

- 191.51 KB
- 2023-01-01 08:31:49 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
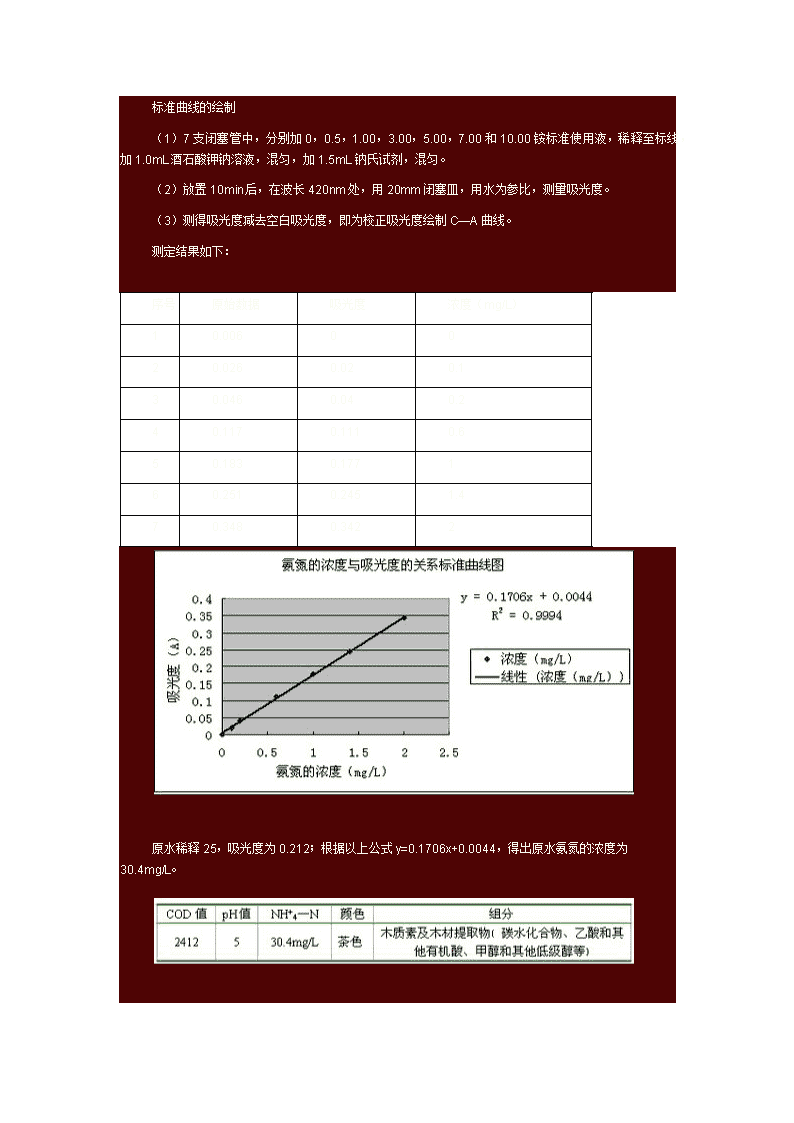
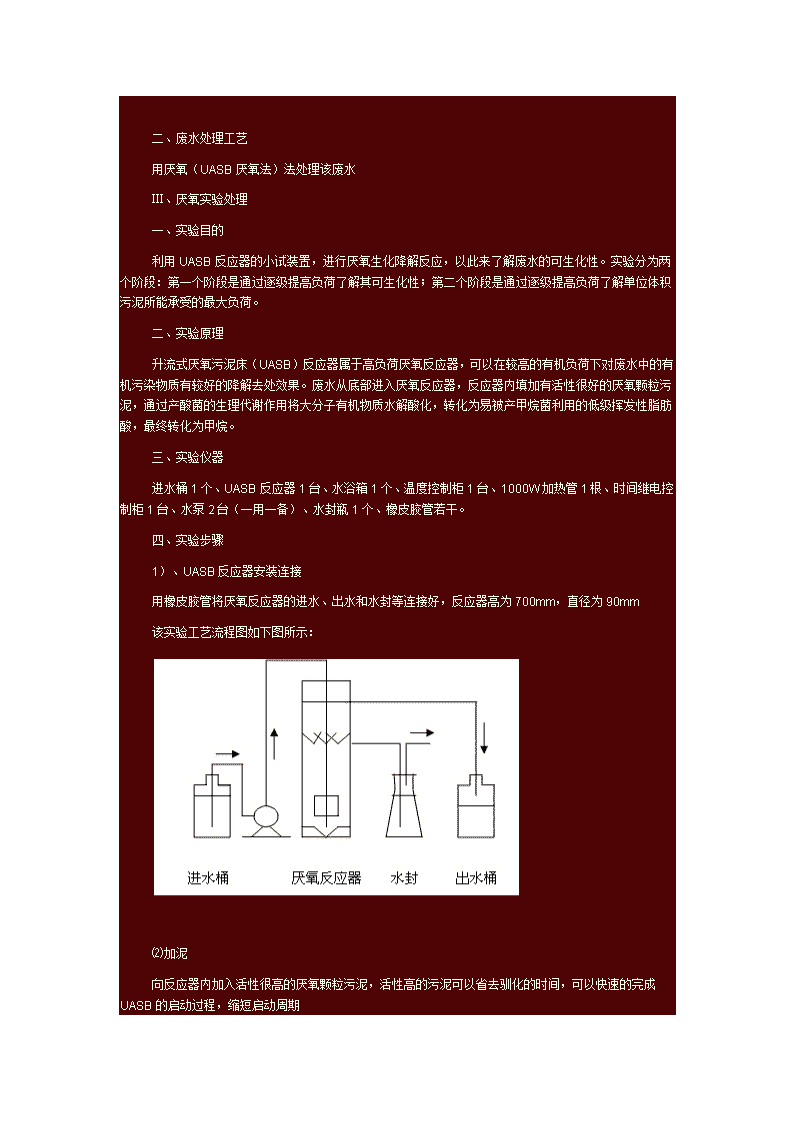
海南金海浆纸业制浆废水处理实验小结 2008-07-1211:59:29| 分类:环境工程| 标签:|字号大中小 订阅 Ⅰ、概述 海南金海浆纸业有限公司,是金光集团APP(中国)按林浆纸一体化的经营理念,在中国大陆投资建设的第十三家特大型制浆造纸企业,地处海南省洋浦经济开发区,占地6000余亩。 金海浆纸业有限公司一期工程制浆生产线,是迄今为止世界上规模最大、技术最先进的单一制浆生产线。除采用一流先进生产工艺外,公司全部主体设备及电器、仪表等自控设备,均采用国际著名专业厂商产品,代表了当今世界制浆造纸领域的一流先进水平。 金海以“绿色造纸,保护环境”为己任,采用先进的生产工艺和一流的装备技术,从源头控制,达到节能、降耗、污染预防的目的,并逐渐建立循环经济和生态体系。金海浆纸料源无论自营或采购全部来自人工林或商品林。另经海南省环境监测站连续9个月的监测数据显示,金海浆纸生产未对周边环境造成任何不良影响,三废处理达到并优于国家排放标准。同时,金海采用国际先进的管理方法,使管理体制不断得到完善,2005年7月29日,通过ISO9001质量管理体系认证。2006年4月,通过ISO14001环境管理体系认证。 金海公司秉持“植树造林,造福自然;制浆造纸,造福人民”的经营理念,实现“生态营林、制浆环保、绿色造纸”,经济效益、社会效益和生态效益的同步发展。按总体规划,金海浆纸业有限公司将发展成为林、浆、纸、纸制品一体化的特大型联合企业,成为耸立于洋浦经济开发区的纸业城。本实验的废水是:化学制浆废水Ⅱ、废水性质与废水处理工艺一、废水性质1水中氨氮的测定:钠氏试剂光度法用药:1.钠氏试剂:称取16g氢氧化钠,荣誉50mL水中,充分冷却至室温另称取7g碘化钾和10g碘化汞溶于水,然后将此溶液自搅拌下徐徐注入氢氧化钠溶液中,用水稀释至100mL,贮于聚乙烯瓶中2.酒石酸钾钠:称取50g酒石酸钾钠溶于100mL水中,加热煮沸以除去氨,放冷,定容至1L。3.铵标准贮备液:称取3.819g100℃干燥过的氯化铵溶于水中,移入1000mL容量瓶中,稀释至标线。每毫升含1.00mg氨氮。4.铵标准使用液:移取5mL贮备液于500mL容量瓶中,稀释至标线,每毫升含0.01mg氨氮。\n标准曲线的绘制(1)7支闭塞管中,分别加0,0.5,1.00,3.00,5.00,7.00和10.00铵标准使用液,稀释至标线,加1.0mL酒石酸钾钠溶液,混匀,加1.5mL钠氏试剂,混匀。(2)放置10min后,在波长420nm处,用20mm闭塞皿,用水为参比,测量吸光度。(3)测得吸光度减去空白吸光度,即为校正吸光度绘制C—A曲线。