

- 104.77 KB
- 2022-04-22 13:37:11 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'准标网www.zhunbiao.com免费下载免费标准网(www.freebz.net)标准最全面中国船舶工业总公司指导性技术文件CB/Z4.一.5组别:83代替CB/Z45-52有色合金铸件机械加工余A勺总则1.1本标准规定砂型、金属型和压铸、熔模、壳型铝、铜、镁合金铸件的机械加工余量。1.2本标准不包括下列机械加工余量:二在造型和机械加工方法上有特殊要求的铸件,如绍旋桨等的机械加工余量。卜.铸件清理的抛光余最。c.为满足铸造工艺上的要求,如防止挠曲、变形,解决金属的顺序凝固,拔模斜度以及为切割冒口而增加的工艺余量和尺寸偏差等。1.8铸件的机械加工余量是指用机械加工方法切去的金属层单面厚度,以便达到设计要求。:加工余量按铸件的最大外形尺寸(长或直径、高、宽)、铸件精度等级和复杂程度而规定各个表面的余最。S砂型铸件的精度等级按下列要求划分;盆1一级精度:尺寸精度和表面粗糙度要求较高或大量、成批生产的铸件。习.忽二级精度:尺寸精度和表面粗糙度要求较低或生产机械化程度不高及工艺装备不完善或小量单件生产的铸件。4砂型铸件按其复杂程度分为“简单”件和“复杂”件两种。5金属型铸造时,凡是由砂芯形成的加工余量按砂型铸造一级精度加工余量选取。.铸孔的机械加工余量与铸件的顶面加工余量相同。7铸件上的孔在下列情况下可以不铸出:二大量生产时孔的直径不超过15MM;二成批生产时孔的直径不超过20mm;c.单件生产时孔的直径不超过25mmr二当孔长超过五倍直径时,非铸造孔的直径按铸造工艺确定,方孔或其他非圆形的待加工孔,如其内切回直径尺寸符合上述条件时。.贯通支承泥芯头的孔以及固定接盘螺栓孔在必要时可以铸出。.除另有规定外,有色合金砂型铸件机械加工余量应按表1、表2选取。有色合金金属型铸件机械加工余最应按表3选取。有色合金压铸件熔模、壳体铸件的机械加工余量应按表4选取(石墨型铸件按金属型铸件的机械加工余最选取)各表规定的余最是铸件机械加工的最大余量。中国船拍工业总公司is$‘一”一0!发布免费标准网(www.freebz.net)无需注册即可下载
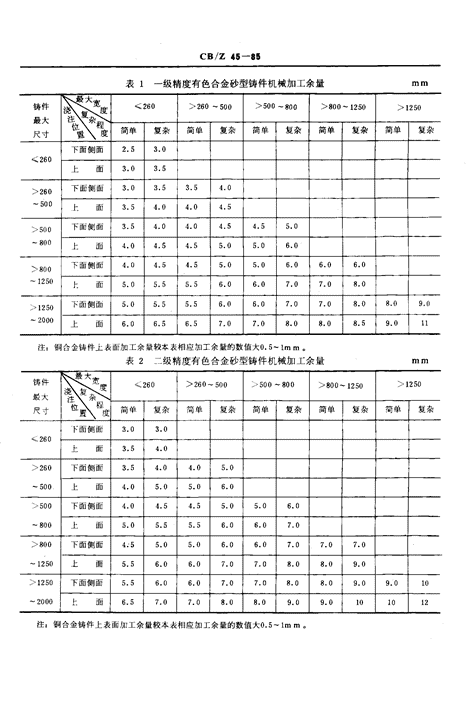
准标网www.zhunbiao.com免费下载免费标准网(www.freebz.net)标准最全面CB/Zd5-85表1一级精度有色合金砂型铸件机械加工余量mm铸件喊260>260-500>500一800>800--1250>1250最大简单复杂简单复杂简单复杂简单复杂简单复杂尺寸敬下面侧面2.53.0成260上面3.03.5二260500下面侧面3.03.53.54.0上面3.54.04.04.51一下面侧面3.54.04.04.54.55.0二;::上面4.04.54.55.05.060下面侧面4.04.54.55.05.06.06.06.0-宜8001250卜面5.05