

- 102.50 KB
- 2023-01-01 08:31:18 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
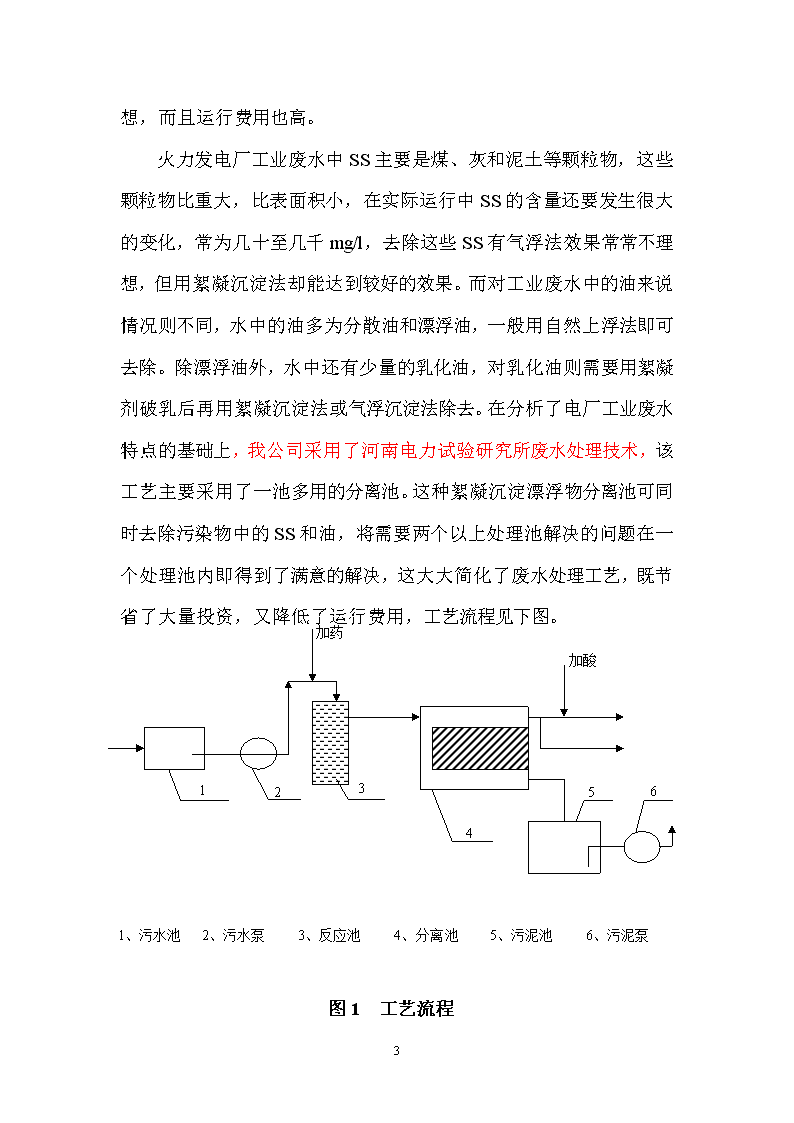
工业废水处理回收利用吴冠昌、卢宏源、梅学英、郭宏武(郑州中岳电力有限公司,河南郑州452477)【摘要】采用的废水处理工艺,比常规的工艺省去了2-4个处理设施,设计了一池多用的高效分离池,选择了合适的试剂。有效的去除了工业废水中的污染物,处理后的水做为机组循环冷却水及锅炉烟气脱硫工艺补充水使用。关键词工业废水分离池回收利用1工业废水回收利用的提出保护水资源和节约用水是环境保护国策的重要内容。火力发电厂是工业用水大户,节约发电厂的工业废水,减少废水排放具有普遍的积极意义。火力发电厂的排放废水分为两部分:一部分为冲灰、冲渣的废水,一部分为工业总排废水。工业总排废水是多种废水的混合水。采用适当的废水处理工艺,将工业废水回收利用,在确保达到要求的水质标准的前提下,使工程造价和运行费用达到最小,达到企业工业废水相对“零排放”的目的。2郑州中岳电力有限公司工业总排废水排放现状郑州中岳电力有限公司于1992年—1995年相继投产了两台25MW和55WM的机组。工业总排废水主要包括厂内转动机械的冷却水、轴封水、清扫卫生的冲洗水、冷却塔排污水、输煤皮带的冲洗水、化学处理废水等。其中转动机械的冷却水、轴封水为连续排放,水质较好,PH值相对稳定,水中SS含量为10-50mg/l,含油一般在7\n8mg/l以下,水量比较稳定,90m3/h左右。其他废水为间隙排放,水质较差,PH值变化范围较大,在6-12之间,水中的SS含量变化为15-1000油含量变化范围为0.8-40mg/l,水量变化为0-130m3/h。总计工业总排废水达90-220m3/h。如能回收将产生巨大的经济效益和环境效益。3工业总排废水处理后的使用方向进入工业总排废水的厂内转动机械冷却水、轴封水、清扫卫生水等水源是电厂循环水,在电厂各个环节使用后变成废水,引起水质变化的主要因子是SS、油、PH等。厂内循环水浓缩倍率是1.8-2.0,远远低于电厂对提高循环水浓缩倍率的要求。为了减少工业废水的排放,提高循环水的浓缩倍率,降低环境污染,节约用水,拟定了大幅度降低水中的SS、油等杂质,适当调整水的PH值,使处理后的水质满足循环水的要求(SS<20mg/l,PH6-9,油<1mg/l,COD<30mg/l)作为机组循环冷却水及烟气脱硫工艺补充用水使用。4工业废水处理回收利用的工艺方法的选择国内外已采用的去除工业废水中的SS和油等杂质的工艺方法都比较复杂。例如,去除废水中的漂浮油常根据自然上浮法采用隔油池设施;去除乳化油常采用絮凝沉淀法或者絮凝气浮法;去除废水中的SS7\n常采用预沉淀、混合池、反应池、沉淀池或气浮池,电力工业中常采用的工艺流程中其直接处理设施皆需要4个以上的,这些工艺方法都存在工艺复杂、投资高的缺陷,而投入使用后的效果常常并不理想,而且运行费用也高。火力发电厂工业废水中SS主要是煤、灰和泥土等颗粒物,这些颗粒物比重大,比表面积小,在实际运行中SS的含量还要发生很大的变化,常为几十至几千mg/l,去除这些SS有气浮法效果常常不理想,但用絮凝沉淀法却能达到较好的效果。