
- 419.48 KB
- 2022-04-22 13:37:36 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'DL/T764.4-2002前言螺栓与螺母是电力行业铁塔和电力金具常用的部件,其性能的优劣对线路安全有着重要作用。随着近几年来冷徽工艺在螺栓与螺母制造中的成熟应用,较之热徽工艺制造的螺栓与螺母具有尺寸偏差小、分散性小及外观精度高等优点。目前冷徽螺栓与螺母在国外已得到广泛应用。随着电力建设的发展,国内输电线路上也将越来越多的采用冷徽螺栓与螺母。为规范使用,提高产品质量,特此制订本标准。本标准根据国标GB/I"5780-2000《六角头螺栓一C级》、GB/I"5782-2000《六角头螺栓一A和B级》、电力行标DL/T764.1《电力金具专用紧固件六角头带销孔螺栓》、DL/I"5092-1999(110--500kV架空送电线路设计技术规范》,同时参照美国标准ANSI/ASTMA394-1985《钢制镀锌输变电铁塔螺栓和螺母》等标准进行制订。本标准适用于输电线路铁塔及电力金具用M30及以下的冷徽热浸镀锌螺栓与螺母。本标准附录A、附录B都是标准的附录。本标准从2002年09月01日起开始实施。从实施之日起,所有报批的与本标准有关的标准均应符合本标准的规定。本标准由中国电力企业联合会提出。本标准由全国架空线路(电力金具)标准化技术委员会归口。本标准由国家电力公司电力建设研究所、晋亿实业有限公司负责起草。本标准主要起草人:徐乃管、徐志清、董吉愕、尤传永、欧元程、高峰。本标准由全国架空线路(电力金具)标准化技术委员会负责解释。
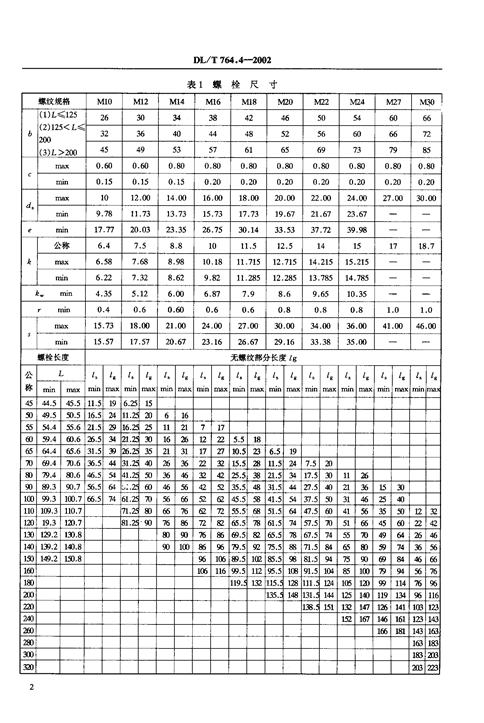
中华人民共和国电力行业标准输电线路铁塔及电力金具紧固用冷徽热浸镀锌螺栓与螺母DL/T764.4-2002Coldforginghotdip脚vanizingboltandnutfor加werandhardwareoftransmN-innlines1范围本标准规定了输电线路铁塔及电力金具紧固用冷徽热浸镀锌螺栓与螺母的技术条件、试验方法、验收及包装规则。本标准适用于输电线路铁塔及电力金具紧固用M30及以下的冷徽热浸镀锌六角头螺栓、六角螺母的制造、检测和验收。2引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探词使用下列标准最新版本的可能性。GB/T90-1985紧固件验收检查、标志与包装GB/r196-1981普通螺纹基本尺寸(直径1-600mm)GB/I"197-1981普通螺纹公差与配合(直径1-355mm)GB2694-1981输电线路铁塔制造技术条件GB/I2828-1987逐批检查计数抽样程序及抽样表GBiT3098.1-2000紧固件机械性能螺栓、螺钉和螺柱GB/I3098.2-2000紧固件机械性能螺母粗牙螺纹GB/T5779.1-2000紧固件表面缺陷螺栓、螺钉和螺柱一般要求GB/I"5779.2-2000紧固件表面缺陷螺母GB/I"5780-2000六角头螺栓一C级GB/T5782-2000六角头螺栓-A和B级GB/r6l70-2000I型六角螺母一A级和B级DLGJ136-1997送电线路铁塔制造和构造规定DL/I"764.1-2001电力金具专用紧固件六角头带孔螺栓DL/T5092-1999110一500kV架空送电线路设计技术规程ANSI/ASTMB117-1997盐水喷雾试验技术要求ANSI/ASTMF606MM-1995紧固件机械性质之标准测试方法3尺寸3.1螺栓及螺母标准件示意图分别见图1、图2所示,尺寸见表1、表2所示。3.2铁塔用紧固件尺寸和符号见附录A之表Al和表A2所示。3.3电力金具用螺栓尺寸见附录B之表B1所示。中华人民共和国国家经济贸易委员会2002-04-27批准2002-09-01实施
