

- 166.47 KB
- 2022-04-22 13:47:10 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'621-382免费标准下载网(www.freebz.net)UHD6C3霭8中华人民共和国国家标准GB/T14592一93毛目圆片Molybdenumdiscs1993一08一26发布1994一07一01实施国家技术监督局发布免费标准下载网(www.freebz.net)无需注册即可下载
免费标准下载网(www.freebz.net)中华人民共和国国家标准GB/T14592一93牛目圆片Molybdenumdiscs1主题内容与适用范围本标准规定了钥圆片的产品分类、技术要求、试验方法、检验规则及标志、包装、运输、贮存。本标准适用于电力半导体器件及电真空器件用铝圆片。2引用标准GB2828逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB3876钥及铝合金板GB4196钨铝条密度测定方法GB/T4325钥化学分析方法3产品分类3.1产品根据表面状态分为毛坯、喷砂车边、粗磨车边和精磨车边铝圆片4个品种。3.2产品根据牌号、品种和规格不同,划分为若干型号,型号表示方法如下:$7.回回因回币Mo—用币Mol或币Mo2表示牌号为MoI或Mo2的相圆片.1—用大写汉语拼音字母表示品种:M—毛(MAO)坯,P-喷(PEN)砂车边;C—粗(CU)磨车边;1-精(JING)磨车边‘2—用阿拉伯数字表示公称直径,单位mm.X—表示分隔号。3—用阿拉伯数字表示公称厚度,单位mm.例14MolM20X2表示牌号为Mol的毛坯钥圆片,其公称直径为20mm,公称厚度为2mm,例2冲Mo2P45X3表示牌号为Mo2的喷砂车边铝圆片,其公称直径为45mm,公称厚度为3mm,例3冲MolC80X4表示牌号为Mol的粗磨车边铝圆片,其公称直径为80mm,公称厚度为4mm,例4:$Mo1155X2.5表示牌号为Mol的精磨车边铝圆片,其公称直径为55mm,公称厚度为2.5mm,3.3产品各型号的规格应符合表1规定。国家技术监督局1993一08一26批准1994一07一01实施免费标准下载网(www.freebz.net)无需注册即可下载
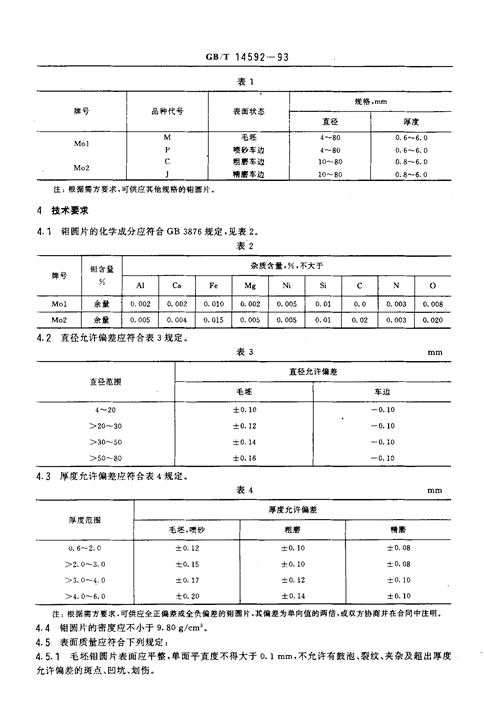
免费标准下载网(www.freebz.net)GB/T14592一93表1}规格,mm牌号品种代号表面状态}直径厚度{M毛坯4^-800.6^-6.0MolF喷砂车边4-800.6-6.0C粗磨车边10^800.8-6.0Mo2J精磨车边10-800.8-6.0注:根据需方要求,可供应其他规格的相圆片。4技术要求4.1钥圆片的化学成分应符合GB3876规定,见表2,表2杂质含量,%,不大于铝含量牌号%AlCaFeMgNiSiCNOMol余量0.0020.0020.0100.0020.0050.010.00.0030.008Mo2余量0.0050.0040.0150.0050.0050.010.020.0030.0204.2直径允许偏差应符合表3规定。表3】11】11直径允许偏差直径范围毛坯车边4-20士0.10一0.10.>20-30士0.12一0.10>30-50士0.14一0.10>50-80士0.16一0.104.3厚度允许偏差应符合表4规定。表4mm厚度允许偏差厚度范围毛坯,喷砂粗磨精磨0.6^2.0士0.12士0.10士0.08>2.0--3.0士0.15士0.10士0.08>3.0-4.0土0.17士0.12士0.10>4.0-6.0士0.20士0.14士0.10注:根据需方要求,可供应全正偏差或全负偏差的钥图片,其偏差为单向值的两倍,或双方协商并在合同中注明。4.4铝圆片的密度应不小于9.80g/cm"e4.5表面质量应符合下列规定:4.5.,毛坯钥圆片表面应平整,单面平直度不得大于。.1mm,不允许有鼓泡、裂纹、夹杂及超出厚度允许偏差的斑点、凹坑、划伤。0免费标准下载网(www.freebz.net)无需注册即可下载
免费标准下载网(www.freebz.net)GB/T14592一934.5-2毛坯钥圆片边缘应整齐,不允许有分层、崩边现象,但允许有局部的轻微的不超过允许偏差的冲痕和小毛刺。45.3喷砂铝圆片表面应砂痕均匀,无肉眼可见的黑斑、氧化点和残存砂尘。4.5-4磨光钥圆片的平直度、平行度、表面粗糙度及表面缺陷应符合表5规定。表5端面粗糙度周边粗糙度平直度,mm平行度,mm表面缺陷R,,damR=pm品种不大于尺寸,mm间距.mm数量,个粗磨0.0250.0306.36.3-润.4X0.1乡0.30(5精磨0.0150.0201.66.34.6产品需经退火后交货。4.7需方如有特殊要求时,供需双方另行商定。5试验方法5.1产品的化学成分仲裁分析按GB4325的规定进行。5.2产品的密度测定按GB4196的规定进行。