

- 210.67 KB
- 2023-01-01 08:31:36 发布

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
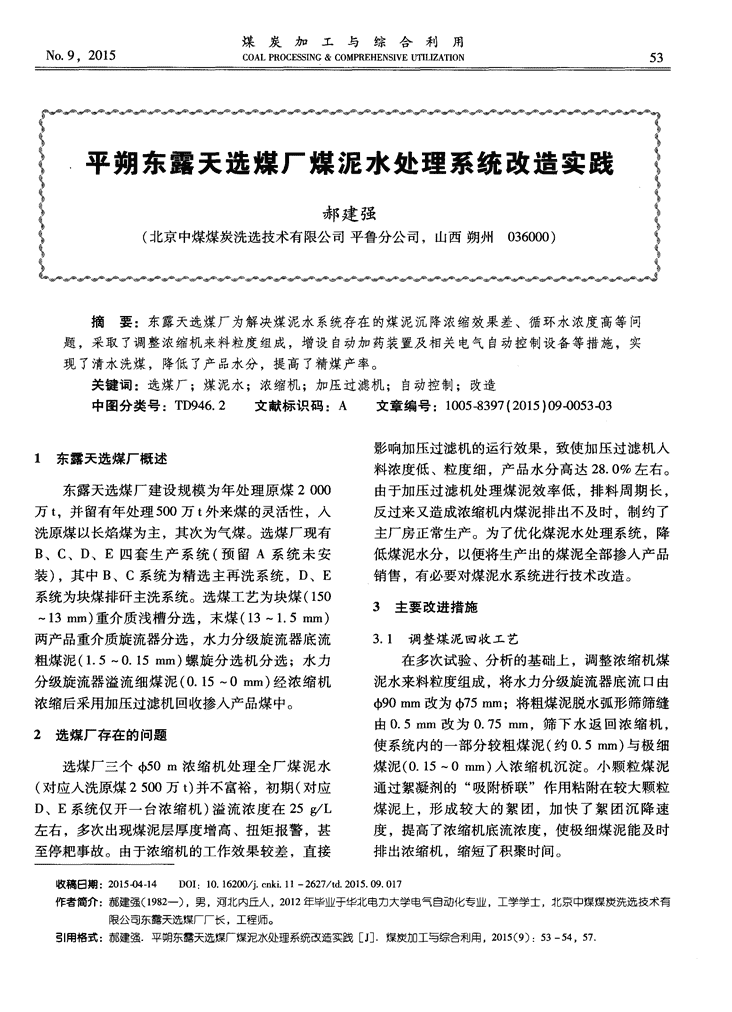
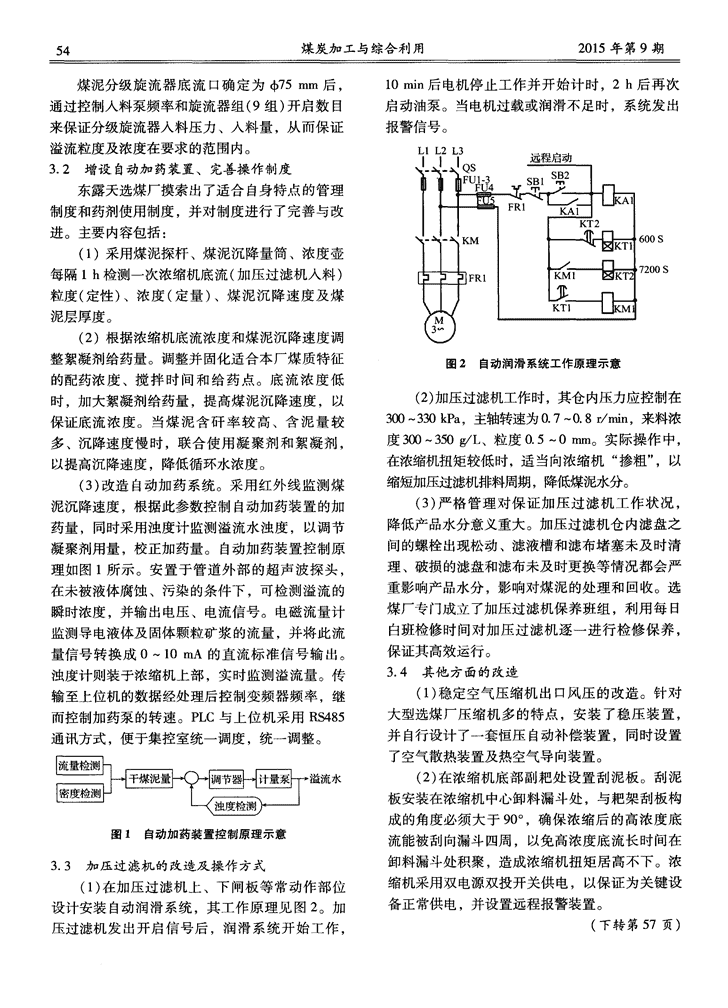
煤炭加工与综合利用No.9,2015COALPROCESSING&COMPREHENSIVEUTILIZATION53摘要:东露天选煤厂为解决煤泥水系统存在的煤泥沉降浓缩效果差、循环水浓度高等问题,采取了调整浓缩机来料粒度组成,增设自动加药装置及相关电气自动控制设备等措施,实现了清水洗煤,降低了产品水分,提高了精煤产率。关键词:选煤厂;煤泥水;浓缩机;加压过滤机;自动控制;改造中图分类号:TD946.2文献标识码:A文章编号:1005—8397(2015)09-0053-03影响加压过滤机的运行效果,致使加压过滤机人1东露天选煤厂概述料浓度低、粒度细,产品水分高达28.O%左右。东露天选煤厂建设规模为年处理原煤2000由于加压过滤机处理煤泥效率低,排料周期长,万t,并留有年处理500万t外来煤的灵活性,入反过来又造成浓缩机内煤泥排出不及时,制约了洗原煤以长焰煤为主,其次为气煤。选煤厂现有主厂房正常生产。为了优化煤泥水处理系统,降B、C、D、E四套生产系统(预留A系统未安低煤泥水分,以便将生产出的煤泥全部掺人产品装),其中B、c系统为精选主再洗系统,D、E销售,有必要对煤泥水系统进行技术改造。系统为块煤排矸主洗系统。选煤工艺为块煤(1503主要改进措施~13mm)重介质浅槽分选,末煤(13—1.5mm)两产品重介质旋流器分选,水力分级旋流器底流3.1调整煤泥回收工艺粗煤泥(1.5~0.15mm)螺旋分选机分选;水力在多次试验、分析的基础上,调整浓缩机煤分级旋流器溢流细煤泥(0.15~0mm)经浓缩机泥水来料粒度组成,将水力分级旋流器底流口由浓缩后采用加压过滤机回收掺入产品煤中。690mm改为5mm;将粗煤泥脱水弧形筛筛缝由0.5nlm改为0.75mm,筛下水返回浓缩机,2选煤厂存在的问题使系统内的一部分较粗煤泥(约0.5ram)与极细选煤厂三个650111浓缩机处理全厂煤泥水煤泥(0.15~0mm)人浓缩机沉淀。