

- 396.12 KB
- 2023-01-01 08:31:37 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
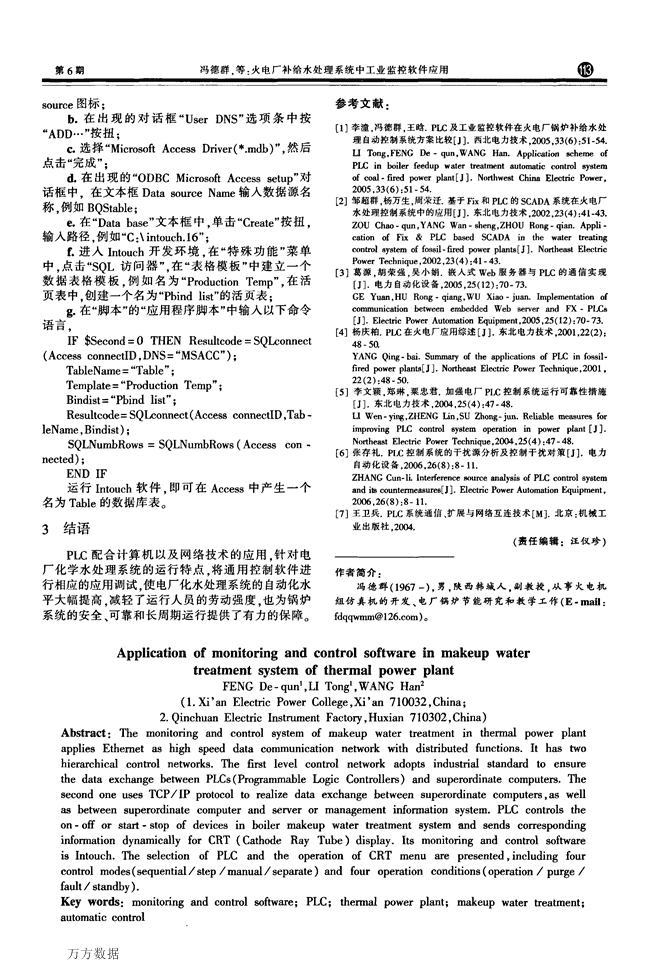
万方数据第27卷第6期2()07年6月电力自动化设备ElectricPowerAutomati伽EquipmentVoL27No.6Jun.2007o火电厂补给水处理系统中工业监控软件应用冯德群1,李潼1,王晗2(1.西安电力高等专科学校,陕西西安710032;2.秦川电站仪表厂,陕西户县710302)摘要:火电厂补给水处理程控系统采用以太网为高速数据通信网。具有分布式通信功能。程控系统分为:一级控制网络采用工业标准.主要保证可编程逻辑控制器(PLC)与上位机的数据交换。二级控制网络主要实现上位机之间、上位机与服务器之间、服务器与管理信息系统(MIS)之间数据交换。使用TCP/IP协议。PLC对锅炉补给水处理系统的设备进行开关和启停控制.信息动态地上传。可在CRT显示。选用Intouch为锅炉补给水处理系统监控软件。阐述了PLC的选用、CRT控制画面(程控/程组/手动/解列4种控制方式及运行、再生、失效、备用4种运行工况)的操作。关键词:工业监控软件;PLC;火电厂;补给水处理;自动控制中图分类号:TK323;TM621.8文献标识码:A文章编号:1006—6047(2007)06—0111—03为保证大型火电机组的安全、经济运行。高品质和足量的锅炉给水是必不可少的条件之一。工业控制计算机和较大屏幕彩色显示器(CRT)组成的人机界面系统迅速普及。代替了操作台及模拟屏技术[卜扪。结合工业控制软件的应用,使得工业控制计算机、可编程逻辑控制器(PLC)控制技术、网络技术[3]在锅炉补给水处理系统各工艺系统中.不仅能完成操作员站和工程师站功能。还增加了对运行数据的采集、分析、自动生成实时及历史报表、报警记录等功能,增强了系统的可靠性、减轻了运行人员的劳动强度.较好地完成了锅炉给水品质的需求f4]。1控制系统的设计及布置1.1给水控制系统特点控制系统的设计方案是保证控制系统功能的重要环节。完善的设计方案能够避免调试、运行过程中的大量修改,保证系统的稳定运行、节约生产成本.给企业带来良好的经济效益。随着网络技术和计算机技术的发展.PLC抗干扰能力和抗干扰技术的日趋成熟[5.们.特别是具有模拟量输入、输出模块新型PLC高性能监控软件的开发.适应火力发电厂自动化和管理水平的要求,摒弃模拟盘、仪表盘、操作按扭控制台,用双上位机联成网络.并且互为热备用完成控制、操作任务已能实现工业应用[1.引。锅炉补给水处理系统各工艺系统分布相对集中.最大不超过200m,将PLC集中布置于水处理控制室。就地不设置PLC远程I/O站,以利于PLC维护[6]。控制室设置2个操作台,用以放置CRT;设一个电源分配盘,向各电磁阀箱、就地仪表盘、液位计、流量、收稿日期:2006—03—29:修回日期:2006—12—27压力变送器提供电源.其中CRT、PLC的电源通过一台在线式UPS供给。操作员通过CRT由Modbu8Plus(MB+)网向PLC的CPU发出控制命令。PLC通过输出模块对设备进行开关和启停控制:各设备的状态及模拟量参数信息通过就地设备反送给PLC的输入模块.再由PLC通过MB+网上传至CRT.在CRT上直观、动态地监视各阀门、电机及工艺设备的运行状态。该控制系统主要的特点是应用计算机网络中对等型共享局域网.具有分布式通信功能和良好的灵活性,安装使用方便、价格低廉,CRT站和管理员站采用以太网作为高速数据通信网。