

- 352.35 KB
- 2022-04-22 13:41:07 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'Fz/T90100-1999前言本标准是根据ISO/TC72纺织机械与附件技术委员会,SC3织造机械分技术委员会制定的国际标准ISO8640-1:1990《纺织机械和附件—平型经编机—词汇第1部分:传动机构、支架和成圈机件》和ISO8640-2:1990K纺织机械和附件—平型经编机—词汇第2部分:送经、织物卷取和卷布a制定的,并把该两个标准合并制定为一个标准。本标准在技术内容上等效采用国际标准.编写规则也与被采用的国际标准一致。该国际标准主要是对平型经编机的技术术语—词汇作了定义和规定,与国内通常使用定义基本一致,本标准对国际标准个别不妥之处作合理的修正。本标准从1999年7月1日起实施。本标准由原中国纺织总会技术装备部提出。本标准由上海纺织机械研究所归口。本标准起草单位:上海纺织机械研究所、常德纺织机械厂。本标准主要起草人:施尧训、徐明苏。
Fz/T90100-1999ISOISO国际标准化组织)是申各国标准化团体(ISO成员团体)组众的世界性的联合会。制定国际标准的工作通常由IS(〕的技术委员会完成,各成员团体若对其技术委员会已确立的标准项目感兴趣,均有权参加该委员会的工作.与ISO保持联系的各国际组织(官方的或非官方的)也可参加有关工作。在电工技术标准化方面,IS(〕与国际电工委员会保持密切关系。由技术委员会正式通过的国际标准草案交各成员团体表决,国际标准钻取得至少75参加表决的成员团体的同惫才能正式通过,国际标准ISO8640-1,ISO8640-2是由ISO/TC72纺织机械与附稗技术委员会,SC3织造机械分技术委员会制定。
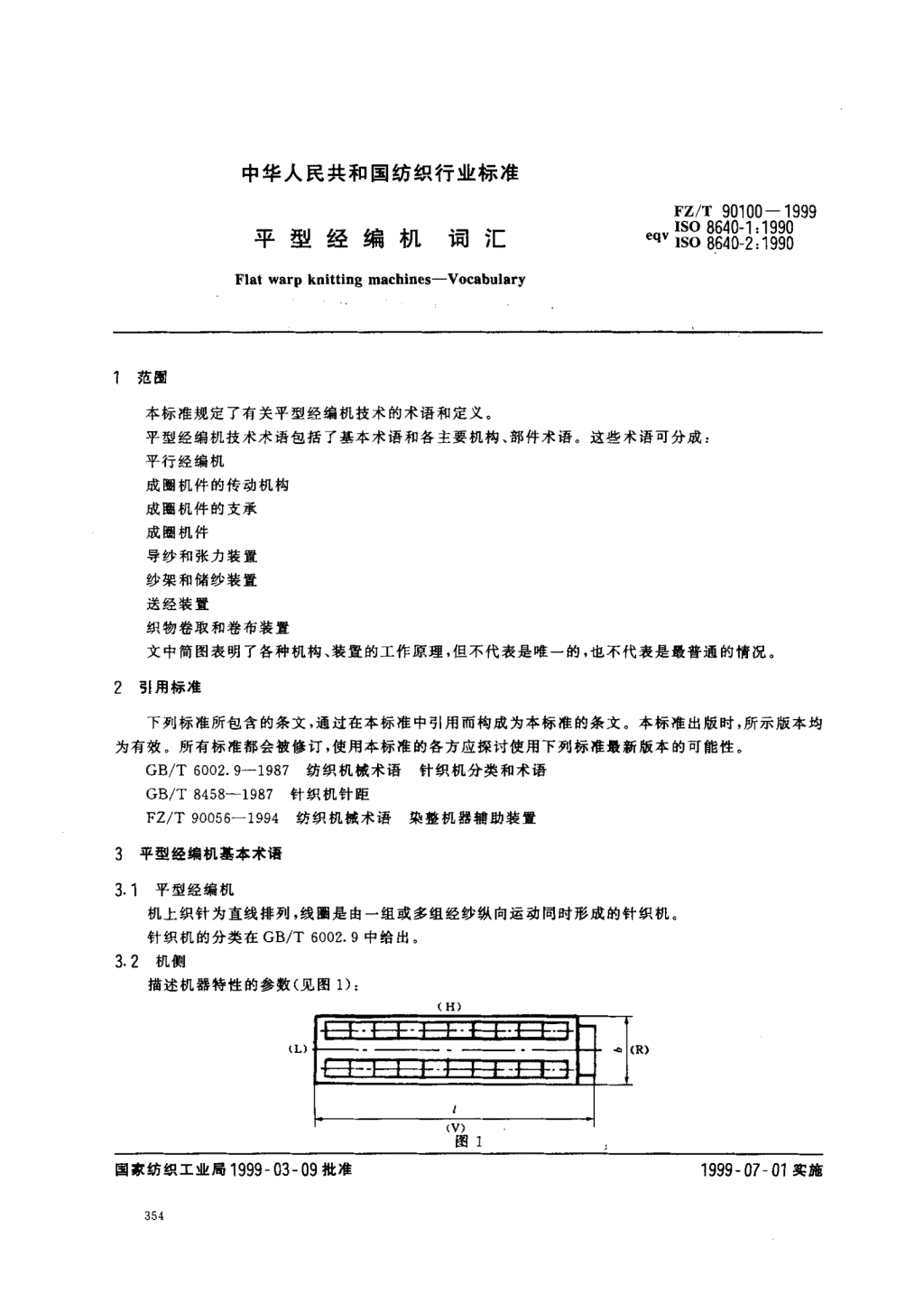
中华人民共和国纺织行业标准FZ/T90100一1999ISO8640-1:1990平型经编机词汇eqVISO8640-2:1990Flatwarpknittingmachines-Vocabulary1范围本标准规定了有关平型经编机技术的术语和定义。平型经编机技术术语包括了基本术语和各主要机构、部件术语。这些术语可分成:平行经编机成圈机件的传动机构成圈机件的支承成圈机件导纱和张力装置纱架和储纱装置送经装置织物卷取和卷布装置文中简图表明了各种机构、装置的工作原理,但不代表是唯一的,也不代表是最普通的情况。2引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。GB/T6002.9-1987纺织机械术语针织机分类和术语GB/T8458-1987针织机针距FZ/T90056-1994纺织机械术语染整机器辅助装置3平型经编机基本术语3.1平型经编机机上织针为直线排列,线圈是由一组或多组经纱纵向运动同时形成的针织机。针织机的分类在GB/T6002.9中给出。3.2机侧描述机器特性的参数(见图1):(H)二⋯1二1I.I二1.Z}"丁7一一1一一一1一’.T.<-"T厅ll1-一—.一!曰⋯。⋯⋯1I_E_7--"1口.’11.~飞r,_r目.一.l图工国家纺织工业局1999-03一09批准1999一07一01实施