测定结果如下: 序号原始数据吸光度浓度(mg/L)10.0060020.0260.020.130.0460.040.240.1170.1110.650.1830.177160.2510.2451.470.3480.3422 原水稀释25,吸光度为0.212;根据以上公式y=0.1706x+0.0044,得出原水氨氮的浓度为30.4mg/L。 \n 二、废水处理工艺用厌氧(UASB厌氧法)法处理该废水Ⅲ、厌氧实验处理一、实验目的利用UASB反应器的小试装置,进行厌氧生化降解反应,以此来了解废水的可生化性。实验分为两个阶段:第一个阶段是通过逐级提高负荷了解其可生化性;第二个阶段是通过逐级提高负荷了解单位体积污泥所能承受的最大负荷。二、实验原理升流式厌氧污泥床(UASB)反应器属于高负荷厌氧反应器,可以在较高的有机负荷下对废水中的有机污染物质有较好的降解去处效果。废水从底部进入厌氧反应器,反应器内填加有活性很好的厌氧颗粒污泥,通过产酸菌的生理代谢作用将大分子有机物质水解酸化,转化为易被产甲烷菌利用的低级挥发性脂肪酸,最终转化为甲烷。三、实验仪器进水桶1个、UASB反应器1台、水浴箱1个、温度控制柜1台、1000W加热管1根、时间继电控制柜1台、水泵2台(一用一备)、水封瓶1个、橡皮胶管若干。四、实验步骤1)、UASB反应器安装连接 用橡皮胶管将厌氧反应器的进水、出水和水封等连接好,反应器高为700mm,直径为90mm该实验工艺流程图如下图所示: ⑵加泥向反应器内加入活性很高的厌氧颗粒污泥,活性高的污泥可以省去驯化的时间,可以快速的完成UASB的启动过程,缩短启动周期\n⑶启动保温系统水浴箱用PE保温材料包裹,箱内用加热管加热,与温度控制器相连接,使水浴温度维持在37℃左右,该温度即是维持中温微生物高活性的最适宜温度范围。⑷污泥的培养用河水+葡萄糖培养厌氧污泥,培养时间:1~2d;配水:3L河水+3g葡萄糖。⑸配水将该制浆废水与河水或生活污水(内含有大量微生物生长所需要的营养元素和微量元素)按比例混合进行配水(由于这种废缺少N、P等营养元素,配水时+30mL啤酒),根据试验情况逐渐提高制浆废水所占的比例,直至100%。⑹进水污泥培养两天后,将配好的制浆废水置于进水桶内,由波纹微型计量水泵提升进入UASB反应器内,水泵和时间继电器相连接,控制水泵一天内进水量为3L左右。因为反应器有效容积为3L,故废水在反应器内的水力停留时间在24h左右⑺提升负荷为了适应微生物的生长,第一阶段:在反应器刚开始启动初期,反应器要以低负荷运行,稳定运行处理一段时间后,可以有步骤的循序渐进的升高厌氧反应器的进水负荷,最后达到进原水时的负荷;第二阶段:经过一个寒假的休眠,二次启动阶段,先用原水一半负荷进水,稳定运行几天后,有步骤的循序渐进的升高厌氧反应器单位体积污泥的负荷量,最后达到设定的负荷。五、数据记录与处理1)监测进水、出水的COD①第一阶段: 在反应器启动初期,进水COD较低,正常运行一段时间后,逐渐提升负荷,由于进水量一定,故只能提高进水的有机物浓度即COD值。出水的COD体现了该反应器是否正常运行并可以看出运行效果如何,如下图所示\n ②第二阶段:经过一个寒假的休眠,二次启动阶段,先用原水一半负荷进水,稳定运行几天,由于原水有机物浓度一定,这时只能通过增加进水量来增加负荷。