挂在监控层数据网上。结构简单.有很强的自诊断和恢复能力。1.2控制网络的组成整个系统的网络分为2级(如图l所示):一级网络是工业标准的控制网络.用一条MB+网络与相应的上位机相连.传输速率为1.3Mbit/s,介质为双绞线[7].主要作用是保证PLC与上位机之间数据进行实时交换。实践证明,该网络传输可靠性和实时监控层间通信网L.—厂l上位机砸引操嬲站MB+网J操嬲站陋操作员站ll!!!竺SA85卡本地站困茜而渝瓦而而RIo分站广-士分支器RIo分站终图1锅炉补给水处理系统控制网络Fig.1Thecontrolnetworksofboilermakeupwatern℃atmentsystem\n万方数据电力自动化设备第27卷性较好。二级控制网络主要承担上位机之间、上位机与服务器之间、服务器与管理信息系统(MIS)之间进行数据交换.通信协议使用TCP/IP协议.传输速率100M,实现数据库、文件系统、打印机等资源共享,并为与厂级MIS相连提供硬件和软件平台。该系统的控制方式主要为主控室集中监控和就地操作盘控制。1.3PIJC的选用工程选用Schneider公司Ouantum系列PLC。它具有双机热备系统.模块在机架中可放置在任何位置,可带电插拔,维护方便。PLC的编程软件为Modsoft.它简单实用、指令丰富、便于修改。并且对内部继电器的个数无限制。上位机选用Inter公司的工业控制计算机。1.4控制室集中监控CRT操作员站与上位计算机用双绞线屏蔽电缆与PLC进行通信。运行人员通过CRT上的监控画面对系统监视与操作控制.CRT画面能够显示工艺流程、测量参数、设备运行工况;以不同颜色显示参数越限报警及控制对象故障(信号报警功能);打印测量参数、报警信号等。1.5就地操作在系统工艺设备附近.设有就地操作箱。操作箱设有远控/解列/手动开转换开关.便于设备自动投运前的调试及运行过程中当PLC系统发生故障时能够使设备继续运行。2监控软件应用2.1监控软件的选择目前的监控软件有很多种.Intouch软件虽然只有32种色彩,但定义方便.画面切换迅速,报表功能也比较强.内部按扭形式多样.安全锁采用硬件狗结合软权的形式,最主要的特点是一个标记名(Tag)点可以分成16个离散量点.可把预计要采用的无限点版本改用256点。可节约费用。所以在锅炉补给水处理系统中选用Intouch监控软件。2.2CRT控制画面及控制功能2.2.1CRT控制画面锅炉补给水控制系统的监控嘶面共设置一个主画面及若干分I田i面。分别为:系统主画面、高效过滤器、一级除盐、混床、酸碱系统、室外水箱及除盐水泵、压缩空气系统、中和水池系统、模拟操作台等以及报警窗、实时数据趋势、历史数据趋势、报表生成及打印等画面。主画面显示整个水处理系统(包括各个阀门)运行状态.该画面只能显示.不能在此画面上操作阀门等设备。各个分画面主色调为黑白色立体模拟图.以利于运行人员长期监视而防止眼睛疲劳。阀门及设备的运行仍然为红、绿色醒目显示。在各个分画面上点击阀门符号,可弹出阀门手动操作按扭.并且还有运行、再生步序指示灯及控制按扭。模拟操作台画面为弹出式.操作完后只要点击画面别处.它即可自动隐藏。另外,在画面顶部设有各i田I面切换按扭.在当前显示的任何画面中。可方便迅速地切至另一画面。各个单元设备设程控、成组、手动、解列4种控制方式,另外还有运行、再生(清洗)、失效、备用4种运行工况,对于再生状态,增设了选步、转程控和故障忽略等功能。2.2.2程控功能程控功能是在CRT操作员站上.系统按照控制程序和系统工况条件.经PLC对设备进行控制.自动顺序完成锅炉补给水处理系统各工艺全套1=序。2.2.3成组功能成组功能操作只针对再生而设.