Fz/T90100一1999前侧(v).后侧(H)右侧(R)左侧(L)3.3机器长度t机器的总长度。3.4机器宽度b机器的总宽度。3.5公称宽度(最大工作宽度)针床左右外端的两针中心线之间的距离,平型经编机的规格是以公称宽度(mm)表示的。3.6工作宽度(穿纱宽度)穿有经纱的左右端针中心线之间的距离,单位:mm,3.7针距在同一针床上相邻两针中心线之间距离,单位:mm,(GB/T8458)3.8机号每单位长度针床上针的数目。注:今后“机号”这一术语应避免便用,对针织机的比较应使用针距。3.9机架机器的支架由墙板和撑档组成。(见图2、图3)图2图34成圈机件的传动机构该传动机构的作用是把相关的运动作转换(见4-1)、传递(见4-2)和导向(见4.3),使成圈机件产生运动。4.1运动转换器该转换器为凸轮、曲柄和带连杆的偏心轮,它们将圆周运动转换成直线运动。4.1.1凸轮具有一个或多个由各种曲率组成的圆柱体(外)表面,一个或多个滚子爪压在其上运动。4.1.1门单凸轮只有单一接触表面的凸轮盘(非积极的)。(见图4)4.1门.2共扼凸轮两个盘形凸轮位置相互交错,它能使从动件主动地作预期规律的往I移动或摆动。(见图5)4.1.1.3沟槽凸轮盘形凸轮,具有两个接触表面的环形工作沟槽。(见图s)355
FZ/T90100一1999图4图s图64.114凸缘凸轮具有两个接触表面的盘形凸轮,该两面位于一个环形凸轮的两侧。(见图7)4.1.2藕合偏心轮曲柄或一对同轴回盘产生正弦运动,该运动通过带连杆的回盘可形成一个复合运动,将运动传递给其他部件的机件。(见图a和图9)图7图8图94.2传动件将运动传递给其他部件的机件。4.2.,推杆传递轴向运动的可调节杆。(见图10和图11)42.图10图112传动摆杆传递运动的单臂或双臂摆杆。(见图12和图13)付图12图133连杆传递运动的连接件。(见图14和图15)图14图154.3导向件
FZIT90100一1999该机件引导成圈机件的导纱器作直线(见4.3.1),回弧(见4.3.2和4.3.3)或环形轨迹运动,其作用就是将传动件的运动转换为成圈运动,4.3,活塞(传导直线运动)在导轨表面滑动的滑块或类似的机件(见图16和图17)作直线运动。图16图174.3.2支杆(传导圆弧运动)以轴为支点支托针床的杆件,可以活套或夹紧在轴上(见图1s)作圆弧运动。4.3.3可控支杆(传导回弧运动)控制传动件运动的支杆。(见图is和图20)少t}jt图19图204.3.4铰接连杆(传导成圈运动)该连杆为连杆系统中的可动件,其作用为引导针床运动并能控制传动装f的运动。(见图21)4.3.5摆动滑块(传导成圈运动)由可控轨道引导的活塞或类似的机件,它们引导针床运动井由传动装x传动。(见图22)图21成圈机件的支承握持成圈机件的平的或角铁形的平板及其座和支架、5.1针床握持针或针部件的针板及其座和支架。(见图23)二,J‘‘沉降片座一个或两个握持沉降片的板及其座和支架,用于退目或脱圈,或退圈、脱圈的功能都具有。(见图g八、凸,户53脱圈沉降片座53.1脱圈片板及其支座和支架。脱圈片板具有脱圈的箱齿,该头口可带姗状齿或不带栅状齿。357
