

- 186.52 KB
- 2022-04-22 13:38:55 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'中华人民共和国国家标准UDC674.05CB6201一86单板干燥机制造与验收技术条件Productionandacceptancespecificationoftheveneerdryers本标准适用于以热气流干燥的各种结构型式的单板于燥机。单板干燥机的制造与验收,除应符合ZBB97001-84《人造板机械通用技术条件》的规定外,还应符合本标准的规定。1制造和装配质f1.1型钢零件的质量焊接前后型钢(角钢、槽钢、工字钢)零件必须校直,并不应有明显锤击或其他伤痕;经校直的零件,其直线度、乎面度不得大于10001.0。主要零部件制造质量{一;.1各托辊架轴承支承板Z作面的高度偏差不得大于1.0mm,装置喷箱用的格子板或花板孔中心的高度位置偏差不得大于1.0mm。1.2.2保温装置各顶板、侧板、门不得超过下列偏差:长度10002.0,对角线1000:2.0;翘曲10001.5,无锤击等明显伤痕。保温层铺敷均匀、严实。1.2.3通风机制造精度应符合有关标准的规定,通风机叶轮必须进行动平衡i,不平衡量不得超过G6.3级精度等级的许用不平衡力矩值。1.2.4设备在出厂前,组装成单个总成或大部件,其涂漆除应符合ZBB97001-84外,各保温板内壁和喷箱必须用耐热漆打底,表面涂以耐热铝粉漆,通风排湿管道、风帽等用环氧醇酸铁红漆打6"o1.3总装配质量1.8.1机架的装配精度,以及辊筒的制造和安装精度,必须符合GB6198-86《辊筒式单板干燥机精度》和GB6200-86《网带式单板干燥机精度》中的有关规定。1.8.2各保温顶板、侧板、门与机架之间,喷箱与花板之间,各气流导板与机架之间,以及各种风管的连接必须可靠,无明显漏风现象。1.3.8加热系统各蒸汽管道、阀门、散热器等,装配后应进行试压,在1.25倍最大工作压力下不得有泄露现象。1.8.4通风机座与机架装配必须牢固,离心式通风机叶轮与集风器之间不得有接触,并按风机型号不同保证平均间隙为5一7mmo2试验方法2.1基本参数和尺寸规格检验基本参数和尺寸规格,应符合GB6197-86《辊筒式单板干燥机参数》和GB6199-86((网带式单板卜燥机参数》以及相应的设计文件的规定。2.2冷车空运转试验2.2.1启动干燥机驱动装置电动机,使辊筒或网带在低速和高速状态下各运转2h以上,分别检查以下各项:国家标准局1986-01一18发布1986一10一01实施
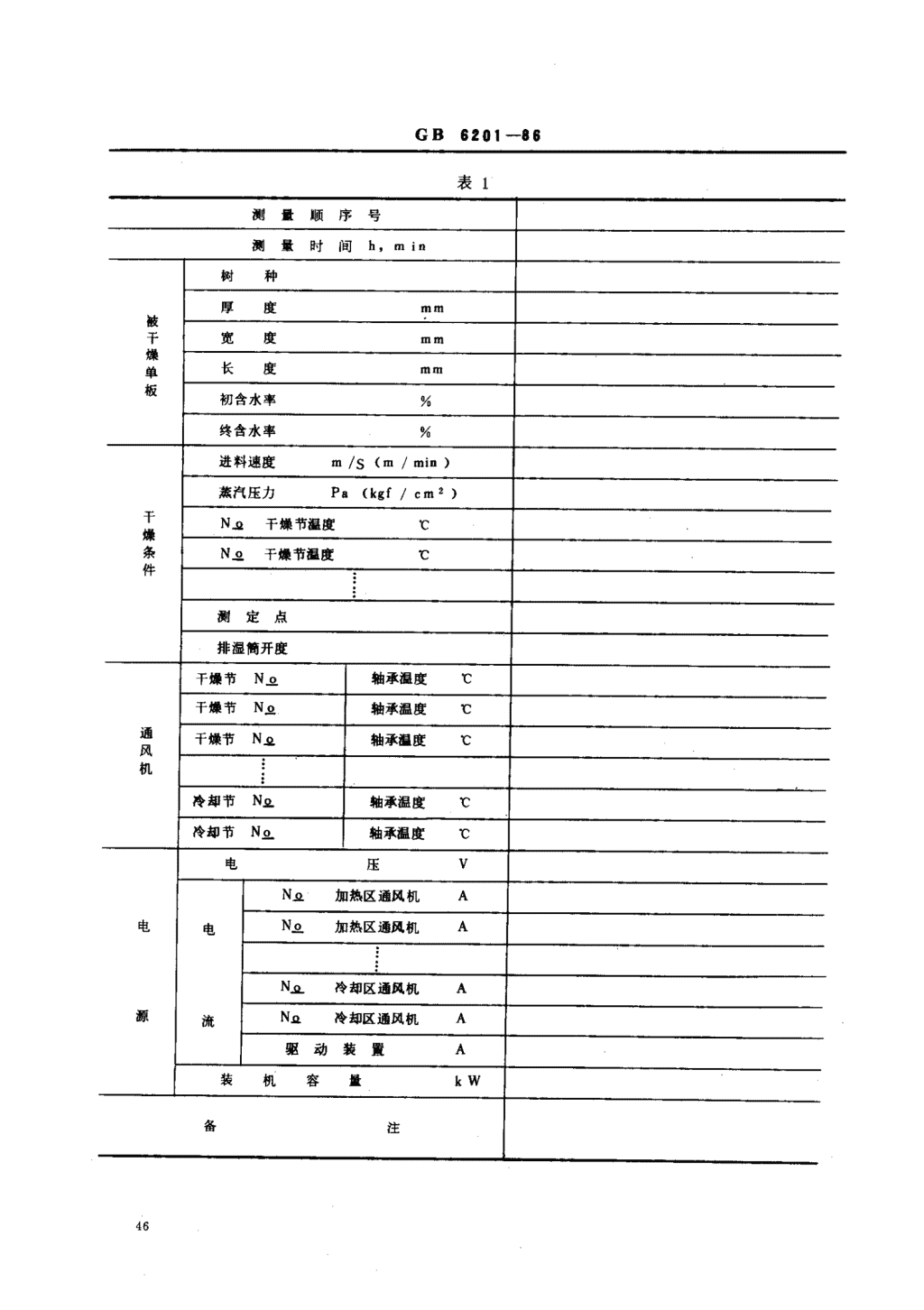
