142991993《可转位螺旋沟浅7L钻》。本标准与GB/T142991993相比主要变化如下;——增加了“前言”;——修改了“规范性引用文件”}——增加了“削平型直柄浅孔钻的型式与基本尺寸”I——增加了“TMG21柄浅孔钻的型式与基本尺寸”;——扩大了基本尺寸的规格范围;——原标准中的“技术要求”的内容分别列为新标准的“外观和表面粗糙度”、“材料和硬度”——取消了“性能试验要求”;——修改了“标志和包装”的要求#——增加了“标记示例”;——增加了“附录c”、“附录D”、“附录E”、“附录F”;本标准的附录A、附录C、附录E为规范性附录,附录B、附录D、附录F为资料性附录。本标准由中国机械工业联合会提出。本标准由全国刀具标准化技术委员会(SAC/TC91)归口。本标准起草单位:太原工具厂。本标准主要起草人:张金风、闰香英。本标准所代替标准的历次版本发布情况为:——GB/T142991993。
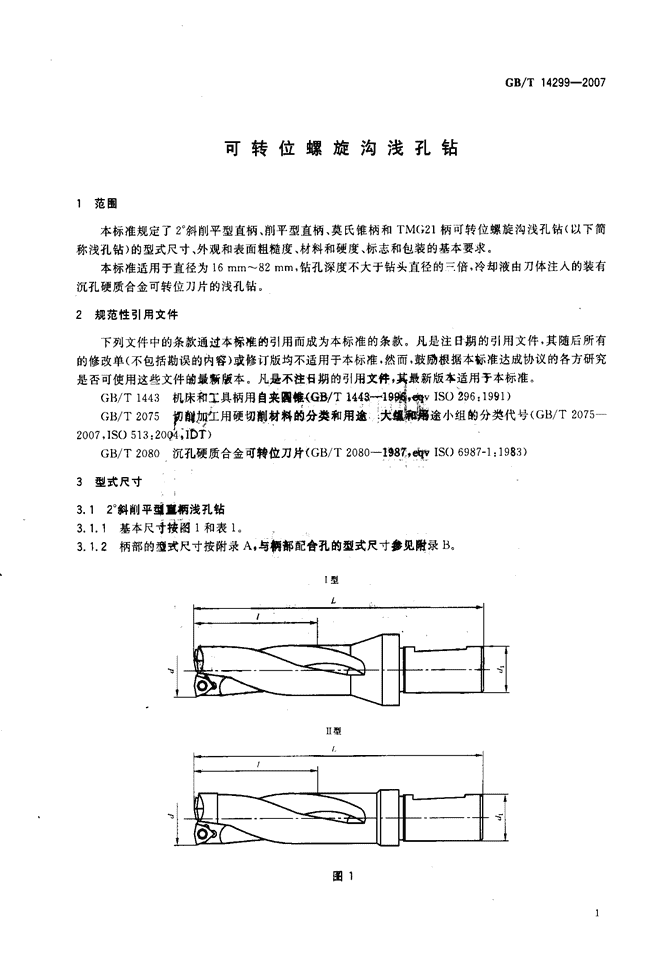
可转位螺旋沟浅孔钻GB/T14299--20071范围本标准规定了2。斜削平型直柄、削平型直柄、莫氏锥柄和TM(;21柄可转位螺旋沟浅孔钻(以下简称浅孔钻)的型式尺寸、外观和表面粗糙度、材料和硬度、标志和包装的基本要求。本标准适用于直径为16mm~82mm,钻孔深度不大于钻头直径的i倍,冷却液由刀体注入的装有沉iL硬质合金可转位刀片的浅孔钻。2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注时期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究GB/T2080沉孔硬质合金可转位刀片(GB/T2080-19SZ,e呐ISO6987—1:1983)3型式尺寸3.12。斜削平型直柄浅孔钻3.1.1基本尺寸按图1和表l。3.1.2柄部的型式尺寸按附录A,与糖部配合孔的型式尺寸参见附录B。I型Ⅱ型图1
GB/T14299--2007衰1单位为毫米基本尺寸极限偏差型式基本尺寸极限偏差型式16——17——18土o215士o.26020120——123——126——129_——13248——5l——54——57—6025土o.195l77。——180。——183●一186。——18993_——96_——99_——102——105土o.1951921——205。——208●一211——214——217108_——lll_——114_——117_——120——123士o.2308l——82士o.2704025926226526827127427715015315615916216516850297303306309312315318321324327330__——343__——346349171174177180183】86189192195198201204——207_——21021363注;冷却液进、出孔的位置与尺寸由制造厂白行设计2“一跎一∞一弘一弘聃一w一弱一聃∞一¨一睨一∞一“一%一:暑一卯一∞一曲∞一诣一∞一他一%一他一引一¨一盯一帅m一Ⅲ一Ⅲ一m—m—m—m—m一Ⅲ一m伸一∞一龃一匏一孙一孔一筋一孙一卵一鹪一曲一∞mm一拢~猫一啪一Ⅲ一拟一拼一狮一m一蛳讹l;|~啪一季}一Ⅲ一蓍i§;一妣一|萎一㈣纰加一n一陀一”¨一%一硒一”一飓一伸一蚰Ⅲ一㈨一至}一m—m一Ⅲ一⋯一m瑚一瑚一娜一纵一Ⅲ一咖一娜一娜驵一驼一船一弘一拍一∞一卵一砧一∞一蚰一“北一蚰一“一惦一蚰盯一惦一蚰
3.2削平型直柄浅孔钻3.2.1基本尺寸按图2和表2。3.2.2柄部的型式尺寸按附录c,与柄部配合孔的型式尺寸参见附录D。GB/T14299--2007II型图2衰2单位为毫米dd1Lf型式d-Lf型式基本尺寸极限偏差基本尺寸极限偏差16130483620710817±o.21513351372201111820136543822311432191395739226ll72014260402291202l15l634l232123221546642245lZ6231576943±o.19524812924160724425l】32土o.26025163754525913525IⅡ26166784626213827169814726514】2817284482681444029175874927114730183905027415031192935127715332195965228015633士o.195321989953土o.23028315934201102542861623520410555289165