而对工业废水中的油来说情况则不同,水中的油多为分散油和漂浮油,一般用自然上浮法即可去除。除漂浮油外,水中还有少量的乳化油,对乳化油则需要用絮凝剂破乳后再用絮凝沉淀法或气浮沉淀法除去。在分析了电厂工业废水特点的基础上,我公司采用了河南电力试验研究所废水处理技术,该工艺主要采用了一池多用的分离池。这种絮凝沉淀漂浮物分离池可同时去除污染物中的SS和油,将需要两个以上处理池解决的问题在一个处理池内即得到了满意的解决,这大大简化了废水处理工艺,既节省了大量投资,又降低了运行费用,工艺流程见下图。加药123456加酸1、污水池2、污水泵3、反应池4、分离池池5、污泥池6、污泥泵图1工艺流程7\n全厂的工业废水通过滤网去除较大的杂物后自流人污水池,用污水泵将污水升压后通过管道送至竖流式折板反应池,在入反应池前一定距离的输送管道内加入絮凝剂、助凝剂,在管道内混合后进入竖折板隔油反应池,再进入分离池。在分离池内,经絮凝、混合、反应处理过的污水,再经过斜管分离后,污泥迅速下沉,沉入池底的污泥通过多孔排泥管排往污泥池,经污泥泵送往灰浆池;而漂浮油经斜管分离后,自然上浮,浮于水面的漂浮油被拦截在集水槽外,定期由刮油机撇取。澄清水通过水下孔进入集水槽汇入积水总管,在积水总管入口加入98%的浓硫酸,调整PH后,自流入机组循环水池做为机组循环水补充水;另一部分从废水分离池取水(不对废水加硫酸对PH值的调节)由脱硫工艺泵送往锅炉烟气脱硫系统,作为锅炉烟气脱硫系统的工艺补充水。4工业试验结果及影响处理效果的因素分析4.1PAC加药量的选择在工业废水SS、COD含量低时,控制加药浓度为10mg/l,既能满足要求,处理后水中的SS<10mg/l,COD<20mg/l,但在SS含量高时,此加药浓度就不够了,要提高处理效果就必须增加加药浓度。试验表明SS含量变化为20-2500mg/l时,控制加药浓度为15mg/l,能维持处理后水中的SS<20mg/l、COD<15mg/l。4.2加助凝剂对工业废水处理效果的影响为了降低药品消耗,我们还进行了降低絮凝剂加入量,同时加适量助凝剂LS-208的试验,其结果见表1。7\n表1加药浓度及种类对工业废水处理效果的影响分离池入口分离池出口时间PHSSmg/lCODmg/l油(mg/l)PHSS(mg/l)COD(mg/l)油(mg/l)备注2004年03月259:008.4647352.38.44518未检出加PAC10mg/l 11:008.5477388.5661913:008.5616253.38.842100.215:008.84353308.84121817:008.84688352.610.191918未检出19:008.771861338.44321921:008.8955348.465160.122004年03月2614:008.8955372.38.44412未检出加PAC15mg/l16:0010.2945258.46151018:008.441347324.38.841713未检出20:008.4666268.5651022:008.8445282.18.84410未检出0:008.7733248.84392004年03月2712:008.89556301.98.5645 