

- 212.05 KB
- 2022-04-22 13:38:08 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'中华民共和国航空行业标准FL5325HB8292一2002压缩弹簧和拉伸弹簧规范Specificationforcompressedspringandtensilespring2003一02一24发布2003一02一24实施国防科学技术工业委员会发布
HB8292一2002www.17jzw.comPil舌本规范由中国航空工业第一集团公司提出。本规范由中国航空综合www.17bzw.cn技术研究所归口。本规范起草单位:中国航空综合技术研究所。本规范主要起草人:朱绍荷、闺清德。www.17jzw.netwww.3x888.com
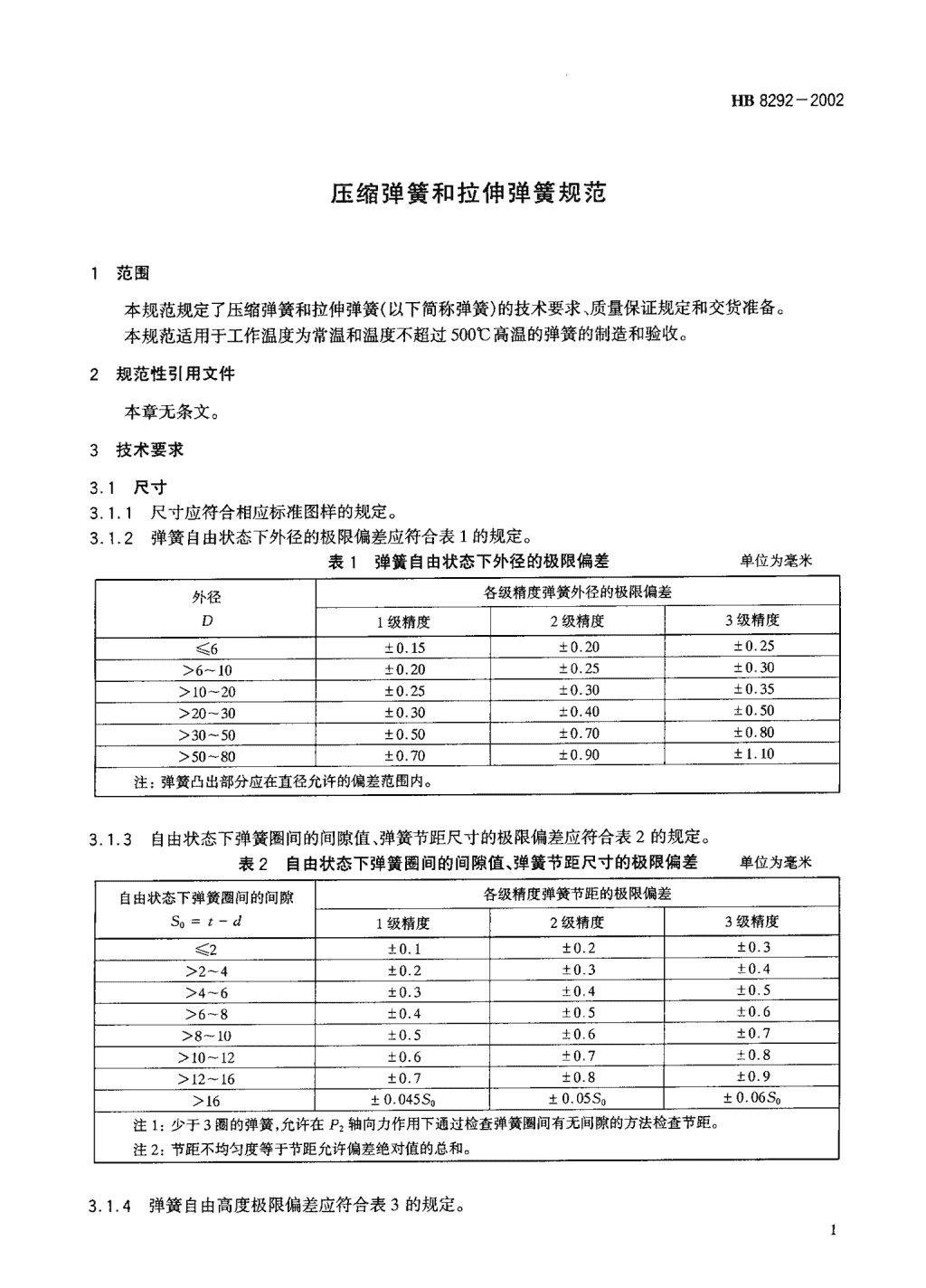
】IB8292一2002压缩弹簧和拉伸弹簧规范1范围本规范规定了压缩弹簧和拉伸弹簧(以下简称弹簧)的技术要求、质量保证规定和交货准备。本规范适用于工作温度为常温和温度不超过50℃高温的弹簧的制造和验收。2规范性引用文件本章无条文。3技术要求3.1尺寸3.1.1尺寸应符合相应标准图样的规定。3.1.2弹簧自由状态下外径的极限偏差应符合表1的规定。表1弹簧自由状态下外径的极限偏差单位为毫米夕限各级精度弹簧外径的极限偏差曰1级精度2级精度3级精度镇6一}士0.15}一士020士025>6一10士0.20一,一皇士뼰0{.25一士030>10一20士025}!+一皇士뼰.}3。一士。35>20一30士0.30,一묪*0.{4。一士。.5。>30一50士0.50士0.70{士0.50>50一50}士0.70士090士110注:弹簧凸出部分应在直径允许的偏差范围内。3.1.3自由状态下弹簧圈间的间隙值、弹簧节距尺寸的极限偏差应符合表2的规定。表2自由状态下弹簧圈间的间隙值、弹簧节距尺寸的极限偏差单位为毫米自由状态下弹簧圈间的间隙各级精度弹簧节距的极限偏差5。=t一以1级精度2级精度3级精度蕊2}土0.1一士。.2}士。3>2一4}士02士03}*04>4一6士0.3一土04}士。.5>6一8士0.4}士05士0.6>8一10一士051士06土07>10一12」士0.6」士07士0.8>12一16士0.7士08上09>16士00455。士0.055。}士0刃65。注1:少于3圈的弹簧,允许在尸:轴向力作用下通过检查弹簧圈间有无间隙的方法检查节距。注2:节距不均匀度等于节距允许偏差绝对值的总和。3.1.4弹簧自由高度极限偏差应符合表3的规定。