小颗粒煤泥(对应人洗原煤2500万t)并不富裕,初期(对应通过絮凝剂的“吸附桥联”作用粘附在较大颗粒D、E系统仅开一台浓缩机)溢流浓度在25g/L煤泥上,形成较大的絮团,加快了絮团沉降速左右,多次出现煤泥层厚度增高、扭矩报警,甚度,提高了浓缩机底流浓度,使极细煤泥能及时至停耙事故。由于浓缩机的工作效果较差,直接排出浓缩机,缩短了积聚时间。收稿日期:2015-04—14DOI:10.16200/j.cnki.11—2627/td.2015.09.017作者简介:郝建强(1982一),男,河北内丘人,2012年毕业于华北电力大学电气自动化专业,工学学士,北京中煤煤炭洗选技术有限公司东露天选煤厂厂长,工程师。引用格式:郝建强.平朔东露天选煤厂煤泥水处理系统改造实践[J].煤炭加工与综合利用,2015(9):53—54,57.\n54煤炭加工与综合利用2015年第9期煤泥分级旋流器底流口确定为+75mm后,10min后电机停止工作并开始计时,2h后再次通过控制入料泵频率和旋流器组(9组)开启数目启动油泵。当电机过载或润滑不足时,系统发出来保证分级旋流器人料压力、人料量,从而保证报警信号。溢流粒度及浓度在要求的范围内。3.2增设自动加药装置、完善操作制度东露天选煤厂摸索出了适合自身特点的管理制度和药剂使用制度,并对制度进行了完善与改进。主要内容包括:600s(1)采用煤泥探杆、煤泥沉降量筒、浓度壶7200S每隔1h检测一次浓缩机底流(加压过滤机入料)粒度(定性)、浓度(定量)、煤泥沉降速度及煤泥层厚度。(2)根据浓缩机底流浓度和煤泥沉降速度调整絮凝剂给药量。调整并固化适合本厂煤质特征图2自动润滑系统工作原理示意的配药浓度、搅拌时间和给药点。底流浓度低时,加大絮凝剂给药量,提高煤泥沉降速度,以(2)加压过滤机工作时,其仓内压力应控制在保证底流浓度。当煤泥含矸率较高、含泥量较300~330kPa,主轴转速为0.7~0.8r/min,来料浓多、沉降速度慢时,联合使用凝聚剂和絮凝剂,度300—350g/L、粒度0.5~0inin。实际操作中,以提高沉降速度,降低循环水浓度。在浓缩机扭矩较低时,适当向浓缩机“掺粗”,以(3)改造自动加药系统。采用红外线监测煤缩短加压过滤机排料周期,降低煤泥水分。泥沉降速度,根据此参数控制自动加药装置的加(3)严格管理对保证加压过滤机工作状况,药量,同时采用浊度计监测溢流水浊度,以调节降低产品水分意义重大。加压过滤机仓内滤盘之凝聚剂用量,校正加药量。