5.3产品的表面质量用肉眼观察。5.4产品的直径用精度0.02mm的游标卡尺或精度0.。工mm的千分尺测量。5.5产品的厚度用精度。.01mm的千分尺测量。5.6产品的平行度用精度。.01mm的千分尺测量,在相互垂直方向测量4点,任意二点的差值不得超过平行度要求。5.7产品的平直度用千分表测量。58产品的表面粗糙度采用对比样块进行检查。5.9磨光铝圆片需进行抽样腐蚀检验。腐蚀条件:30肠H,O,:10%NaOH溶液=90:10(体积比);腐蚀温度:室温(23士2,C);时间:根据反应速度决定。待反应生成深棕色泡沫后,立即用水冲洗,吹干。6检验规则6.1产品由供方技术监督部门进行检验,保证产品质量符合本标准规定,并填写质量证明书。6.2需方可对收到的产品进行检验,如检验结果与本标准规定不符时,在收到产品之日起3个月内向供方提出,由供需双方协商解决。6.3产品应成批提交验收。每批由同一牌号、批号、规格、状态和制造方法的产品组成。6.4取样数量按如下规定:6.4.,产品的化学成分允许供方以原料的化学分析结果报出。6.4.2产品密度的测定每批任取3-5片。6.4.3产品的外形尺寸及表面质量按GB2828一般检查水平I进行。6.5产品判废规则如下:6.5.1产品的化学成分和密度分析检验不合格时,则取双倍试样对不合格项目进行复验。如仍有一个结果不合格时,则整批判废。免费标准下载网(www.freebz.net)无需注册即可下载
免费标准下载网(www.freebz.net)Gs/T14592一936.5.2产品的外形尺寸及表面质量按正常检查一次抽样方案AQL=2.5检验。不合格时,加严检查一次抽样方案AQL=2.5复验。若仍不合格时,则整批判废,或双方协商解决。7标志、包装、运输、储存7门同一规格的毛坯铝圆片可用塑料袋包装扎紧后放入垫有防潮纸的硬箱中。车边喷砂及磨光铝圆片每片间用防潮纸隔开,卷好放入筒中密封装箱,箱内衬防潮纸,并用软物塞紧,箱外注明“防潮”、“轻放”等字样或标志。每箱净重不超过20kg,了.2每个包装箱外应标明:a.供方名称;b.产品名称;产品牌号和批号;d.产品规格和净重;需方名称及地址;f,发货日期。7.3产品运输时应防潮和避免剧烈碰撞。7.4产品应存放在干燥、通风和无酸碱气氛之处,严防受潮、氧化和活性化学物质的腐蚀。7.5每批产品应附有质量证明书,注明:a供方名称;b.产品名称;c.产品牌号、批号和规格;d.净重和件数;各项分析检验结果及检验部门印记;f,本标准编号;9,检验或包装日期。附加说明:本标准由中国有色金属工业总公司提出。本标准由本溪合金总厂钨钥厂负责起草。本标准主要起草人李芝玲、康萍。免费标准下载网(www.freebz.net)无需注册即可下载'
您可能关注的文档
- GBT14571.2-1993工业用乙二醇中二乙二醇和三乙二醇含量的测定气相色谱法.pdf
- GBT14573.1-1993声学确定和检验机器设备规定的噪声辐射值的统计学方法第一部分:概述与定义.pdf
- GBT14573.2-1993声学确定和检验机器设备规定的噪声辐射值的统计学方法第二部分:单台机器标牌值的确定和检验方法.pdf
- GBT14573.3-1993声学确定和检验机器设备规定的噪声辐射值的统计学方法第三部分:成批机器标牌值的确定和检验简易(过渡)法.pdf
- GBT14573.4-1993声学确定和检验机器设备规定的噪声辐射值的统计学方法第四部分:成批机器标牌值的确定和检验方法.pdf
- GBT14576-2009纺织品色牢度试验耐光、汗复合色牢度.pdf
- GBT14579-1993电子设备用固定电容器第17部分:分规范金属化聚丙烯膜介质交流和脉冲固定电容器.pdf
- GBT1458-2008纤维缠绕增强塑料环形试样力学性能试验方法.pdf
- GBT14580-1993电子设备用固定电容器第17部分:空白详细规范金属化聚丙烯膜介质交流和脉冲固定电容器评定水平E.pdf
- GBT14592-2014钼圆片.pdf
- GBT14593-1993山羊绒、绵羊毛及其混合纤维定量分析方法.pdf
- GBT14593-2008山羊绒、绵羊毛及其混合纤维定量分析方法扫描电镜法.pdf
- GBT14594-2005无氧铜板和带.pdf
- GBT14597-2010电工产品不同海拔的气候环境条件.pdf
- GBT14598.1-1993电气继电器电气继电器的触点性能.pdf
- GBT14598.10-1996电气继电器第22部分:量度继电器和保护装置的电气干扰试验第4篇:快速瞬变干扰试验.pdf
- GBT14598.10-2012量度继电器和保护装置电气骚扰试验电快速瞬变脉冲群抗扰度试验.pdf
- GBT14598.11-2011量度继电器和保护装置辅助电源端口的电压暂降、短时中断、变化和纹波.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明