并设步序控制按扭:选步、启动、停选、步延、解除、转程控等。将操作方式选为“成组”.再按“清洗”按钮.此时可分别执行其中的某一步.即通过按钮选中其中的任一步.其标志灯闪动。表示该步被选中.然后按“启动”按钮。其标志灯停止闪动,变为红色平(不闪)光.表示该步已开始执行。步序计时器开始计时,若达到设定.本步开启的阀门将关闭.标志自动跳向下一步.即下一步序的标志灯将闪动.若想执行之.则按“启动”按钮,继续执行:若想执行其他各步序。则按“停选”按钮,可选其他步序。各项操作功能如下:a.选步是选中要执行的某一步:b.启动是启动所选中的操作步序:c.停选是停止所选中的操作步序:d.步延是使正在进行的步序延长一段执行时间.在启动功能有效时才有效.步延时间的长短由操作人员根据实际工况确定:e.解除是结束步延。恢复控制程序的运行:f.控制方式选为“成组”.然后选中其中任一步序,其标志闪动。然后按“转程控”按钮.再按“启动”按钮,这时程序将按照“程控”方式.从被选中的步序开始,顺序执行,直到“停床备用”。2.2.4手动功能手动功能指CRT软手操。在CRT操作员站上通过键盘或鼠标可以对电磁阀、泵、风机进行一对一的控制操作,使其处于开或关的状态。此操作是通过PLC控制的.加入了运行中相关的条件和联锁.提高了操作的安全性。就地操作优先CRT软手操。2.3报表功能Intouch监控软件的报表功能相对较弱.为了弥补这一不足,用Intouch与其他软件相结合的方法.以满足用户对复杂报表的需求。2.3.1与MicmsoftExcel相结合的方法用Intouch软件本身提供的报表生成模板软件,可生成一个后缀为.CSV的报表文件.该文件格式固定,不能修改,而且项目名必须和Tag名一致。可在Excel中作出一个符合要求格式的空白表格.用粘贴连接的方法.将XXX.CSV文件中的数据粘贴在所需要表格的对应单元格中。该方法虽然简单,但实际应用时发现产生报表等待时间太长.一般需要5。10min。对于月报和年报更是难以实现。2.3.2与MicrosoftAccess数据库相结合的方法将Intouch软件所采集的历史数据.通过ODBC同步实时传给Access数据库,其方法如下:a.进入Windows控制面板.双击0DBCdata\n万方数据第6期冯德群,等:火电厂补给水处理系统中工业监控软件应用@source图标:b.在出现的对话框“UserDNS”选项条中按“ADD⋯”按扭:c.选择“MicrosoRAccessDriver(木皿db)”。然后点击“完成”:d.在出现的“ODBCMicrosoftAccesssetuD”对话框中.在文本框DatasourceName输人数据源名称,例如BQStable;e.在“Database”文本框中.单击“Create”按扭.输入路径,例如“C:\intouch.16”;f.进入Int叫ch开发环境.在“特殊功能”菜单中,点击“SOL访问器”,在“表格模板”中建立一个数据表格模板,例如名为“ProductionTemp”,在活页表中.创建一个名为“Pbindlist”的活页表:g.在“脚本”的“应用程序脚本”中输入以下命令语言.IF$Second=OTHENResultcode=SQLconnect(AccessconnectID。DNS=“MSACC”);TableName=“Table”:Template=“ProductionTemp’’;Bindist=“Pbindlist”:Resultcode=SQkonnect(AccessconnectID,Tab.1eN锄e,Bindist);SQLNumbRows=SQLNumbRows(Accesscon-nected);ENDIF运行Intouch软件.