.55.56.06.07.07.0}8.0二::;:下面侧面5.05.55.56.06.07.07.08.08.09.0上面6.06.56.57.07.08.08.0}8.59.011注:铜合金铸件上表面加工余量较本表相应加工余量的数值大0.5-Immo表2二级精度有色合金砂型铸件机械加工余量mm注:铜合金铸件上表面加工余量较本表相应加工余量的数值大0.5-1mmo免费标准网(www.freebz.net)无需注册即可下载
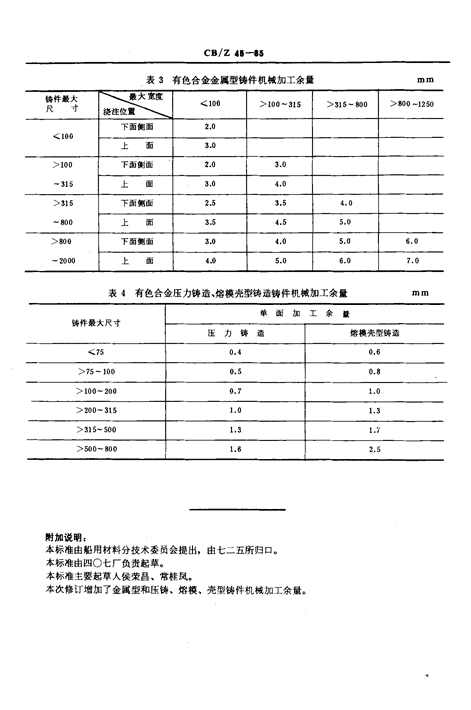
准标网www.zhunbiao.com免费下载免费标准网(www.freebz.net)标准最全面cs/zI.一.s表3有色合金金属型铸件机械加工余量】nm铸件最大<100>100--315>315-800>800-1250尺寸}}ttt}下面侧面2.0<100上面3.0夕100下面侧面2.03.0一315上面3.04.0>315下面侧面2.53.54.0--800上面3.54.55.0>800下面侧面3.04.05.06.0~2000上面4.05.06.07.0表4有色合金压力铸造、熔模壳型铸造铸件机械加工余量幻lm单面加工余量铸件最大尺寸压力铸造熔模壳型铸造成750.40.6>75-1000.50.8>100一2000.71.0>200-3151.01.3>315--5001.31.7>500--8001.62.5附加说明:本标准由船用材料分技术委员会提出,由七二五所归口。本标准由四0七厂负责起草。本标准主要起草人侯荣昌、常桂凤。本次修订增加了金属型和压铸、熔模、壳型铸件机械加工余量。免费标准网(www.freebz.net)无需注册即可下载'
您可能关注的文档
- CBZ343-2005船用配件热浸镀锌.pdf
- CBZ344-1985动力管路的流速.pdf
- CBZ345-1985船舶管系布置和安装通用技术条件.pdf
- CBZ345-2008船舶管系布置和安装工艺要求.pdf
- CBZ349-1987发泡型电缆密封装置技术条件.pdf
- CBZ35-1986水面舰艇系泊装置及拖曳装置设计规.pdf
- CBZ350-1987船舶螺旋桨有键联接推入量计算.pdf
- CBZ39-1987焊接材料的验收、存放和使用.pdf
- CBZ41-1998舰船船体放样要求.pdf
- CBZ51-1981船舶纵向滑行下水工艺.pdf
- CBZ54-1981电解镀锌.pdf
- CBZ66-1987铜板的焊接.pdf
- CBZ67-1973碳弧气刨使用技术条件.pdf
- CBZ67-2008碳弧气刨工艺要求.pdf
- CBZ69-1986铸钢艉柱手工焊接工艺.pdf
- CBZ70-1986钢铁铸锻件的正火与退火.pdf
- CBZ71-19803~22mm钢板无坡口双面自动对接焊.pdf
- CBZ800-2004船用阀门选指南.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明