

- 99.58 KB
- 2022-04-22 11:21:56 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
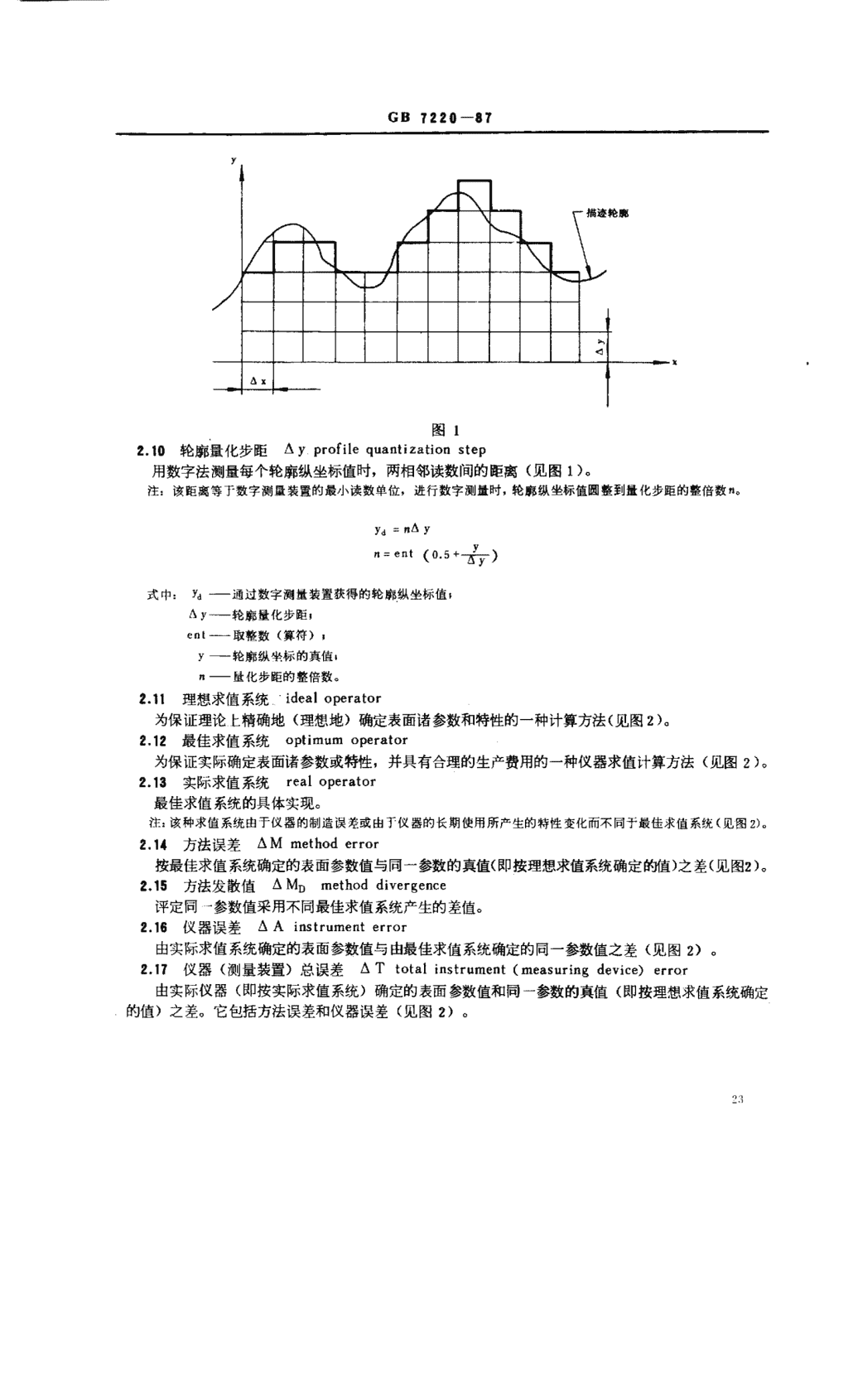
'中华人民共和国国家标准UDC620.179.118:的1.4表面粗糙度术语参数测量GB7220-87Surfaceroughness-Terminology-Measurementofsurfacero姆hnessparametersI引言1.1本标准规定了有关表面粗糙度参数测量的术语及定义。1.2与测量方法和特定仪器有关的术语及定义已在GB6061-85《轮廓法测量表面粗糙度的仪器术语》和GB6062-85《轮廓法触针式表面粗糙度测量仪轮廓记录仪及中线制轮廓计》中给出。1.8本标准等效采用国际标准ISO4287/2-1984《表面粗糙度一术语第二部分:表面粗糙度参数测量》。2术语和定义2.1轮廓转换profiletransformation在测量过程的任一阶段(如:触针滑移、滤波、记录等)预期地或非预期地导致轮廓表现形式产生变换的一种作用。2.2转换轮廓transformedprofile由转换结果所产生的轮廓。2.8预期轮廓转换intentionalprofiletransformation按规定的要求(对给定某一测量的具体要求)测量时,应进行的轮廓转换。例如:将表面轮廓转换成电信号,以便能使用电测仪器;测量时为了分离出可作为粗糙度信息处理的轮廓短波部分,用滤波法对轮廓频in长波部分的抑制。2.‘非预期轮廓转换unintentionalprofiletransformation由于测量仪器或其个别部分不完善,所产生的轮廓转换(通常视为轮廓信息失真)。例如:当具有一定针尖半径的触针滑过轮廓进行测量时,所产生的轮廓信息失真。2.‘描迹轮廓tracedprofile当触针滑过实际轮廓时,其针尖中心的轨迹。注:可把触针针尖的球形区中心或工作刃中心当作触针针尖的中心。2.6外基准轮廓externaldatumprofile触针以外部的基准导向滑过实际轮廓时,触针中心轨迹的转换轮廓。