即可在Access中产生一个名为Table的数据库表。3结语PLC配合计算机以及网络技术的应用.针对电厂化学水处理系统的运行特点.将通用控制软件进行相应的应用调试.使电厂化水处理系统的自动化水平大幅提高,减轻了运行人员的劳动强度,也为锅炉系统的安全、可靠和长周期运行提供了有力的保障。参考文献:[1]李潼,冯德群。王晗.PLC及工业监控软件在火电厂锅炉补给水处理自动控制系统方案比较[J].西北电力技术,2005,33(6):51.54.UTong。FENGDe-qun,WANGH锄.Applic8tionsche啪0fPI£inboilerfeedupwatertI℃atmentauto咖ticcontmlsystemofcoal—firedpowerPlant[J].Northw鹤tChimElectricPower,2005,33(6):51—54.[2]邹超群,杨万生,周荣迁.基于Fix和PLC的SCADA系统在火电厂水处理控制系统中的应用[J].东北电力技术,2002,23(4):41.43.zouchao—qIln,YANGWan-sheng,zH0uR0ng—qi柚.Appli-cationofFix&PMbasedSCADAinthewater吮ati醒contml8ystem0ffos8il.firedpowerpl锄t8[J].Nonhe聃tElectricP0werTechniqIle,2002,23(4):41.43.[3]葛源,胡荣强,吴小娟.嵌入式web服务器与PLC的通信实现[J].电力自动化设备,2005,25(12):70.73.GEYu蛐,HuR0ng—qiang,wuXi∞·juall.Implemen锄0n0fco咖unicationbetweenembeddedWebsenrerandFX.PIJcs[J].ElectricP0werAuto眦tionEquipment,2005。25(12):70-73.[4]杨庆柏.PL£在火电厂应用综述[J].东北电力技术,200l,22(2):48—50.YANGQing.bai.Summ8ry0fthe印plicationsofP【£in‰sil-firedpowerplant8[J].N0nhe∞tElect矗cP0wer‰hniqIle,2001,22(2):48-50.[5]李文颖。郑琳,粟忠君.加强电厂PLC控制系统运行可靠性措施[J].东北电力技术,2004,25(4):47.48.UWen-yi珲,ZHENGhn,SUZhon#一jun.Reliable砒鹊u托8forimprovingP“:control8y8temop_erationinpowerpl粕t[J].Northe黯tElec伍cPowerTechnique,2004,25(4):47,48.[6]张存礼.PLC控制系统的干扰源分析及控制干扰对策[J].电力自动化设备,200|6.26(8):8.11.ZHANGCun.1LInterference舯urce锄alv8i8ofPLCcontrolsv8tem锄d恼counte珊e蛐ures[J].ElectricP0werAutomtionEquipment,2006,26(8):8一11.[7]王卫兵.PLC系统通信、扩展与网络互连技术[M].北京:机械工业出版社.20014.(责任编辑:汪仪珍)作者简介:冯德群(1967一),男,陕西韩城人,副教授,从事火电机组仿真机的开发、电厂锅炉节能研究和教学工作(E-ma钉:fdq甲咖m@126.com)。