GB/T14299--2007表2(续)单位为毫米dd1Ll型式dlj,f型式基本尺寸极限偏差基本尺寸极限偏差564029216870356210S05730717171359213583101747237221659313J777337521960316180743782226l31918375±o.2303812256232218676384228土o.230Ⅱ6350325189773872316364328192783902346533l1957”30323766334198803962406733720l8139q2436834020482’士o27040224669353207注:冷却液进、出孔的位置与尺寸由制造厂自行设计。3.3奠氏锥柄浅孔钻3.3.1基本尺寸按图3和表3。3.3.2柄部的型式K寸按GB/T1443的规定。图3表3单位为毫米J奠氏0莫氏』。fj,,基本尺寸极限偏差圆锥号基本尺寸极限偏差圆锥号1619048212306317土o.2l519351222336618l‘)654323±o.260236694-_19l99572423972土o260202026()2524275
GB/T14299--2007表3(续)单位为毫米d莫氏d奠氏LfLZ基本尺寸极限偏差圆锥号基本尺寸极限偏差圆锥号262457842308126272488143311129428士o.2602518444314132292548745322135302629046士o.19535713831265934736014l322689648363144332719949366147434二、974102503691503527710551.、372153536士o.埔5280t0852j川|375156372931ll533781591。壬o.230’Z81‘16238296i1454’。3929911755384165403021205638716841305123注:冷却液进瑚孔的位置与尺寸由捌警r自行设计.3.4TMG21柄浅孔钻3.4.1基本尺寸按表4和图4。3.4.2柄部的型式尺寸按附录E。与1臀部碗恰孔的型式尺寸参见附录F。圈4
GB/T14299--2007裹4单位为毫米基本尺寸极限偏差L基本尺寸极限偏差Ld16——】7—18土o.2151061095l112土o.2601155711860±o.19524215051——52—53——5412612913269135721387514178144811471508715890163931669616999172102175051780819l1931141961171991202031232061262091292121322271352301382331412361442391476379——80±o.23024515324815625l159254162262165265168270171273174276
3.5标记示例外径d=40mm的2。斜削平型直柄浅孔钻为:2。斜削平型直柄浅孔钻40GB/T14299--2007外径d一40mm的削平型直柄浅孔钻为:削平型直柄浅孔钻40GB/T14299--2007外径d=40mm的莫氏锥柄浅孔钻为:莫氏锥柄浅}L钻40GB/T14299--2007外径d=40mm的TMG21浅孔钻为:TMG21柄浅孔钻40GB/T14299--2007GB/T14299--20074外观和表面粗糙度4.1刀片不得有裂纹、崩刃、其余零件不得有裂纹、刻痕、毛刺、锈迹等影响使用性能的缺陷。4.2刀片和各零件的定位紧固均应可靠。4.3刀片安装后,内刀片切削刃沿轴线的最高点高于其余刀片的最大允许值为0.15ram(用同一刀片的同一切削刃检查)。刀片安装后,内刀片切削刃应低于中心,其最大允许值为0.15mm(检查方法同上)。4.4浅7L钻各相应零件应能互换。4.5刀柄外圆表面粗糙度为RaO.8pm,刀片槽底面与侧定位面的表面粗糙度值为Ra3.2,um。5材料和硬度5.1浅孔钻所用刀片精度不低于M级.并应符合GB/T2075、GB/T2080的规定。5.2浅孔钻刀体用合金钢制造。5.3浅孔钻刀体的硬度均不低于45HRC,夹紧元件硬度不低于40HRC,定位元件硬度不低于50HRC。6标志和包装6.I标志6.1.1产品上应标志:——制造厂或销售商商标;——浅孔钻直径;——制造年月。6.1.2包装盒上应标志;——制造厂或销售商名称、地址和商标{——产品名称、标准编号、浅孔钻直径I——件数;——刀片材料;——件数;——制造年月。6.2包装浅7L钻在包装前应经防锈处理,包装必须牢固,防止运输过程中的损伤。