2.7导头基准轮廓skid-dependentdatumprofile触针以导头轨迹为基准滑过实际轮廓时,触针中心轨迹的转换轮廓;导头具有确定的形状,离触针有确定的距离并沿同一被测的实际表面移动。2二行程长度traversedlength传感器沿被测表面移动的总长度。2.9轮廓采样I司距Oxprofilesamplinginterval用数字法测量表面参数时,轮廓上相邻的两个离散纵坐标间的距离(见图1)。国家标准局,98了~01-24发布1988-01-01实施
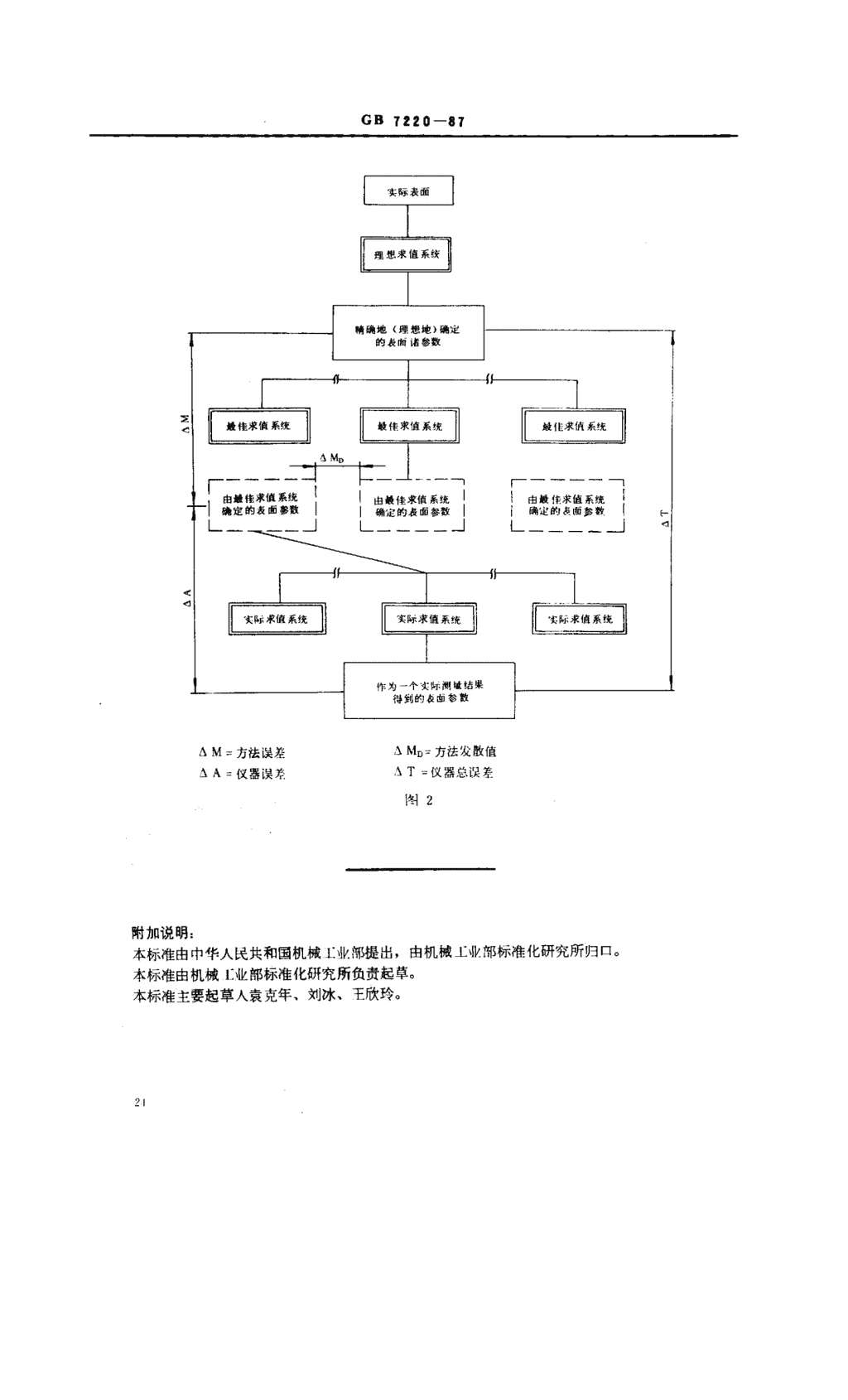
GB7220-87图12.10轮廓量化步距Ayprofilequantizationstep用数字法测量每个轮廓纵坐标值时,两相邻读数间的距离(见图1)0注:该距离等于数字测量装置的最小读数单位,进行数字测量时,轮廓纵坐标值圆整到最化步距的整倍数n.二n八y:nd=一,(0.5+去)式中:yd—通过数字测量装置获得的轮廓纵坐标值;八y—轮廓量化步距,“叭—取格数(算符).y—轮廓纵坐标的真值。n-量化步距的整倍数。2.11理想求值系统idealoperator为保证理论上精确地(理想地)确定表面诸参数和特性的一种计算方法(见图2)e2.12最佳求值系统optimumoperator为保证实际确定表面诸参数或特性,并具有合理的生产费用的一种仪器求值计算方法(见图2)。2.13实际求值系统realoperator最佳求值系统的具体实现。注:该种求值系统由于仪器的制造误差或由丁仪器的长期使用所产生的特性变化而不同于最佳求值系统(见图2).2.14方法误差△Mmethoderror按最佳求值系统确定的表面参数值与同一参数的真值(即按理想求值系统确定蒯直)之差(见图2)。2.15方法发散值AMDmethoddivergence评定同一参数值采用不同最佳求值系统产生的差值。2.16仪器误差△Ainstrumenterror由实际求值系统确定的表面参数值与由最佳求值系统确定的同一参数值之差(见图2)。2.17仪器(测量装置)总误差△Ttotalinstrument(measuringdevice)error由实际仪器(即按实际求值系统)确定的表面参数值和同一参数的真值(即按理想求值系统确定的值)之差。它包括方法误差和仪器误差(见图2)。