Fz/"r90100一19995.3.2栅状脱圈片板及其支座.由板、条、丝等形成脱圈箱齿。(见图24、图25、图26和图29)5s6..‘s5飞六56..6554图23图25握持沉降片座起握持线圈和退圈作用的沉降片的板及其座和支架。5.导纱梳栉56带有导纱针的支座和支架。(见图23,图24、图25、图26和图29)压针板57平压板、花压板或形压板及其支架。(见图23和图25)针芯座安装针芯机件的板及其支座和支架。5.8握持板退圈板位于针背后起退圈作用的板。(见图26)5.9针舌器护板(防止针舌关闭板)位于织针针舌一侧,防止针舌在织针带纱时前反弹到闭合位t,带有针片的板及其座和支架。(见图27)图26图275.扣引纬板其作用是在针背与经纱层之间垫放一定长度的纱线安装有衬纬片的板及其座和支架。(见图28)5.1导纱板带有一条导纱垫纱槽的小板或类似机件。(见图29)6.1.4图28图29
Fz/T90100一19996成圈机件引导和绕纱的导纱器、形成线圈的织针等,以及形成并握持线圈的沉降片。6.1导纱器垫纱时引导经纱成圈的机件。6.1.1导纱针一端扁平并有一孔的导纱件。(见图3的6.1.2导纱管管状导纱件。(见图31)6.13分纱孔板由一块或几块组成的冲孔的板。(见图32)n平”收”从﹃似回图30图316.1.4衬纬片在针背和经纱层之间垫放一定长度纱线的机件。(见图28和图33)6.2织针a)握持线圈的钩形机件,它在垫纱时打开,套圈时关闭。b)握持纱线不成圈的机件。6.2.1钩针该织针针头为弹性针钩(弯成钩状),在扁的或国的针杆上开有针擂(见图34),当套圈前针钩压人槽内使织针闭合。(见图35)|.1.|八叭甘图卜d图33图356.2.2舌针该织针的针头由针钩和活动针舌组成。6.2.2.1活动针舌式舌针该织针的针舌为自由活动的,针舌靠线圈能打开气和关闭。(见图36),从八”口黔6.2.2.2自开式舌针针舌为自开式,针舌由线圈关闭。6.2.3复合针具有钩形头和一可单独活动的针芯的织针。359
Fz/T90100一19996.2.3.1槽针针杆式复合针具有钩形针头和针杆的织针。针杆开有针槽,针芯可在槽内滑动。针芯在套圈和脱圈时关闭织针,在垫纱时打开织针。(见图37)6.2.3.2管针针杆式复合针具有钩形针头和管状针杆的织针,管状针杆内有针芯,它在套圈和脱圈时关闭织针,在垫纱时打开织针。(见图38)6.2.4自闭钩针针头为针钩和一个侧向开槽的织针,针钩仅在一个方向垫纱和绞绕线圈时打开,在线圈套圈时关闭。(见图39)图37图38图396.2.5编织管针一个弯形管导人纱线并通过一个相对的管针使纱线成圈以生产经编织物。