

- 132.74 KB
- 2022-04-22 13:38:39 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'ICS47020.20U41备案号:11137-2003中华人民共和国船舶行业标准CB/T3920一2002代替CB/T3920-1999船用辅锅炉螺纹管Screw-tubeformarineauxiliaryboiler2002一11一20发布2003一02一01实施国防科学技术工业委员会发布
CB/T3920-2002pV青本标准是对CB/T3920-1999《船用辅锅炉螺纹管》的修订。CB/T3920-1999是根据国家质量技术监督局标准化司《关于废止专业标准和清理整顿后应转化的国家标准的通知》和船舶工业总公司《关于将船舶专业标准和有关国家标准调整为行业标准的通知》,于1999年6月由ZBU41001-1990直接调整过来的。本标准与CB/T3920-1999相比,有下列修改:①对第4章“技术要求”内容增加了液压试验及磁粉探伤的技术要求。②对第5章“试验方法”中的项目及具体试验方法做出了规定。本标准自实施之日起,代替CB/T3920-1999,本标准由中国船舶工业集团公司提出。木标准由中国船舶工业综合技术经济研究院归口。本标准由青岛船用锅炉厂、中国船级社青岛分社、中国船舶工业综合技术经济研究院、江苏海陆锅炉集团公司、中国船级社南京分社负责起草。本标准主要起草人:贾文德、邱玉东、胡光富、车锐、仲崇欣、刘国良、包国祯。本标准于1990年4月首次发布,1999年6月被调整为行业标准。
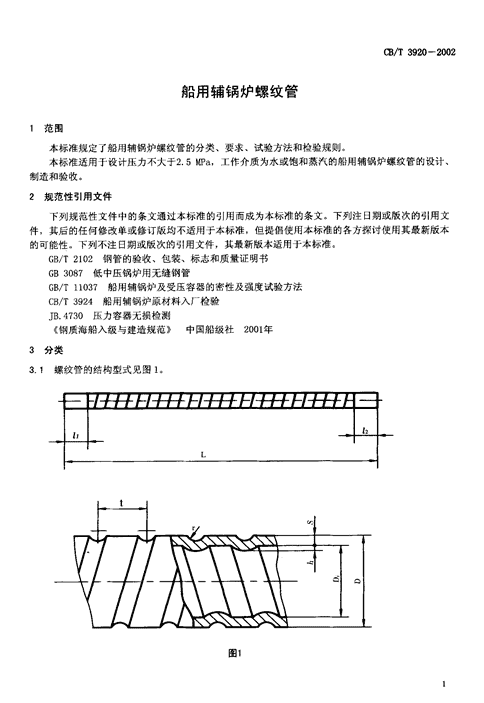
CB/T3920-2002船用辅锅炉螺纹管1范围本标准规定了船用辅锅炉螺纹管的分类、要求、试验方法和检验规则。本标准适用于设计压力不大于2.5MPa,工作介质为水或饱和蒸汽的船用辅锅炉螺纹管的设计、制造和验收。2规范性引用文件下列规范性文件中的条文通过本标准的引用而成为本标准的条文。下列注日期或版次的引用文件,其后的任何修改单或修订版均不适用于本标准,但提倡使用本标准的各方探讨使用其最新版本的可能性。下列不注日期或版次的引用文件,其最新版本适用于本标准。GB/T2102钢管的验收、包装、标志和质量证明书GB3087低中压锅炉用无缝钢管GB/T11037船用辅锅炉及受压容器的密性及强度试验方法CB/T3924船用辅锅炉原材料入厂检验JB.4730压力容器无损检测《钢质海船入级与建造规范》中国船级社2001年3分类3.,螺纹管的结构型式见图10图1
CB/T3920-20023.2螺纹管尺寸应符合表1规定。表1钢管外径壁厚平直管段长厂刀5螺&Y01ohRl,、1,321.1,1.2,1.3,1.412,14,15,16,18,20351.2,1.3,1.4,1.5381.3,1.4,1.5,1.614,15,16,18,20,22,24401.4,1.5,1.6,1.7421.5,1.6,1.7,1.83.016,18,20,22,24,284541.6,1.7,1.8,1.950-1003.5481.7,1.8,1.9,2.0,2.118,20,22,24,28,30,32511.8,1.9,2.0,2.1,2.2,2.3572.0,2.1,2.2,2.3,2.4,2.520,22,24,28,30,32,36602.2,2.3,2.4,2.5,2.6,2.763.524,28,30,32,36,402.3,2.4,2.5,2.6,2.7,2.9注:螺纹管长度L由设计确定。3.3标记示例用10号无缝钢管制造的外径为51二,壁厚为3.5二,螺距为25二,槽深为2mm的螺纹钢管:螺纹管10-51x3.5x25x2CB/T3920-20024要求4.,制造螺纹管的钢管可以选用360或410无缝钢管,也可以选用性能不低于上述材料的无缝钢管,例如GB3087中的10号或20号无缝钢管。并按CB/T3924的要求验收。4.2螺纹管表面不允许有裂纹,折叠,轧折,结疤,离层或发纹存在,且平直管段表面不得有明显压痕。其尺寸偏差应符合表2规定。表2,外径D平直管段槽深力凹槽壁厚S减薄量直线度<48)51士0.5%刀士1.1%刀按GB3087规定土0.15簇10%<1.5八0004.3两端部螺纹凹槽应在不大于一个螺距的范围内逐步过渡到规定槽深,4.4螺纹管压制成形后应抽样进行液压试验,应能承受2倍设计压力,而无永久变形及渗漏。4.5螺纹管磁粉探伤按JB4730规定进行,II级为合格。试验方法材料按CB/T3924的方法检查制造螺纹管的材料,结果应符合4.1条要求。5.2表面质量及尺寸表面质量采用目测方法检查,尺寸外形以相应量具检验。结果应符合4.2条要求。53凹槽壁厚减薄量。
