

- 115.69 KB
- 2022-04-22 13:36:28 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'ICS71.120;83.200G95备案号:13289-2004HG中华人民共和国化工行业标准HG/T3231-2003代替HG/T3231一1989内胎硫化机检测方法Testingandmeasuringmethodsfortubecuringpress2004-01-09发布2004-05-01实施中华人民共和国国家发展和改革委员会&;(F
HG/T3231-2003oil吕本标准与HG/T3106《内胎硫化机》是配套标准。本标准代替化工行业标准HG/T3231-1989《内胎硫化机检测方法》。本标准与HG/T3231-1989的主要差别是:—增加了曲柄连杆式的内胎硫化机的垂直度检测方法(3.4和3.5);—增加了对冷模合模力达到最大时,主电机电流值的检测方法(4.4);—取消对硫化机运转时的噪声声压级的检测简图,直接引用了HG/T2108方法;—增加了当主电机断电后,上横梁在惯性作用下的移动量的检测方法(5.4).本标准由中国石油和化学工业协会提出。本标准由全国橡胶塑料机械标准化技术委员会橡胶机械分技术委员会归口。本标准起草单位:益阳橡胶塑料机械集团有限公司。本标准主要起草人:张金莲、姜志刚。本标准所代替标准的历次版本发布情况为:—HG/T3231-1989(ZBG95013-1989)。
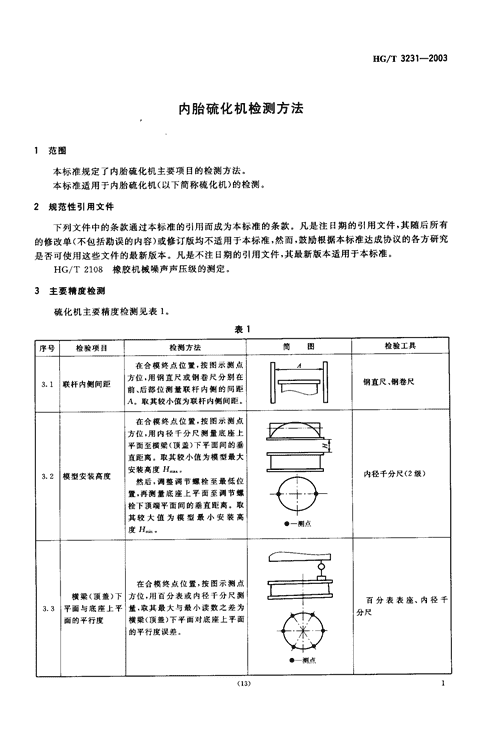
HG/T3231一2003内胎硫化机检测方法范围本标准规定了内胎硫化机主要项目的检测方法。本标准适用于内胎硫化机(以下简称硫化机)的检测。2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。HG/T21O8橡胶机械噪声声压级的测定。3主要精度检测硫化机主要精度检测见表表1检验工具序号检验项目检测方法简图在合模终点位置,按图示测点方位,用钢直尺或钢卷尺分别在3.1联杆内侧间距钢直尺、钢卷尺前、后部位测量联杆内侧的间距丫二口A.取其较小值为联杆内侧间距。曰在合模终点位置,按图示测点方位,用内径千分尺测量底座上平面至横梁(顶盖)下平面间的垂直距离。取其较小值为模型最大当3.2模型安装高度安装高度H。二内径千分尺(2级)然后,调整调节螺栓至最低位置,再测量底座上平面至调节螺栓下顶端平面间的垂直距离。取令其较大值为模型最小安装高.一测点度H,。在合模终点位置,按图示测点’}"!横梁(顶盖)下方位,用百分表或内径千分尺测匕一-一-鬓百分表表座、内径千3.3平面与底座上平量,取其最大与最小读数之差为分尺面的平行度横梁(顶盖)下平面对底座上平面的平行度误差。登庵..一测点(13)
HG/T3231-2003表1(完】序号检验项目检测方法简图检验工具按图示,用百分表测量左、右墙墙板滑道直线板滑道直线端的上、中、下三点,段对底座上平面3.4其最大与最小读数之差为墙板滑百分表、标准直角尺的垂直度(同一道直线段对底座上平面的垂直度方向)误差。u}a}按图示,用百分表测量轨道两门/嘿轨道平面与底侧面上、中、下三点,其最大与最3.5百分表、标准直角尺座上平面垂直度小读数之差为轨道平面与底座上平面垂直度误差。螟鸳长4主要性能检测硫化机主要性能检测见表2。