(见图40)62.6织长毛绒针、针片该类织针或类似机件,具有能握持导纱和形成长毛绒圈的截面形状。6.2.6.1织长毛绒针片在成圈、垫纱或集圈过程中握持底布毛圈的针片。(见图41)6.2.6.2织长毛绒针钩在成圈、垫纱或集圈过程中,握持底布毛圈的针钩。(见图42)6.2-6.3织长毛绒导纱针在成圈、垫纱或集圈过程中握持底布毛圈的导纱器。(见图43)暇、“图42翻6.3与针相关的成圈机件在成圈过程中辅助织针的机件。6.3.1关闭织针的机件关闭针端用的机件,它们由运动转换机构传动。6.3.1.1压针板具有压针刀口的板或片,它将针钩压人槽内使针关闭。(见图44)360
Fz/T90100一19996.3.1.2针舌以针杆为引导,退圈时打开织针,套圈时关闭织针6.3.2护针舌器在织针上升到经纱被安全绕到针钩上的过程中,防止针舌反弹的机件,6.3.2.1防止针舌反拔钢丝该线是固定的或可动的,握持端在针舌两侧或沿线几个点上。(见图45)6.3.22防止针舌关闭板固定的或可动的片板,安置在针舌一侧。(见图46)6.3.2.3护针舌片固定的或可动的刀片,安置在针舌一侧。(见图47)图456.3-2.4开针舌弹簧舌针装有开式弹簧。6.4沉降片用于握持线圈和形成线圈具有特定形状的平片或类似物6.4.1脱圈沉降片用于握持和形成线圈(套圈或脱圈),且具有直形或异形脱圈刀口的平片。(见图48和图50)6.4.2栅状脱圈沉降片用于握持和形成线圈,且具有直形脱圈刀口的平片.连接并安装成与脱圈刀口(套圈或脱圈)成直角。(见图49)序枢撇鳍6.1.3狗图48图506.4.3握持沉降片用于握持和引导线和线圈(当针上升退圈时),具有特定形状的平片。(见图50和图51)6.4.4复式沉降片用于握持、引导和形成线圈(退圈、套圈或脱圈〕,具有特定形状的平片。(见图52)361
FZ/T90100一1999图52了导纱和张力装里将纱架和编织机件之间的单根经纱或经纱片分开、导向和(或)转向和(或)张紧的装置。7.1导纱杆(辊)变更经纱方向的装置。(见图53)(见FZ/T90056)7,2分纱箱分隔经纱的装置。(见图54)了.3导纱箱分隔经纱和变更经纱方向的箱。(见图55)图557.4孔板分隔经纱和变更经纱方向的板。(见图56)7.5张力杆张紧并改变经纱方向的装置。(见图57和图58)图5676张力钩张紧并改变单根经纱方向的装v,(见图59)7.7张力钢丝张紧并改变经纱方向的装置。(见图60)图59
Fz/T90100一19998纱架和储纱装t承托单根经纱或经纱片,以有效地喂人编织机件的装置8.1筒子架(见图61)图618.2整经轴绕经纱用的无盘片经轴。(见图62)绕经纱用的带盘片经轴。(见图63)绕经纱用的装多个分段整经轴的经轴。(见图64)图62图63图649送经装t经纱输送控制装置,该装置能提供编织所需的张力,并能保持张力均匀。9.1送经罗拉控制经纱速度的罗拉或成对罗拉,该罗拉从简子座、纱架和分段经轴或经轴上牵拉出经纱。(见图65和图66)图65图669.2经轴送经装置该装置控制经纱从经轴输送到编织机件,以保证正常编结。9.2.1手调送经装份靠手工调节以保证成圈过程中所需纱线张力和长度的装2,其调节由制动器(见s.z.l.l)或齿轮(见9.3.1.2)实现。9.2.1.1手调送经装置—用制动器调节。(图67)9.2.1.2手调送经装v—用齿轮调节。(见图6s)图67图6a