GB6201一862.2.1.1检查减速器、变速装置、传动链轮、链条等应运转平稳,无明显噪声和卡阻现象。2.2.1.2检查各种辊筒和网带运行情况,辊筒运转应平稳,网带偏移后应能自动复位,其最大偏移最不得超过30mm。之.2.1.3检查各机架,应无明显振动和变形,连接部分无松动。2.2.2逐台起动加热区各通风机,运转8h,观察起动和运转情况,必须运转平稳、噪声小。对喷气式干燥机应检查各节喷箱风速,不得低于15-/s。注:MR时,测f点应距喷口20Mm左右。2.2.吕起动冷却区各通风机,运转8h,必须运转平稳、噪声小。2.匀热车空运转试验冷车空运转试验确认可靠后,将加热系统通人热介质达到工作压力(或相应温度)值,预热2h后,进行热车空运转试脸。2.8.,起动驱动装置电动机,使传送机构(辊简或网带)在低速和高速状态下各运转4h。同时起动加热区各通风机。检查内容与冷车空运转试验相同。2.8.2检查加热系统,各处应连接可靠、无泄偏。2.8..加热4h后,检查保温装置各壁板表面温度。在机内温度达到140"C、环境温度为20℃时,上部侧板平均温度不超过40,C.注:每台干操机每侧至少抽查5块侧板,每块侧板(或门)至少侧f四周和中央5点,取其平均值。侧点距边缘应不小于l00mm。2.4负荷试验负荷试验应在正常生产所需的温度和进料速度条件下,以干燥一定数f单板的方法进行。本项试验按表1测量,并作好记录。试脸中,主要应检查干燥机内温度差。其侧定方法,对于辊筒式干燥机见表2,网带式干澡机见表3。
GB6201-66表1,,,顺序号1}树种}厚度mm被干宽度mm燥单长度mm板初含水率%终含水率%进料速度m/S(m/min)燕汽压力Pa(kgf/cm2)干Ns干燥节沮度℃燥条N卫干澡节沮度℃件测定点排温简开度www.bzfxw.com干燥节N卫轴承温度℃千操节No轴承温度℃通干燥节Ns轴承沮度℃风机冷却节N又轴承温度℃冷却节No轴承温度℃电压VN业加热区通风机A电电No加热区通风机ANQ冷却区通风机A源流N二冷却区通风机人驱动装置A装机容量kW备注
GB6201-86表2试验项目试验方法公差纵向除前后端外,在干燥节内,在与热气流循环方向垂直的平面内,6辊循环式测t各层辊简两端附近的温度,以各节读数差的最大值为测定值筒式干横向除前后端外。在千燥节的进风侧,与送风方向垂直的平面内,燥机循环式测最各层中部及两端附近的温度,以各节读数差的最大值为测定3机值内温度除前后端外,在干操节的进风侧,测最任惫节热风通道中央上差横向循环下两点的沮度,以各节读数差的最大值为测定值4喷气式表3试脸项目试验方法公差网带横向除前后端外,在干澡节的进风侧,与送风方向垂直的平面内,式干澡循环式对各层中部及两端附近的温度进行侧f,以各节读数差的最大值3机机内为侧定值www.bzfxw.com温度差横向除前后端外,在干澡节的进风侧,测,任意节热风通道中央上、循环喷下两点的沮度,以各节读数差的最大值为测定值4气式注:辊筒两端附近,指距端部约为300mm的内侧。2.5工作精度检查工作精度检查按表4进行。