GB/T14299--2007附录A(规范性附录)带有轴向定位的2。斜削平型直柄柄部型式尺寸A.1柄部的型式尺寸按图A.1和表A.1。圈A.1单位为毫米表A.1单位为毫米d1浅孔钻直径d如LlL2基本尺寸极限■差h616~2020o2540,3121~3025—o013,3245333l~4】324042~48o5040554349~56—o.0166057~71507053o72~82639073o.0198
附录B(资料性附录)带有轴向定位的2。斜削平型直柄柄部配合孔的型式尺寸B.1柄部配合孔的型式尺寸按图B.1和表B.1。C;B/T14299--2007图B.1囊B.1单位为毫米D1浅孔钻直径dd,M基本尺寸极限偏差H716~2020+002l40M10×121~3025045M12×131~413270M14×】42~48+0.0254080M16×149~56057~715090M18×15+003072~8263100M20×1.50
GB/T14299--2007附录C(规范性附录)削平型直柄柄部型式尺寸C.1柄部的型式尺寸按图C.1和表c.1。圈C.1A--A表C.1单位为毫米d1h浅孔钻直径dL士lh6h1316~2020’5018.221~3025562331~4132603042~5640703857~71508047.872~82639060.510
附录D(资料性附录)削平型直柄配合孔的型式尺寸D.1柄部的型式尺寸按图D.1和表D.1。GB/T14299--2007缓iI缓I纛绣蓼图D.1裹D.1单位为毫米DI浅孔钻直径dd【DH716~202045M10×121~302550M12×13l~413270M14x】42~564080M16×157~715090M18×1572~8263100M20×15
GB/T14299--2007附录E(规范性附录)TMG21型柄部型式尺寸E.1柄部型式尺寸按图E.1和表E.1。圈E.1裹E.1单位为毫米巩比,q,“浅iL钻直径Ll基本极限偏差基本极限偏差基本极限偏差尺寸98尺寸Js¨16~2040——o.00920—o.002261l15.o士o.09021~3050一o.04828一o.004311319.5——o002±o.】0,531~5463一o.010343817o24.3一o.005—o.056—o()855~678046432031.o一o.003—o.012土o12568~8210056——o006552439o——o06612
附录F(资料性附录)TMG21型柄部配合孔的型式尺寸F.1柄部配合孔的型式尺寸按图F.1和表F.1。厂。篪钐黝矿。、/《≮乡绂荡钐;;黝物一钐∥钐荔黝‰£I乙田F.1GB/T14299--2007裹F.1单位为毫米d1Dl浅孔钻直径极限偏差LLt土o.05基本尺寸极限偏差98+o00516~2040—0.009203】113+o.002一o.0482l~305028+o.0063613.331~546334+o00343174一oolo+o.00755~6780—o.056464820.4}o.003—o012+o.00868~82100566024.4——o.066+o.00313'
您可能关注的文档
- GBT14272-2011羽绒服装.pdf
- GBT14274-1993高聚物多孔弹性材料加速老化试验.pdf
- GBT14282.1-1993仪表着陆系统ILS下滑信标性能要求和测试方法.pdf
- GBT14283-2008点焊机器人通用技术条件.pdf
- GBT14286-2008带电作业工具设备术语.pdf
- GBT14289-1993土方机械检测孔.pdf
- GBT1429-2009炭素材料灰分含量的测定方法.pdf
- GBT14294-2008组合式空调机组.pdf
- GBT14296-2008空气冷却器与空气加热器.pdf
- GBT14300-2007可转位直沟浅孔钻.pdf
- GBT14301-2008整体硬质合金锯片铣刀.pdf
- GBT14303-2008木工机床单锯片圆锯机术语和精度.pdf
- GBT14304-2008毛呢套装规格.pdf
- GBT14307-1993录像磁带性能测量方法.pdf
- GBT14308-1997旅游涉外饭店星级的划分及评定.pdf
- GBT14308-2010旅游饭店星级的划分与评定.pdf
- GBT1431-2009炭素材料耐压强度测定方法.pdf
- GBT14311-2008棉印染灯芯绒.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明