DL/T764.月一2002表1螺栓尺寸螺纹规格M10M12M14M16M18MZOM22加理4M27(1)L(1252630343842拓5054606(2少1252001】坦X0.600.600.800.800.800.SD0.800.800800.80CIIUn0.150.150.150.200200.200.200.200.200.201,门n义1012.0014.016.0180200022.0240270030.00召snl」n9,7811.7313.7315.7317.7319.6721.6723.67亡11】n17.720.0323.3526.7530.1433.5337.723998公称6.47.58.81011.512.51415l718.7kn眨以6.587.688.9810.1811.71512.71514.21515.2151Un6.227.328.629.8211‘28512.28513.78514.785决会wllul4.355.126.06.877.98.69.6510.35rllln0.40.60.印0.60.60.80.80.81.01.0】】乏以15.7318.021.024.027.030034.036.041.046.0万n】】n15.5717.5720.6723.1626.6729.163338350螺栓长度无螺纹部;于长度19暮;sn息;sn息森息念息念息;sn息;sn息:snlg森息森息rmn}max454.5一}45511.5196.25巧一}一}一}一}一}一}一}一}匆49,5一}。.516.5。}一1州田l}6161}一}一}}}一}一}}一5}科.4一}服621.5汾l瘫25一}11一}21一}7171}一}一}}一一田l豹.4}傲6、,5一}、}海刃l}161}笛业刀l}5.1一l8}一}一}一}一}一苗。.4一}65‘631.5,}网35}211}3117}一2710.5}一乃6.519}}+一}刃困4刀,6历.54}辰}扣一}汤一}览一}刀}一艾巧.51一邓}一11.5拼7.5}二}}一}一、}一二.4、.6}一46.5义}丽一,览l}拓二}一4225j绍l一2151女175}刃l11}一历1列},,3一}、,7,.5一}。公二.艺}印一46}历42l犯}旅548l}31.5}427.5}一、}一21一}肠1一巧刃叨一}男.3一}1①.7肠.5一}7461.25}二肠肠一}犯&一}45.5绍一}41.5}义夕一5}一印}一31一}4625如}110。.3一}110.7二.州田一}“花l}&刀l}5.5,一51万一。47.5}一印}一41历芍l一团业艾1么)193。.7}一}丽卯一}761}肠1}龙1二一}。.5龙61万一74二.5}一、}151肠45l一团1一刀42切一1四.21刃.8}一}一}一}一图一}。万所一}。.5田65.5}一兀67.5}一74}一51刃49}一翻肠一461如二.2一、.8}一}一一卯一}1叫所}一%一},,5见75.5}一,71‘5}一斜}一65}一田},}一74肠历1勇149川一1,.8{一}一%}一场田‘5}一姐助.5}一男51巧}一男75l一,}困}一,}一46肠1团1伪116界5}一lu仍,51犯}91.5}一职85}一切}刃弘l一历761田119万一悦115月}。111.月l圳,}一。}勇114}一兀一}%Z幻}一}一}{。洲}*。.5}。一}仍一}1州一119」匆凭}116翔一}一}一}一}一}一}一一}说洲11511}二一}147}一场l411仍}仍珊l}一{}一}}{一}一}{一}一}1犯一}16711肠1611刀143刃〕1肠皿一1431曰习)1已}1田岌幻1舒刀刀圃2刀回
DL/T764.4-2002巧"-30}一刃曰口口巨}日口巨口IslL图1螺栓尺寸示意图15-30:督沙图2螺母尺寸示意图表2螺母尺寸d,d.,e刀盆爪,m刀s、、蕊)1-1max了r口n」〕Unmnrna笼mnmnmn们、只XrnlnM10一}4.0一}3.5一}5}6.58{2.802.55}6.46.416一}15.73M12131216.620.0310.#310.37{8.3一}8.318一}17.73M14一15.11419.623:3512.#312.19.7一}8.521一}20.67M1617.316一}22.526.75}14.弓114.1}11.3一}9.924一}23.67(M18)19.5一18一}24.8一29.56}15.弓15.1}12.1一}10.6}27}26.16」M2021.620一}27.7一32.95}1816.9}13.5}11.8}30一29.16(]M22)一23.722一}31.437.29}19.418.1}14.5}12.7}3433M24一{25.9一}24}33.239.55}21.520.2}16.2一}14.1}36{35(M27)29.1273845.2}23.822.5}18一}15.814140M3O32.4一}30一}42.7{50.85}25.624.3}19.4一}174645注:1.当需方要求的产品满足GB/t5780或GB/1"5781时,应按需方要求为准。2.当需方19求为全牙产品时.牙长应满足(:B/1"5783的要求。