自动加药装置控制原间的螺栓出现松动、滤液槽和滤布堵塞未及时清理如图1所示。安置于管道外部的超声波探头,理、破损的滤盘和滤布未及时更换等情况都会严在未被液体腐蚀、污染的条件下,可检测溢流的重影响产品水分,影响对煤泥的处理和回收。选瞬时浓度,并输出电压、电流信号。电磁流量计煤厂专门成立了加压过滤机保养班组,利用每日监测导电液体及固体颗粒矿浆的流量,并将此流白班检修时间对加压过滤机逐一进行检修保养,量信号转换成0—10mA的直流标准信号输出。保证其高效运行。浊度计则装于浓缩机上部,实时监测溢流量。传3.4其他方面的改造输至上位机的数据经处理后控制变频器频率,继(1)稳定空气压缩机出口风压的改造。针对而控制加药泵的转速。PLC与上位机采用RS485大型选煤厂压缩机多的特点,安装了稳压装置,通讯方式,便于集控室统一调度,统一调整。并自行设计了一套恒压自动补偿装置,同时设置了空气散热装置及热空气导向装置。溢流水(2)在浓缩机底部副耙处设置刮泥板。刮泥板安装在浓缩机中心卸料漏斗处,与耙架刮板构成的角度必须大于9O。,确保浓缩后的高浓度底图1自动加药装置控制原理示意流能被刮向漏斗四周,以免高浓度底流长时间在3.3加压过滤机的改造及操作方式卸料漏斗处积聚,造成浓缩机扭矩居高不下。浓(1)在加压过滤机上、下闸板等常动作部位缩机采用双电源双投开关供电,以保证为关键设设计安装自动润滑系统,其工作原理见图2。加备正常供电,并设置远程报警装置。压过滤机发出开启信号后,润滑系统开始工作,(下转第57页)\n2015年第9期杨瑞峰,等:四粒级选煤工艺的研究与应用57表6重介质旋流器工艺效能评定分析概况分选产品/%汁算入料的可选性设备型号O120o/850精煤中煤矸石理论分选密度,l(g.1.485处理能力/t.h’330产率灰分产率灰分产率灰分理论精煤产率57.20作业性质主选56.549.7516.0740.6027-3982.63±0.1含量/%32.1入料灰分31.6O一段I二段均方差0.586可能偏差(),I(g.U入料粒度/mm50~00.02310.o44小时处理m/t330介质密度/kg·01.448非磁性矿物含量38.5数量效率/%98.84试验历经时问,tl3一段入口压力/MPaO.28二段入口压力/MPa总错配物含量1.548I1.89成本节约效益:吨原煤介耗、电耗、油耗、洗选加工工艺的新方向。