表2序号检验项目检测方法简图检验工具调整模型安装高度,当冷模合模至终点位置时,目视左、右联杆上吨位表的指示值应不低于规定4.1冷模合模力吨位表、模具值的,8%左、右吨位表的指示值之差应小于规定值的2%<葬在空运转稳定后,按下开模按钮,同时用秒表计时。当上模开至最大位置时,停止计时,秒表上4.2开、合模时间的读数为开模时间。按下合模按秒表钮,同时计时,当上模完全闭合时,停止计时,秒表上的读数为合模时间。在空运转过程中,检查合模一硫控制装置工作化一开模等工艺过程自动控制的正4.3的正确性确性,检查不少于二次,每次合模时必须手动。在冷模合模力达到规定值的主电机的电98%时,用电流表测量主电机的4.4电流计(1级精度)、模具流值电流值,测量二次,取其中较大值为规定合模力时的电流值。5安全要求的检测硫化机安全要求检测见表3e(14)
HG/T3231-2003裹3序号检验项目检测方法检验工具当内胎硫化机处于合模位置时,上、下模总高度的二分之一处视为模型分型面。将平尺放在底座上平面上,用钢尺测量出平尺下平面至安全杆中心位t的距离。按下式计算:安全杆的安装b=H/2一1平尺、钢尺位置式中b—安全杆安装位!尺寸,单位为毫米(mm);}RmH—模型安装高度,单位为毫米(mm);1—平尺下平面至安全杆中心位置距离,单位为毫米(mm),将压力表串接在内压管路上,向胎内加压至。.2MPa时,接通电路,压力开启模型的安继电器不应动作,模型不能打开,然后全联锁装里的灵压力表调整压力,使胎内压力逐渐降低。当敏性和可靠性压力降至0.OWN以下时,压力继电器方可动作,模型才能打开。合模中任意位在空运转的合模过程中,当在任惫置停止并使其反位置处抬起安全杆,合棋运动应及时向运动的安全联停止,并应进行开模运动。检查3^-5锁装置的灵敏可次,应灵敏可靠。靠性叠将惯性侧t装置放在底座平面上,主电机断电使横梁下降,横梁平面触及碰杆上的后,上横梁在惯微动开关,切断主电机电源,当主电机性作用下的移断电后,由于惯性作用,横梁继续下移动最至停止后,惯性测量仪上的指针在标孚尺上的显示值为惯性移动量运转时的噪声5.5按HG/T2108进行。2级声压级声级计(15)'
您可能关注的文档
- HGT3224-2001实验用开放式炼胶机.pdf
- HGT3226-1987轮胎成型机头.pdf
- HGT3227-1987轮胎外胎模具.pdf
- HGT3227.1-2009轮胎外胎模具活络模具.pdf
- HGT3227.2-2009轮胎外胎模具两半模具.pdf
- HGT3228-2001橡胶塑料机械涂漆通用技术条件.pdf
- HGT3229-2011平板硫化机检测方法.pdf
- HGT3230-1989橡胶单螺杆挤出机检测方法.pdf
- HGT3231-1989内胎硫化机检测方法.pdf
- HGT3232-1989软边力车胎成型机.pdf
- HGT3233-1989垫带硫化机.pdf
- HGT3234-1989销钉式冷喂料橡胶单螺杆挤出机基本参数.pdf
- HGT3235-1989橡胶机械用气动二位四通滑阀.pdf
- HGT3236-1989橡胶机械用气动二位切断阀.pdf
- HGT3236-2006橡胶机械用气动二位切断阀.pdf
- HGT3237-1989橡胶机械用自力式压力调节阀.pdf
- HGT3237-2006橡胶机械用自力式压力调节阀.pdf
- HGT3238-1987闪点测定仪技术条件.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明