出水COD及去除率能反映该反应器的处理能力,如下图所示: 天数进水COD进水量(L/d)出水COD容积负荷(kg/m3·d)去除率%11845311841.8536\n21845312061.853531845310211.854542975310212.986652975311212.986262975312642.9858732193.214133.4456832193.217353.4446932193.217193.44471032503.216023.47511131643.519253.69391231643.519623.6938133054418504.0739143054418074.0741153012416094.0247163012517445.0242173154520815.2634183154519405.263866.3137\n1931541980203025619366.0536213025620396.0533223025722027.0627233025720877.0631243025719217.0636253025821868.0728263025823368.0723273025822068.0727282518921037.5516292518920757.5518302518915297.55393125181016678.39343225181018418.39273325181013518.3946\n 2)监测进、出水的pH值 pH值是控制厌氧反应正常运行的一个比较重要的参数,进水的pH值控制在7左右,厌氧反应的出水pH值能反映反应器运行的好坏,有没有酸化的迹象和趋势,所以也是需要经常监测的数据3)监测水浴箱内的水温 温度是厌氧反应能否正常运行的一个重要控制参数,温度过高导致微生物死亡;温度过低,微生物休眠和处于活性很低的状态,极易导致反应器酸化,很难恢复,所以维持一个适宜的反应温度环境是很重要的。在该实验中,温度严格的控制在中温36~37℃的范围内。六、实验结论采用UASB对制浆废水处理的实验表明,第一阶段:进水的CODcr为3100左右,水力停留时间为1d左右,容积负荷为3.1kg/(m3·d)左右,温度控制在37℃左右,从图中可以看出UASB对制浆废水的去除率在60%左右。第二阶段:一开始负荷不是太高,用啤酒补充氮磷,对COD的去除率影响不是太大,大概保持在40%左右,当负荷提高到8.07kg/(m3·d)(3L的反应器每天进8L用啤酒配的原水样)时,去除率下降到20%左右,此时去除的COD基本认为是啤酒贡献的,以后改用磷酸二氢钾和氯化铵补充氮磷,继续提高负荷,去除率逐渐增加,说明废水适应了不添加啤酒的废水。当负荷提高到8.39kg/(m3·d)\n时(3L的反应器每天进10L原水),去除率可达到40%以上。对于这种制药废水,在这么高的负荷下,去除率达到这种水平已经属于理想状态了。工程上可以采用UASB处理方法处理。