Fz/T90100一19999.2.2自调送经装置在经纱的初始状态由人工调节之后能自动控制纱线的张力或纱线长度的装置。9.2.2.1制动器当纱线张力超过设定范围时,放松经轴用的制动装置。(见图69)9.2-2.2带传动机构的制动器用传动机构通过制动或放松经轴使张力保持在设定范围内的制动装置。(见图70)图69图709.2-2.3调节齿轮用以增大经轴速度带有检测和比较或类似的元件的装置。它们可由纱线长度(见图71)或纱线张力(见图72)来调节。图71图72图739.2.2.3.1机械式无级调速经轴传动机械传动的从动调节齿轮,例如由锥体传动的。9.2.2.3.2液压式无级调速经轴传动液力泵系统传动的从动调节齿轮。9.2-2-3.3电气式无级调速经轴传动电气传动的从动调节齿轮,例如用制动电机或电控步进电机传动的.9.2-2-3.4差动机构调速经轴齿轮。(见图73)10织物卷取和卷布装f牵拉、承托和卷装织物的装置及其传动机构。织物从编织机件牵拉出来的速度受织物张力或长度控制和调节10.1同轴卷取和卷布装置在同一轴上完成牵拉、承托和卷布的装里。70.1.1间歇驱动卷取10.1.1.1通过中间部件(如弹簧或重锤)的作用进行卷取,根据预定的张力牵拉织物并卷成布卷。(见图74)10.1-1.2通过织轴直径变化进行卷取,用预定的张力牵拉织物并卷成布卷。(见图75)
Fz/T90100一1999图7410.1.2间歇或连续传动卷取靠织物的卷取长度触发并通过张力调节作传动的卷取,用预定的张力牵拉织物并卷成布卷。(见图76)10.1.3表面连续传动卷取该传动作用在布卷图周上,并牵拉织物到预定的长度并卷成布卷。(见图?7)图76圈7710.2卷取和卷布分开的装里织物由几根轴向传动罗拉牵拉而由不同的装里卷布的方法。10.2.1卷取由一根或几根部分紧贴织物的轴向传动罗拉牵拉织物到预定的长度。10.2.,,连续传动卷取连续或无级调速传动卷取。10.2.1.1.1连续无级变速传动卷取(见图78)10.2.1.1.连续逐级变速传动卷取(见图79)O图7810.2.1.2间歇传动卷取连续或逐级变速卷取。10.2.1,2.1间歇无级变速传动卷取(见图80)10.2.1.2.2间歇逐级变速传动卷取(见图81)365