GB7220-87实际表面理想求值系线晴确地(理想地》确定了.的表面诸参数一芝V级佳求值系统脸作求值系fl?,最1L求to系统AMn﹃一!厂一————一】由月确定佳求1食系统|{由Aft求值系统I的表面移数匕1确定的丧面参数1.一__」匕____引aa实际求值系统作为一个实际洲敏结果得到的表面份散八M二方法误差NMD二方法发散值AA二仪器IV差T=仪器总误差图2附加说明:本标准由巾华人民共和国机械1:IU.部提出,由机械工业部标准化研究所归口。本标准由机械f业部标准化研究所负责起草。本标准主要起草人袁克年、刘冰、王欣玲。'
您可能关注的文档
- GB718-82铸造用生铁.pdf
- GB7185-1987内河船液压舵机.pdf
- GB7189-2010食品级石蜡.pdf
- GB719-84生铁化学分析用试样取制方法.pdf
- GB7190.1-1997玻璃纤维增强塑料冷却塔中小型玻璃纤维增强塑料冷却塔.pdf
- GB7190.2-1997玻璃纤维增强塑料冷却塔大型玻璃纤维增强塑料冷却塔.pdf
- GB7191-1987玻璃纤维增强塑料浴缸.pdf
- GB72-88开槽锥端定位螺钉.pdf
- GB7217-87凸缘外圈向心球轴承凸缘尺寸.pdf
- GB7221-87现场平衡设备的说明和评价.pdf
- GB7231-1987工业管路的基本识别色和识别符号.pdf
- GB7247.1-2012激光产品的安全第1部分设备分类、要求.pdf
- GB7249-1987普通照明灯泡的最大外形尺寸.pdf
- GB7251.1-2013低压成套开关设备和控制设备第1部分总则.pdf
- GB7251.12-2013低压成套开关设备和控制设备第2部分:成套电力开关和控制设备.pdf
- GB7251.5-2008低压成套开关设备和控制设备第5部分对公用电网动力配电成套设备的特殊要求.pdf
- GB7251.6-2015低压成套开关设备和控制设备第6部分:母线干线系统(母线槽).pdf
- GB7251.7-2015低压成套开关设备和控制设备第7部分特定应用的成套设备-如码头、露营地、市集广场、电动车辆充电站.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明