目前“四粒级选煤工艺水耗同比分别降低了51.02%、12.99%、的研究与应用”项目已通过中国煤炭工业协会专30.56%、44.44%,年节约介耗费用361.79万家鉴定委员会的鉴定,鉴定结论为“该工艺实现元、电耗费用267.54万元、清水费用92.4万了煤炭分选过程的精细化,对邯郸选煤厂煤质波元、浮选药剂费用381.25万元;自动化程度的动大、煤泥含量高的特点有非常强的针对性和适提高,预计减员32人,年用工成本节约124.80应性。该工艺填补了国内外空白,工艺技术指标万元,年节约成本1227.78万元。达到国际先进水平”。四粒级分选工艺改造后年创经济效益:精煤参考文献增收效益+成本节约效益=12503.74+1227.78=13731.52(万元)。经济效益十分显著。[1]戴少康.选煤工艺设计实用技术手册[M].北京:煤炭工业出版社,2010.3结语[2]申瑞红.四粒级选煤工艺在邯郸洗选厂的应用cJ].洁净煤技术,2012,18(6):11—15.本课题提出了四粒级选煤工艺,按照物料最[3]申瑞红邯郸选煤厂三产品重介旋流器的工艺效果[J].大产率原则(等“A”原则)对原料煤进行细粒级煤炭加工与综合利用,2013(1):27—29.分选,克服了边界煤模糊分选的问题,分选精度[4]卫中宽.TBS引领选煤工艺的跨越式发展[J].煤,2007(12):23—24.高,有效地弥补了现存工艺的不足,代表了煤炭(上接第54页)(3)将加压过滤机内排料刮板机尾挡板改成L;总精煤产品水分由10.21%下降到9.7%;其“抽开呈敞口式”。当刮板机内含水较多时,将其中加压过滤机产品水分由28.67%下降到倒转运行,可使保养或清洗设备时的“外来水”22.14%,精煤产率由83.52%提高到83.71%。及时排出机体。经公司审核鉴定,每年可净创经济效益533.61(4)对四套生产系统的煤泥分级旋流器溢流万元。箱至浓缩机的煤泥水管道分别添加保护箱。保护5结语箱内设置有8mm防护篦子,在浓缩机人料矿浆槽内设置简易管道过滤装置,以防止生产系统此次技术改造使得煤泥水系统中的浓缩机和跑粗时末煤、铸石内衬及其他杂物进入浓缩机。加压过滤机配合相得益彰,系统中各设备处理能力满足了煤泥含量变化的要求,可及时有效地生4应用效果产出水分较低的煤泥产品,同时降低了选煤厂循与改造前相比,改造后全厂工艺指标发生了环水浓度,提高了精煤产率,取得了显著的经济较大变化。循环水浓度从25L下降到约5和社会效益。