ApplicationofmonitoringandcontrolsOftwareinmakeupwatertreatmentsystemofthermaIpOwerplantFENGDe—qunl,LITon91,WANGHan2(1.Xi’anE1ectricPowerCoUege,Xi’an710032,China;2.QinchuanElectricInstmmentFactory,Huxian710302,China)Abstract:Themonitoringandcontrolsystemofmakeupwatertreatmentinthe瑚alpowerplant叩pliesEthemet鹊highspeeddatacommunicationnetworl【withdistributedf.unctions.Ithast’vohierarchicalcontrolnetworks.Thefirstlevelcontmlnetworkadoptsindustdalstandardtoensurethedataexchangebe附eenPLCs(PmgrammableLogicControllers)andsuperordinatecomputers.7rhesecondoneuse$TCP/IPprotocoltorealizedataexchangebetweensuperordinatecomputers,asweU鹤betweensuperordinatecomputerandsen,erormanagementinfo唧ationsystem.PLCcontrolstheon-offorstart-stopofdevicesinboilermakeupwatertreatmentsystemandsendscorrespondinginfo唧ationdynamicallyforCRT(CathodeRayTube)display.Itsm伽itoringandcontrolso晰areisIntouch.TheselectionofPLCandtheoperationofCRTmenuarepresented,includingfourcontmlmodes(sequential/step/manual/separate)andfouroperationconditions(operation/purge/fault/staIldby).Keywords:monitoringandcontrolsonware;PLC;the珊alpowerplant;makeupwatertreatment;automaticcontml\n火电厂补给水处理系统中工业监控软件应用作者:冯德群,李潼,王晗,FENGDe-qun,LITong,WANGHan作者单位:冯德群,李潼,FENGDe-qun,LITong(西安电力高等专科学校,陕西,西安,710032),王晗,WANGHan(秦川电站仪表厂,陕西,户县,710302)刊名:电力自动化设备英文刊名:ELECTRICPOWERAUTOMATIONEQUIPMENT年,卷(期):2007,27(6)被引用次数:0次参考文献(7条)1.李潼.冯德群.王晗PLC及工业监控软件在火电厂锅炉补给水处理自动控制系统方案比较[期刊论文]-西北电力技术2005(06)2.邹超群.杨万生.周荣迁基于Fix和PLC的SCADA系统在火电厂水处理控制系统中的应用[期刊论文]-东北电力技术2002(04)3.葛源.胡荣强.吴小娟嵌入式Web服务器与PLC的通信实现[期刊论文]-电力自动化设备2005(12)4.