CB/T3920-20025.3.1凹槽壁厚减薄量检验应在每根样管上两端和中间共3个点取样,在两端取样时,不得在第一螺距内取样。5.3.2凹槽减薄量检验剖面试样截取,应沿螺纹管轴线剖切。检验剖面应尽可能接近管子直径测量减薄量,结果应符合4.2条要求。5.4螺纹凹槽形成从螺纹起始点沿螺纹轴线剖切,检查螺纹深度,结果应符合4.3条的要求。5.5液压螺纹管的液压试验按GB/T11037进行,结果应符合4.4条要求。5.6探伤磁粉探伤应在样管的两端和中间共3点上进行,但不得在两端第一个螺距内进行;每个探测点的检查范围应不少于一周螺旋线的展开长度。试验方法按JB4730-94规定进行.结果应符合4.5条要求。6检验规则6.1检验分类螺纹管的检验分鉴定检验和质量一致性检验两类。6.2检验条件除另有规定外,应在自然大气条件下进行各项试验。6.3鉴定检验6.3.1在下列情况下之一者,应做鉴定检验:a)首制产品;b)材料,工艺有较大变动时;C)正常生产满4年6.3.2鉴定检验的项目和方法按表3规定。表3取样数量检验项目要求章条号试验方法章条号鉴定检验质量一致性检验材料4.15.1按CB/T3924按CB/T3924表面质量和尺寸偏差4.25.210根逐根凹槽减薄量4.25.32根螺纹凹槽形成4.35.42根液压4.45.510根每批5%,但不少于2根磁粉探伤4.55.63根6.3.3鉴定检验时全部符合要求则判为合格。鉴定检验中有任何一项不符合要求,则应在采取纠正措施后,重新对全部项目或只对不合格项目进行检验,若仍有不符合要求的项目则判鉴定检验为不合格。6.4质量一致性检验6.4.1产品完工或产品出厂前应做质量一致性检验。6.4.2质量一致性检验项目和方法按表3规定。6.4.3质量一致性检验的项目全部合格为合格。如果螺纹管未通过质量一致性检验的任何一项,则应采取措施后对不合格项目进行检验,必要时,对全部项目进行检验。6.4.4螺纹管的复验和判定规则按第4章规定。
CB/T3920-2002包装、标志和质量证明书螺纹管的包装、标志和质量证明书应符合GB/T2102的规定。'
您可能关注的文档
- CBT3905.4-2005锡基轴承合金化学分析方法第4部分:电解法测定铜量.pdf
- CBT3905.5-2005锡基轴承合金化学分析方法第5部分:二乙基二硫代氨基甲酸钠光度法测定铜量.pdf
- CBT3905.6-2005锡基轴承合金化学分析方法第6部分:原子吸收光谱法测定铜量.pdf
- CBT3905.7-2005锡基轴承合金化学分析方法第7部分:丁二酮肟光度法测定镍量.pdf
- CBT3905.8-2005锡基轴承合金化学分析方法第8部分:原子吸收光谱法测定镍量.pdf
- CBT3905.9-2005锡基轴承合金化学分析方法第9部分:原子吸收光谱法测定镉量.pdf
- CBT3907-1999船用锻钢件超声波探伤.pdf
- CBT3908-2007船舶电缆敷设工艺.pdf
- CBT3909-1999船舶电气设备安装工艺.pdf
- CBT3921-2001船用辅锅炉人孔装置.pdf
- CBT3922-2002船用辅锅炉主要受压元件制造技术条件.pdf
- CBT3923-2001船用辅锅炉手孔装置.pdf
- CBT3924-2002船用锅炉原材料入厂检验.pdf
- CBT3926-2011船用铜管简选系列.pdf
- CBT3927-1999船用铸造阀件壁厚.pdf
- CBT3928-2001船用手动比例流量方向复合阀.pdf
- CBT3929-2013铝合金船体对接接头X射线检测及质量分级.pdf
- CBT3931-1999民用钢质海船修船交验项目.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明