表4序号检查项目侧定方法容许值辊筒将同一条件的单板,在各层的中.央及两边各位且上,各摆放10张以式与横上,进行干澡。取出堆放2h后,对单板对角线中央点及两边各三点向循环测最其含水率,并计算各个放板位置上的平均值,选取其中最大与0.25终含水P1网带式最小平均值,以其差与该层总平均值之比值为侧定值率波动{;燥机喷气送进长度为12m的单板带,干操后剪切成1.2m宽的单板,堆放2h后,对每张单板按左、中、右共取9个侧点,侧最各点终含水率网带式值,并计算左、中、右各位置上的平均值,以其最大与最小平均值0.40干澡机之差与该层总平均值之比值为测定值
GB6201-86续表4序号检查项目汉1定方法容许值将10张以上质量中等,同一条件的单板放进各层中(喷气网带式P2开裂干操机放进单板带20m),以干燥后和于燥前开裂总长度之比值为辊筒式网带式测定值1.52.0注:①同一条件的单板.即指其幅面相同(可取1mx2m,或4,x6,)、树种和厚度相同者。树种应为极木和桦木。②作开裂检查时,单板为不经修补者。附加说明:本标准由林业部人造板机械标准化技术委员会提出,由林业部北京林业机械研究所归口。本标准由东北林学院负责起草。本标准主要起草人李德华、朱孝生、庞庆海、顾绍庆、毕再鑫、吴朝阳等。www.bzfxw.com'
您可能关注的文档
- GBT6183.2-20162型非金属嵌件六角法兰面锁紧螺母细牙.pdf
- GBT6185-19862型全金属六角锁紧螺母5、8、10和12级.pdf
- GBT6187.1-20162型全金属六角法兰面锁紧螺母.pdf
- GBT6187.2-20162型全金属六角法兰面锁紧螺母细牙.pdf
- GBT6190-1986内六角花形圆柱头螺钉4.8级.pdf
- GBT6196-1986鼓式削片机参数.pdf
- GBT6198-1986辊筒式单板干燥机精度.pdf
- GBT620-2011化学试剂氢氟酸.pdf
- GBT6200-1986网带式单板干燥机精度.pdf
- GBT623-2011化学试剂高氯酸.pdf
- GBT6242-2006种植机械马铃薯种植机试验方法.pdf
- GBT6247-1986凿岩机械与气动工具名词术语.pdf
- GBT6247.2-2013凿岩机械与便携式动力工具术语第2部分液压工具.pdf
- GBT6247.3-2013凿岩机械与便携式动力工具术语第3部分零部件与机构.pdf
- GBT6247.4-2013凿岩机械与便携式动力工具术语第4部分性能试验.pdf
- GBT6250-1986液晶显示器件名词术语.pdf
- GBT6252-1986电子设备用A类调谐可变电容器类型规范.pdf
- GBT6253-1986电子设备用B类微调可变电容器类型规范.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明