加PAC20mg/l14:008.44332228.842216:008.4688382.010.191318:008.842145338.4472加LS-2080.36mg/l 20:008.5647241.08.840422:008.8466258.56120:008.5556318.84154.1该工艺方法对油的去除效果郑州中岳电力有限公司工业废水中油含量小于30mg/l,只要不下雨,加药浓度>8.0mg/l时,处理后水中油含量皆<1mg/l,见表1,在竖流式反应池及分离池表面皆漂浮有一层漂浮油,该漂浮油可定期撇除。说明该工艺的设计虽然简单,但却能有效去除废水中的油类,该工艺设计的分离池有效的将絮凝沉淀物和漂浮油进行了分离,是一池多用的高效分离池。4.2外界(大气)因素对处理效果的影响7\n下雨时,处理后水中的SS含量与未下雨相比变化不大,但处理后水中的油含量却明显升高,常在1mg/l以上。这是因为以一定的速度下落的雨水进入池内,破坏了分离池表面的似静状态,引起紊流,经分离池分离漂浮在池表面的油膜由于雨水的搅动而遭到破坏,使部分油滴又进入水下,造成水中油含量升高。为了避免在下雨天气处理后的水中油含量升高的问题,可采用在分离池上部加装挡雨板的方法解决。5.5排泥次数为了保证处理后水质符合要求,还必须维持分离池下有一个合适的污泥层。根据工业总排废水的排放情况,拟定一天排泥1次。在每次排泥时排放的水量大而进入水量少,造成排泥时排放的水量大而进水水量少,造成排泥时分离池的水位下降,为了防止分离池水位下降至集水槽水孔下,导致漂浮在池表面的油膜进入到处理后的出水里面,两根排泥管排泥应该间隔一定时间。5.6PH值的控制经处理系统处理后,废水分离池出口的PH值一般稳定在8.5左右。然后通过自动加硫酸装置加入98%的硫酸进行调节,控制调整后水的PH值在5.5—6.5做为机组循环水补充水,严格执行“宁偏低,勿偏高”的原则。6结论工业废水处理回收利用工程于2003年7月日调试完成至今已经运行6年多,通过工业应用实际可得出以下结论:①7\n根据电厂工业废水的特点而设计的工业废水处理工艺简单可靠,是去除工业废水中SS、油、COD的经济而实用的方法,该方法选用的PAC絮凝剂是合适的。在水质变化幅度大,水质PH值变化范围广的情况下,它能保证出水稳定而且水质好,处理后出水中SS<20mg/l(一般SS<10mg/l,油<1.0mg/l)完全能满足循环水使用的要求。①独特设计的絮凝沉淀漂浮物分离池是去除工业废水中絮凝沉积物分离池是去除工业废水中的絮凝沉淀物、漂浮油的有效设备与装置,具有一池多用的功能,也是降低工程造价的关键设施。②在工业废水处理方法中,加入助凝剂LS-208有利于提高处理后的水质,而且可降低运行所用的药品费用。③工业废水处理回收系统投入运行以后,平均每小时回收工业废水150m3/h,年节约新鲜水130万吨,减排SS:400多吨,减排COD:30多吨,直接经济效益在100万元以上。该工艺技术先进,安全可靠,处理效果明显,既节约了水资源,又减少了环境污染,具有明显的经济效益、环境效益和社会效益。7