HB8292一2002表3弹簧自由高度极限偏差单位为毫米弹簧自由高度各级精度弹簧自由高度的极限心A差Howww.17jzw.com工级精度2级精度3级精度<30一}士0.3士05士0.7>30-50}士0.4士0.6士0.9>50-80士0.5}一士0.8士1.2>80-120www.17bzw.cn士08}一士1.2一}士1.5>120-150士1.2士1.5一}士2.0>150土0.01瑞土0.015玩10.02H,3.1.5压缩弹簧轴心线对其支www.17jzw.net承面垂直度的极限偏差不大于:1级精度1000,;2级精度1030";3级精度2000"0www.3x888.com对钢丝直径小于lmm的3级精度弹簧,弹簧轴心线对其支承面的垂直度不限制。3.1.6拉伸弹簧钩环相互垂直度的极限偏差不大于10003.1.7拉伸弹簧钩环中心面对轴心线位置度的极限偏差应符合表4的规定。表4拉伸弹簧钩环中心面对轴心线位置度极限偏差单位为毫米拉伸弹簧外径D位置度的极限偏差<6一}10.7>6-30一}*1.0>30土1.3纵向不稳定的拉伸弹簧蛇形度不应超过外径公差的两倍。3.2热处理和表面处理3.2.1热处理应符合标准图样的规定。3.2.2表面处理应符合标准图样的规定。经表面处理后在燃料或在油中工作的弹簧,允许在有效圈和非有效圈交接的部位局部无镀层。3.3外观3.3.1零件表面应无裂纹、发纹、起层、皱折、麻坑、斑疤、氧化皮、弹簧电抛光过程中产生的电烧伤、磨削烧伤、锈斑、外来夹杂物、机械伤痕。在弹簧上也不允许有钢丝局部扭转和簧圈弯曲。3.3.2当零件存在发纹,微小的裂纹、起层、皱折、麻坑、斑疤、氧化皮时,允许采用打磨方法去除。打磨部位钢丝最小断面尺寸不应超出直径的极限偏差。3.3.3在高应力和周期载荷下工作的重要弹簧,不允许有脱碳层。在保证弹簧性能的条件下,允许采用电抛光方法去除脱碳层。电抛光后的弹簧应具有均匀光泽或无光泽表面。在弹簧内径与电极接触部位和压缩弹簧的支承面上,允许留有电抛光不完全的痕迹。3.4特性弹簧轴向力的极限偏差按精度等级划分为:1级精度150h;2级精度1100.6;3级精度120060对不作加载时效处理的弹簧,可不进行轴向力检查。3.5弹簧的制造要求2
HB8292一20023.5.1弯卷拉伸弹簧的钩环和压并压缩弹簧的端圈均在冷态下进行。3.5.2在完成压缩弹簧支承圈时,压并和绕制同时进行。3.5.3压缩弹簧的非有效圈(支承圈)应与有效圈压紧。压缩弹簧支承圈端面与有效圈之间的间隙:1级精度0.3二;2级和3级精度0.5m.3.5.4压缩弹簧支承圈内外径的棱边应倒圆,倒圆半径表面粗糙度Ra值不大于12.5pm。支承圈端头也应倒圆。钢丝直径小于lmm的压缩弹簧支承圈的端头可不倒圆。3.5.5压缩弹簧支承圈端头厚度不小于钢丝直径的0.15倍。3.5.6压缩弹簧支承圈磨平长度不少于3/4圈。注:钢丝直径为0.5二的1级和2级精度弹簧及钢丝直径小于Imm的3级精度弹簧,可不磨支承面。3.5.7电抛光、化学或机械修整应在表面处理前进行。4质量保证规定4.1检验分类弹簧检验分鉴定检验和质量一致性检验。4.2检验条件除非另有规定,检验在室温下进行。4.3鉴定检验4.3.1有下列情况之一时,应进行鉴定检验:a)新产品定型或产品转厂生产时;b)正式投产后,如结构、材料、工艺有较大改变时;c)质量监督机构或供需双方协议提出鉴定要求时。