Fz/T90100一1999图s0图8110.2门.3连续传动卷取装置提供几种不同的卷取速比,连续或步控卷取,控制可以是机械的(见102.1.3.1和10.2.1.3.2)或电子的(见10.2.1.3.3和10.2.1.3.4).10.2.1.3.1机械控制无级调速连续卷取装置提供几种不同卷取速率。(见图82)10.2.1.3.2机械控制有级调速连续卷取装置。(见图83)图82图8310.2.1.3.3电子控制无级调速连续卷取装里提供几种不同卷取速率,连续或有级控制卷取,由伺服马达调速控制。10.2.1.3.4电子控制有级调速连续卷取装置提供几种不同卷取速率,连续或有级控制卷取,由机械变速器控制。10.2.2卷布由卷布装置或贮存装置把织物收集。10.2.2.1卷布装置中心轴向(见10.2.2.1.1)或表面(见10.2.2.1.2)传动的卷布装置。10.2.2.1.1传动卷布装置可逐渐增大骆动力的卷布装里或有规律性驱动力的驱动装处。10.2.2.1.1.1可逐渐增大驱动力的中心49动卷布装置。(见图84)10.2.2.1.1.2具有规律性驱动力的中心驱动卷布装置。(见图85)10.2-2.1.2表面驱动卷布装置具有恒定图周速度(见10.2.2.1.2.1)或有规律性圆周速度(见10.2.2.1.2.2)的卷布装里。10.2.2.1.2.1具有恒定圆周速度的切向传动卷布装置。(见图86)q二二图84图85图8610.2.2.1.2.2具有规律性圆周速度切向传动卷布装置。(见图87)
Fz/"r90100一199910-2.2,2折布装置在折布过程中,可进行有规则折布(见10.2.2.2.1)或无规则的折布(见10.2.2.2.2)10.2.2.2.1有规则折布的装置。(见图88)10-2.2-2.2无规则折布的装置。(见图89)图87图as图89367'
您可能关注的文档
- FZT90091-1997染整机械卷绕装置用方轴尺寸.pdf
- FZT90092-1998纺织机械术语倍捻机.pdf
- FZT90093-1998纺织机械术语织机附件.pdf
- FZT90094-1998多臂装置用连续纹纸尺寸.pdf
- FZT90095-1998多臂装置用纹板纹钉尺寸.pdf
- FZT90096-1998染整机械安装中心尺寸.pdf
- FZT90097-1998染整机械轧车线压力.pdf
- FZT90098-1998条子、粗纱和纱线染色用轴.pdf
- FZT90099-1998织物染色轴.pdf
- FZT90101-1999平型经编机梳栉编号.pdf
- FZT90102-1999经编机提花链节术语和符号.pdf
- FZT90103-1999针织横机词汇.pdf
- FZT90104-1999牵伸装置下沟槽罗拉尺寸.pdf
- FZT90105-1999针织机用舌针针杆厚度与针头高度的配置.pdf
- FZT90106-1999锭子型号编写规定.pdf
- FZT90107.1-1999圆柱形筒管主要尺寸推荐值.pdf
- FZT90107.2-1999圆柱形筒管自由端纺纱机用简管的尺寸、偏差和标记.pdf
- FZT90107.3-1999圆柱形筒管扁丝用简管的尺寸、偏差和标记.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明