杨庆柏PLC在火电厂应用综述[期刊论文]-东北电力技术2001(02)5.李文颖.郑琳.粟忠君加强电厂PLC控制系统运行可靠性措施[期刊论文]-东北电力技术2004(04)6.张存礼PLC控制系统的干扰源分析及控制干扰对策[期刊论文]-电力自动化设备2006(08)7.王卫兵PLC系统通信、扩展与网络互连技术2004相似文献(10条)1.学位论文韩建宏电厂补给水处理PLC控制系统的研制与应用2002该文首先对PLC的普及应用以及PLC/上位机成为当前顺控的典型模式作了较为详细的论述,并展望产品的发展趋势.60年代末期PLC进入工业控制设备市场,引起顺序控制技术和装置革命性飞跃.90年代初PLC/上位机组成的电厂辅助设备顺控系统因各系统本身不大且互相独立,故很快成为顺控的典型模式.其次对火电厂锅炉补给水控制系统以前常用的几种控制方案进行了分析比较,提出了一种可靠、实用、经济的控制方式,即CRT站和管理员站方案,并成功的应用于实际的锅炉补给水工程中.两台CRT站通过MB+网对PLC进行操作,利用PLC对整个锅炉补给水系统中的设备进行数据采集和控制,并通过上位机的人机接口对系统发出控制命令,同时系统中各设备的运行状态信息在上位机CRT上直观、动态地显示出来;两台CRT互为备用,当一台上位机发生故障时,另一台上位机仍可对整个系统进行监控.管理站主要对运行和生产过程中出现的一些问题和失误进行监督和管理,便于及时对现场出现的问题进行指导和解决.2.学位论文李林磨石粉生产线控制系统的设计2006随着计算机技术、工业网络技术及控制理论研究的不断深入发展,工业控制系统的功能变得越来越完善和强大,这使得它在工程中得到广泛应用。本文介绍的磨石粉生产线控制系统是一种典型的PLC加上位机的监控系统,集数据采集、监视、控制于一体。本文从硬软件两方面详细地介绍了磨石粉生产线控制系统的功能设计,包括系统组成、主要功能、PLC软硬件设计以及上位机监控设计。本论文各章节内容简述如下:第一章首先阐述了工业控制自动化技术的现状与发展趋势,指出了工控技术在各个方面的发展方向,特别详细阐述了PLC、DCS及FCS系统。第二章介绍了系统的工艺过程及设计原理和控制方案选型。第三、四章分别从硬软件两方面对整个系统设计做了详尽的阐述。第五章详细介绍了上位机监控功能的实现。第六章从考虑系统可靠性、抗干扰性方面做了充分设计。最后,对此控制系统的技术和研究进行了总结。本文中的研究对电厂磨石粉生产线的控制起到非常好的效果,对类似控制系统具有一定的技术促进作用。3.期刊论文罗学惠.赵利锋.吴粉英动态配料控制系统--组态软件与PLC控制结合实例-工程机械2004,35(11)介绍了一种动态配料控制系统.该系统以上位工业监控软件人机界面操作及现场监控、下位PLC为核心进行动态测量.是计算机技术、网络通讯技术、测量技术及控制理论的综合运用.4.学位论文李艳制冷站制冷机组控制系统设计2005本文根据制冷站的主要制冷工艺流程和基本的工作原理确定最优的制冷控制方案,其中自动控制包括三个方面即:机组启—停程序控制、安全保护控制和制冷量控制;然后根据控制方案,通过PLC编程软件对控制过程进行设计与编程;并通过组态王工业监控软件建立数据库从而实现工艺流程动态,利用系统软件提供的工具,通过形象的组态工作,结合调节器的数学模型,做出丰富的动画效果,对工艺过程进行实时控制、监控、实现报警和信息、历史趋势、动画及控制方案实施等;最后通过监控软件与下位机PLC通讯组网,建立上位机与下位机通讯,完成了溴化锂制冷机的最优控制。 本文揭示了最优的控制系统的设计,使溴冷机组的各项工艺指标达到最佳,从而使其在节能环保方面的优越性得以最大限度地发挥,为用户带来了很大的收益空间的作用。