4.3.2鉴定检验项目、要求、方法及检验数量按表5表5鉴定检验项目、要求、方法及检验数量检验项目}要求章条号一*2盼古件童冬县}检验数量{允许缺陷数尺寸}:,14.5.1外径极限偏差3.1.24.5.2弹簧圈间的间隙值、节距偏差一3.1.34.5.3自由高度偏差3.1.44.5.4LO0轴心线对支承面的垂直度偏差3.1.54.5.5钩环相互垂直度偏差3.1.64.5.6钩环中心面对轴心线位置度偏差3.1.74.5.7热处理3.2.14.5.13100表面处理3.2.24.5.141003.3.14.5.8外观3.3.24.5.81003.3.34.5.10特性3.44.5.121003.5.14.5.83.5.24.5.83.5.34.5.850制造要求3.5.44.5.83.5.54.5.83.5.64.5.11503.5.74.5.9
HB8292一20024.3.3合格判据。鉴定检验的样品按4.3.2的规定进行检验,若样品的所有检验项目都符合要求,则认为鉴定检验合格。www.17jzw.com4.4质盖一致性检验4.4.1每批都要进行质量一致性检验。检验批由同一代号、同一炉批号的材料、用同一工艺方法及热处理规范制造的弹簧组成。弹簧应www.17bzw.cn成批提交检验。批量由承制方和订货方协商确定。4.4.2质量一致性检验项目、要求、方法和检查水平按表60表6质量一致性检验项目、要求、方法和检查水平要求章检查水平可接收质量水平检验项目检验方法章条号www.17jzw.net条号按GJB179一1996AQL(%)尺寸3.1.14.5.1外径极限偏差3.124.5.2弹簧圈的间隙值、节距偏差www.3x888.com3.1.34.5.3自由高度偏差3.1.44.5.41级精度0.065%轴心线对支承面的垂直度偏差3.1.54.5.5I2级精度0.25%钩环相互垂直度偏差3.1.64.5.63级精度1.5%钩环中心面对轴心线位置度偏差3.1.74.5.7表面处理3.2.24.5.143.3.14.5.8外观3.3.24.5.83.3.34.5.9,4.5.101级和2级精度热处理3.2.14.5.13S-40.065%特性3.44.5.123级精度0.15%4.5检验方法4..5.1用经过检定的通用测量器具检验弹簧的尺寸。4.5.2用套筒量规检查弹簧外径。套筒量规内径D,按下式确定:Dc=Do+d+S···································,·····⋯⋯(1)式中:Do—弹簧中径mm;d—钢丝直径mm;S—弹簧外径的上偏差二。套筒量规的高度应不低于弹簧高度的90%.4.5.3用分度值不大于0.01二的测量工具,在绕轴线转动情况下检查节距及其不均匀度,节距的极限偏差应符合表2规定的数值。4.5.4用分度值不大于0.Olmm的测量工具检查弹簧在轴向力作用下的高度和自由高度。自由高度取测量结果最大值与最小值之和的一半。4.5.5在平台上用角尺检查弹簧轴心线对支承面的垂直度,检查时将角尺与立放的弹簧并靠在一起,使其与弹簧下支承圈接触。在转动弹簧的情况下,确定角尺与弹簧上支承圈之间的最大距离,即为垂直度