DL/T764.4-20024技术要求4.1材料与制造要求:4.1.1用于制造螺栓和螺母的钢材可以是以下任何一种熔炼方式:平炉、电炉或氧气顶吹转炉。4.1.2螺栓用材料化学成分要满足表3的要求:表3螺栓材料化学成分化学成分回火温度%螺栓等级℃C材料和热处理了丫1几1、公B-S-mmrnax4.80.550.050.0030.065.8碳钢0.550.050.0030.066.80.550.050.0030.06低碳合金钢(如翻、锰或铬),悴火并回8.80.250.550.040.0030.05425火或中碳钢,淬火并回火注:硼的含量可达0.005%,其非有效硼可有添加铁或铝控制。4.1.3螺母用材料化学成分满足表4要求:表4螺母材料化学成分化学成分螺母等级%G-Ml气山P~S-40.500.0600.1550.500.0以】0.1560.500.0600.1580.580.250.0480.15注:4,5,6级螺母可以用易切钢制造,其碑、硫及铅的最大含量为:P为0.11%;S为0.30%;Pb为0.35%.4.1.4螺栓和螺母可经冷徽成型,但冷傲螺栓在热浸镀锌前必须进行去应力退火处理。退火温度不低538℃(1000下)。4.1.5螺栓经过热浸镀锌后不得再进行切削或其他表面处理。42外观及螺纹精度要求4.2.1外观要求a)冷徽时,不允许有锻造裂痕产生,即使在螺栓的头部也不允许产生。原材料内不允许有空洞,避免锻造加工后在物体表面产生孔隙。b)产品不允许有爆裂和剪爆裂、裂纹以及痕皱和螺纹重叠等存在。c)具体要求详见GB/1"5779.1和GB/T5779.204.2.2螺纹精度螺纹精度是产品起紧固作用的重要部位,故其精度要满足热浸镀锌前6g(6H)精度要求,具体尺寸和形状要满足GB/I"1%和GB/1"197的要求。4.3机械性能要求4.3.1螺栓机械性能见表5所示。
DL/T764.4-2002表5缘栓机械性能性能等级机械性能8.84.8565.86.8簇M16>M16抗拉强度,bmn420500520600800830N/mm2HRB9519519599.5一一}一nlx洛氏硬度】刁RC{一}一一一}32一I34HRHRS71798289n】,n卜爪C2223表面硬度324349HV0.3屈服点340300420480N/而n,屈服强度602640660NibunZ剪切强度z260310322370500N/mm2延伸率S14201081212%断面收缩率52%螺纹未脱碳层的最小高度(1/2)H全脱碳层的最大深度0.015头部坚固性在头部及杆与头部交接的圆角处不应产生任何裂缝楔负载强度数值等于最小杭拉强度注:屈服强度按下式计算:r=0.62ab;H-.牙山高度Tnln。4.3.2螺母机械性能见表6、表7:表6螺母机械性能性能等级机械性能4568<16>16<16>16<16>16成16>16保证应力510610630700720880920N/mm"rn.n117130l肠150170200233维氏硬度HV302302353下】,目X302302302302
DL/T764.4-2002表7粗牙螺纹的保证载荷性能等级螺纹直径公称应力面积45681】nl瞥n妞)】保证载荷(N)121.7584.3514005900070800142.00115701008050096600162.0015795800110000132000182.5019297900121000138000177000202.50245125000154000176000225000222.50303155000191000218000279000243.00353180000222000254000325000273.00459234000289000330000422000303.505612860003530004040005160005测试方法5.1抗拉强度、楔负载强度测试方法5.1.1将螺栓放在固定物内,在螺栓头部及螺母或夹具之间加上负荷,螺母或夹具其中任何一个都要有足够的螺纹啮合长度,以便产品整体受力。