5.期刊论文刘庆华.LIUQing-hua智能控制在小车自动运料系统中的应用-工业仪表与自动化装置2008(4)该系统用上位PC机利用工业监控软件组态王实现对整个控制系统的监控,PLC对变频器实现控制,由变频器控制小车拖动电动机实现低速启动,高速运行,低速安全稳定可靠停车,快速返回,准确停车.整个过程PC机与PLC通讯采用485-RS232通讯模式.6.期刊论文吴业东.WUYedongPLC在天津海河开启桥中的应用-工业仪表与自动化装置2010(5)介绍了天津海河开启桥电控系统.该系统以上位工业监控软件人机界面操作及现场监控,下位PLC为核心进行动态测量.介绍了控制系统的功能、主要配置及控制程序流程图.是计算机技术、网络通讯技术、测量技术及控制理论的综合运用.\n7.期刊论文刘朝蓉.卢彩云.李莹.张永InTouch9.5在烧结厂调度管理网中的应用-电气技术2008(12)本文介绍了InTouch9.5在调度自动化监控系统中的应用实例,使大家对该工业监控软件的功能和应用有所了解.8.学位论文徐月兰基于PLC控制的真空压力浸漆控制系统设计2009电机、小型变压器、继电器、接触器上都需要用到线圈。这些设备要求线圈具有一些特殊的性能,比如机械强度、绝缘性能、防潮、防腐、耐高温等,一般在线圈表面加涂漆层以达到要求。真空压力浸漆就是在真空加压状态下把漆涂到线圈表面。与一般的浸漆技术相比,它的主要优点在于漆膜均匀致密,附着牢固,处理后的线圈绝缘性能较好。
PLC是以微处理器为核心,将自动控制技术、计算机技术和通信技术融为一体而发展起来的一种工业自动控制装置。本文主要讨论三菱公司的FX2N—80系列PLC在真空压力浸漆设备控制中的应用,以PLC为主控制器实现真空压力浸漆全过程的自动控制,操作简单,易于维护。
由PLC与工业控制计算机组成真空压力浸漆实时监控系统采用上下位机主从式结构,PLC作为下位机完成工业现场数据的实时采集和分站控制;上位机采用工业控制计算机实现数据的显示、报警等功能。组态王软件是一种通用的工业监控软件,本文由组态王6.0设计了真空压力控制浸漆系统的监控界面,实现人机交互。9.期刊论文王卓.林海.WANGZhuo.LINHai烟气脱硫集散监控系统的研究与应用-自动化与仪表2006,21(6)通过对某钢铁集团公司焦化厂硫化床烟气脱硫系统的研究与分析,计算出经济、高效的脱硫率.针对此系统,下位机系统采用西门子S7系列高性能PLC进行逻辑控制,上位机采用Wincc工业监控软件,采用工业以太网作为现场数据的通讯通道,TCP/IP协议作为统一的通讯协议进行监控,以提高系统网络利用率,提高系统反应时间和精度,减少系统资源利用,有效减少网络诱导延迟.通过系统的设计,提高了脱硫效率,减少烟尘排放浓度,改善大气环境质量,降低环保经费的支出.10.学位论文缴瑞山基于现场总线技术的实训设备的研究开发2004现场总线技术具有数字化、全分散性、开放性和互操作性等特点,代表了今后工业控制网络发展的方向,是当前自动控制领域中倍受关注的技术之一.本文分析了现场总线的产生原因及其特点、优点;着重研究了PROFIBUS总线的网络体系结构和通信协议;在此基础上设计了一个功能齐全的现场总线实训系统,为培养现场总线技术应用性高职人才提供了一个理想的实训平台.详细阐述了实训系统的实训对象及总线网络的组成结构和设计过程;运用STEP7编程软件进行网络组态;探讨了如何应用组态软件设计开发面向过程控制的人机界面,并应用组态软件Kingview6.5设计了系统的人机界面监控程序,该程序具有易操作管理、界面直观和友好以及安全可靠的特点.