HB8292一2002偏差。也允许采用其它检验方法。注:当弹簧长度大于三倍的直径时,检查垂直度要在不低于三倍直径的高度上进行。4.5.6用专用量具检验拉www.17jzw.com伸弹簧钩环相互垂直的极限偏差。4.5.7用专用量具检验拉伸弹簧钩环中心面对轴心线位置度的极限偏差。4.5.8用目视方法检查弹簧外部及支承圈端头与棱边倒圆质量。当对检验结果有异议时,可采用5倍放大镜检验。4.5.9在表面处理前用4--www.17bzw.cn8倍放大镜目视检查电抛光、化学或机械修整后的弹簧表面。4.5.10在不低于100倍的显微镜下检查脱碳层。4.5.11用着色法或塞尺确定端面平面度。用目视法测定弹簧支承面,其贴合度不小于70%a4.5.12在(20士10)*C温度www.17jzw.net下,在弹簧试验机或专门的装置上检查弹簧轴向力。4.5.13用同一批钢丝制造的试样检查热处理后的弹簧硬度。对直径不大于3mm的钢丝制成的弹簧,允许以确定强度极限的方法来代替测试硬度。允许用成品弹簧作为试样。4.5.14表面处理的镀层厚度和质量检验按相关工艺标准。5交货准备www.3x888.com5.1包装5.1.1弹簧应用透明塑料袋封口包装,同一袋内装同一规格的弹簧,袋内附有产品合格证,注明弹簧的名称、代号、数量、承制方名称和生产日期。5.1.2包装用木箱或波纹纸箱。包装箱毛重不超过25kgo5.2贮存弹簧应存放在干燥通风的地方,勿受重物挤压,以免产生变形,勿与有机溶剂、酸、碱等化学物质接触。5,3运输允许用任何运输方式运输。标准资料收藏家www.17bzw.cn易启标准网免费提供十万标准书籍资料下载会打字、5分钟快速自助建网站www.17jzw.com易启建站网免费提供建站平台,商业网站1年仅60元'
您可能关注的文档
- HB8276-8281-2002HB8276-2002HB8281-2002仪器用金属光滑衬套.pdf
- HB8276~8281-2002仪器用金属光滑衬套.pdf
- HB8276~HB8281-2002仪器用金属光滑衬套.pdf
- HB828-1990槽形模柄.pdf
- HB8282-2002带凸边的仪器用非金属衬套.pdf
- HB8284-2002弹簧按钮.pdf
- HB8286-2002圆形弹簧卡箍.pdf
- HB8287-2002螺纹衬套.pdf
- HB8291-2002压缩弹簧.pdf
- HB8295-8297-2002HB8295-2002HB8297-2002直径公差带z7和u8圆柱销.pdf
- HB8295-HB8297-2002直径公差带z7和u8圆柱销.pdf
- HB8295~HB8297-2002直径公差带z7和u8圆柱销.pdf
- HB830-1990圆凹模.pdf
- HB840-1990导料板.pdf
- HB842-1990带肩圆凸模.pdf
- HB853-1990扭簧弹顶挡料装置.pdf
- HB867-1990圆柱头卸料螺钉.pdf
- HB892-1990冷冲模零件技术条件.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明