产品装在螺母或夹具上后,夹柄内应留下六个全牙如果不能保证‘.6P,.试验方法由供需双方协议。当试验拉力达到规定的最小拉力载荷时不得断裂。当载荷增大直至拉断,断裂应发生在杆部或螺纹部分,而不应发生在头与杆部的交接处。5.1.2螺栓头部可自由横向活动,加载速度不超过25mm/min.5.1.3楔负载强度检测时,应按规定加上楔型块测试。5.1.4具体测试方法满足国家标准GB3098.1和美国标准ANSI/ASTMF606MM.5.2保证载荷测试方法5.2.1将螺母拧人螺纹芯棒测试,仲裁时,依拉伸试验为准。5.2.2进行试验时,夹头的移动速度不应超过3nun/min.5.2.3对螺母施加表7规定的保证载荷,持续15s,螺母不应脱扣或断裂。当去除载荷后,应用手将螺母旋出或者借助扳手松开螺母,但不得超过半个螺距。在试验中,如螺纹芯棒损坏,则试验作废。5.2.4螺纹芯棒的硬度应不小于HI2C45。其螺纹公差为5h6g,但大径应控制在6g公差带靠近下限的25%的范围内。5.2.5具体测试方法满足国家标准GB/r3098.2和美国标准ANSI/ASTMF606M.5.3硬度测试方法5.3.1常规测试方法是除去试件的表层后,经适当加工,在螺栓的头部或末端或杆部进行测定,如果超出最高硬度,则应在距末端一个螺纹直径的截面上,距中心1/2半径处再次试验。5.3.2表面硬度应在末端或六角面上测定。为保证测定的准确性,被测部位应经过研磨或抛光。5.3.3试片的测试面必须与压痕器的轴心相垂直,并且不得有冲击或振动发生,且在测试时间内没有位移现象。5.3.4测试硬度时,两压痕中心间的距离必须大于3d以上(d是压痕直径),且压痕中心点与试样外缘的距离亦须大于2.5do5.3.5具体测试方法应满足国家标准GB3098.2和美国标准ANSI/ASTMF606MMo
DL/T764.4-20025.4脱碳层测试方法5.4.1金相测试方法a)从距离螺钉末端约半个螺纹的部位,沿螺纹中心线截取一纵向截面的试件。试件经研磨和抛光,直到可进行金相检查为止。b)试件用3%的硝酸酒精溶液浸蚀。c)显示组织后的试样应放大100倍检查脱碳层。5.4.2显微硬度测试法a)分别在规定的牙山(HV2)、牙底(14V)和中线上(HV3)选取一点进行测试,点的选择要满足GB/1"3098.I的要求。b)三点测试应满足HV2->14VI一30,HV3
您可能关注的文档
- DLT748.8-2001火力发电厂锅炉机组检修导则空气预热器检修.pdf
- DLT748.9-2001火力发电厂锅炉机组检修导则第9部分:干输灰系统检修.pdf
- DLT752-2010火力发电厂异种钢焊接技术规程.pdf
- DLT754-2013母线焊接技术规程.pdf
- DLT757-2001耐张线夹.pdf
- DLT759-2001连接金具.pdf
- DLT760.3-2001均压环、屏蔽环和均压屏蔽环.pdf
- DLT760.3-2012均压环、屏蔽环和均压屏蔽环.pdf
- DLT763-2013架空线路用预绞式金具技术条件.pdf
- DLT765.2-2004额定电压10kV及以下架空裸导线金具.pdf
- DLT765.3-2004额定电压10kV及以下架空绝缘导线金具.pdf
- DLT768.1-2002电力金具制造质量可锻铸铁件.pdf
- DLT768.2-2002电力金具制造质量锻制件.pdf
- DLT768.3-2002电力金具制造质量冲压件.pdf
- DLT768.4-2002电力金具制造质量球墨铸铁件.pdf
- DLT768.5-2002电力金具制造质量铝制件.pdf
- DLT768.6-2002电力金具制造质量焊接件.pdf
- DLT768.7-2002电力金具制造质量钢铁件热镀锌层.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明
-
 关注微信公众号售出明细实时看
关注微信公众号售出明细实时看