系统的主要功能是可进行典型过程控制系统的实验、总线技术的研究、PLC编程及工业监控软件的应用,学生可方便地修改操作参数,观察控制效果,可进行多个实训项目,是高职教学中培养总线技术应用性人才的理想实训设备.本实训系统是介于DCS和FCS之间的新型控制系统,这种控制系统既符合当前控制系统的发展趋势,符合开放,分散和可靠的要求,又能保证用户对系统前期投资,节约了系统的改造费用.本文链接:http://d.g.wanfangdata.com.cn/Periodical_dlzdhsb200706027.aspx授权使用:吉黑销售区(wfjihei),授权号:5d89bae4-5990-4937-a890-9e960189f50d下载时间:2011年2月27日
PLC是以微处理器为核心,将自动控制技术、计算机技术和通信技术融为一体而发展起来的一种工业自动控制装置。本文主要讨论三菱公司的FX2N—80系列PLC在真空压力浸漆设备控制中的应用,以PLC为主控制器实现真空压力浸漆全过程的自动控制,操作简单,易于维护。
由PLC与工业控制计算机组成真空压力浸漆实时监控系统采用上下位机主从式结构,PLC作为下位机完成工业现场数据的实时采集和分站控制;上位机采用工业控制计算机实现数据的显示、报警等功能。组态王软件是一种通用的工业监控软件,本文由组态王6.0设计了真空压力控制浸漆系统的监控界面,实现人机交互。9.期刊论文王卓.林海.WANGZhuo.LINHai烟气脱硫集散监控系统的研究与应用-自动化与仪表2006,21(6)通过对某钢铁集团公司焦化厂硫化床烟气脱硫系统的研究与分析,计算出经济、高效的脱硫率.针对此系统,下位机系统采用西门子S7系列高性能PLC进行逻辑控制,上位机采用Wincc工业监控软件,采用工业以太网作为现场数据的通讯通道,TCP/IP协议作为统一的通讯协议进行监控,以提高系统网络利用率,提高系统反应时间和精度,减少系统资源利用,有效减少网络诱导延迟.通过系统的设计,提高了脱硫效率,减少烟尘排放浓度,改善大气环境质量,降低环保经费的支出.10.学位论文缴瑞山基于现场总线技术的实训设备的研究开发2004现场总线技术具有数字化、全分散性、开放性和互操作性等特点,代表了今后工业控制网络发展的方向,是当前自动控制领域中倍受关注的技术之一.本文分析了现场总线的产生原因及其特点、优点;着重研究了PROFIBUS总线的网络体系结构和通信协议;在此基础上设计了一个功能齐全的现场总线实训系统,为培养现场总线技术应用性高职人才提供了一个理想的实训平台.详细阐述了实训系统的实训对象及总线网络的组成结构和设计过程;运用STEP7编程软件进行网络组态;探讨了如何应用组态软件设计开发面向过程控制的人机界面,并应用组态软件Kingview6.5设计了系统的人机界面监控程序,该程序具有易操作管理、界面直观和友好以及安全可靠的特点.系统的主要功能是可进行典型过程控制系统的实验、总线技术的研究、PLC编程及工业监控软件的应用,学生可方便地修改操作参数,观察控制效果,可进行多个实训项目,是高职教学中培养总线技术应用性人才的理想实训设备.本实训系统是介于DCS和FCS之间的新型控制系统,这种控制系统既符合当前控制系统的发展趋势,符合开放,分散和可靠的要求,又能保证用户对系统前期投资,节约了系统的改造费用.本文链接:http://d.g.wanfangdata.com.cn/Periodical_dlzdhsb200706027.aspx授权使用:吉黑销售区(wfjihei),授权号:5d89bae4-5990-4937-a890-9e960189f50d下载时间:2011年2月27日