

- 208.20 KB
- 2023-01-01 08:31:59 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
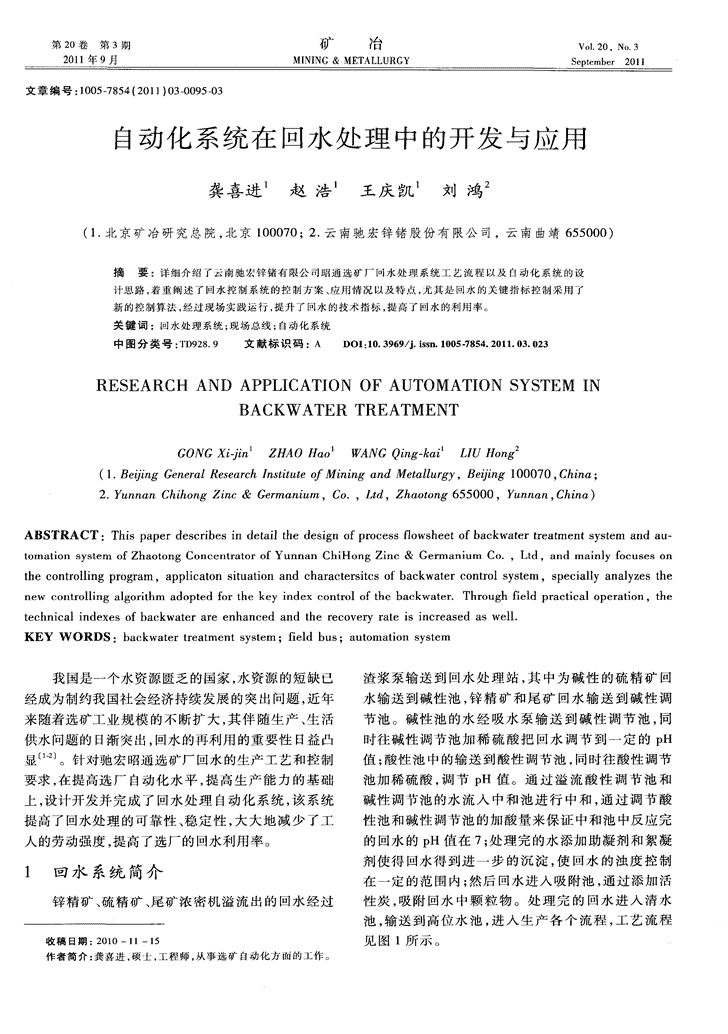
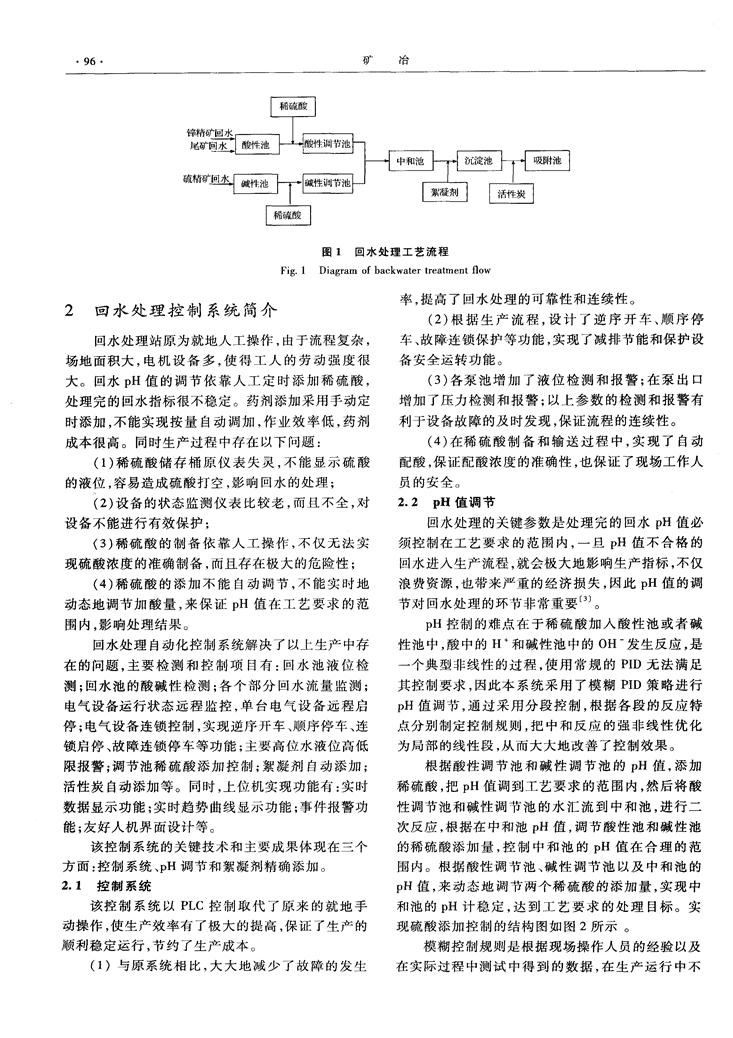
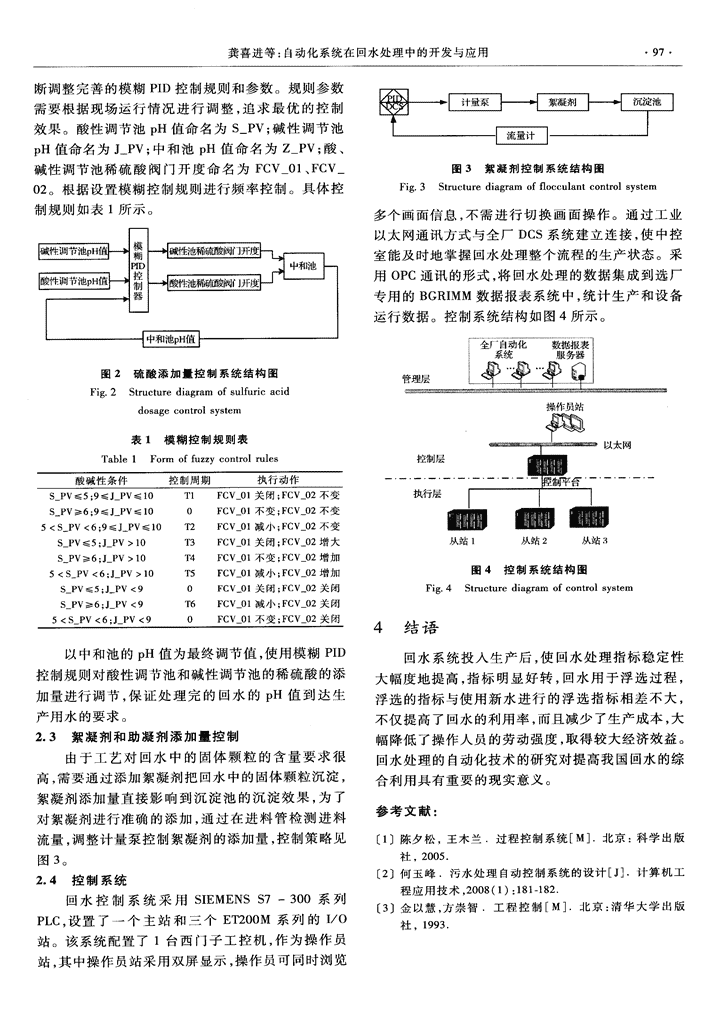
第2O卷第3期矿冶2011年9月MINING&METALLURGY文章编号:1005—7854(2011)03—0095-03自动化系统在回水处理中的开发与应用龚喜进赵浩王庆凯刘鸿(1.北京矿冶研究总院,北京100070;2.云南驰宏锌锗股份有限公司,云南曲靖655000)摘要:详细介绍了云南驰宏锌锗有限公司昭通选矿厂州水处理系统工艺流程以及自动化系统的设计思路,着重阐述了回水控制系统的控制方案、应用情况以及特点,尤其是回水的关键指标控制采用_『新的控制算法,经过现场实践运行,提升了回水的技术指标,提高了回水的利用率。关键词:回水处理系统;现场总线;自动化系统中图分类号:TD928.9文献标识码:ADOI:10.3969/j.issn.1005-7854.2011.03.023RESEARCHANDAPPLICAT10N0FAUTOMATIONSYSTEMINBACKWATERTREATMENTGONGXi-jinZHAOHaoWANGQing—kaiLIUHong(1.BeifingGeneralResearchInstituteofMiningandMetallurgy,Beqing100070,China;2.YunnanChihongZinc&Germanium,Co.,Ltd,Zhaotong655000,Yunnan,China)ABSTRACT:ThispaperdescribesindetailthedesignofprocessflowsheetofbackwatertreatmentsystemandaH—tomationsystemofZhaotongConcentratorofYunnanChiHongZinc&GermaniumCo.,Ltd.andmainlyfocusesonthecontrollingprogram,applicatonsituationandcharactersitcsofbackwatercontrolsystem,speciallyanalyzesthenewcontrollingalgorithmadoptedforthekeyindexcontrolofthebackwater.Throughfieldpracticaloperation,thetechnicalindexesofbackwaterareenhancedandtherecoveryrateisincreasedaswel1.KEYWORDS:backwatertreatmentsystem;fieldbus;automationsystem我国是一个水资源匮乏的国家,水资源的短缺已渣浆泵输送到回水处理站,其中为碱性的硫精矿回经成为制约我国社会经济持续发展的突出问题,近年水输送到碱性池,锌精矿和尾矿回水输送到碱性调来随着选矿工业规模的不断扩大,其伴随生产、生活节池。碱性池的水经吸水泵输送到碱性调节池,同供水问题的日渐突出,回水的再利用的重要性日益凸时往碱性调节池加稀硫酸把回水调节到一定的pH显¨。。针对驰宏昭通选矿厂回水的生产工艺和控制值;酸性池中的输送到酸性调节池,同时往酸性调节要求,在提高选厂自动化水平,提高生产能力的基础池加稀硫酸,调节pH值。通过溢流酸性调节池和上,设计开发并完成了回水处理自动化系统,该系统碱性调节池的水流入中和池进行中和,通过调节酸提高了回水处理的可靠性、稳定性,大大地减少了工性池和碱性调节池的加酸量来保证中和池中反应完人的劳动强度,提高了选厂的回水利用率。的回水的pH值在7;处理完的水添加助凝剂和絮凝剂使得回水得到进一步的沉淀,使回水的浊度控制1回水系统简介在一定的范围内;然后回水进入吸附池,通过添加活锌精矿、硫精矿、尾矿浓密机溢流出的回水经过性炭,吸附回水中颗粒物。处理完的回水进入清水池,输送到高位水池,进入生产各个流程,工艺流程收稿日期:2010—11—15见图1所示。作者简介:龚喜进,硕士,工程师,从事选矿自动化方面的工作。\n·96·矿冶图1回水处理工艺流程Fig.1Diagramofbackwatertreatmentflow率,提高了回水处理的可靠性和连续性。2回水处理控制系统简介(2)根据生产流程,设计了逆序开车、顺序停回水处理站原为就地人工操作,由于流程复杂,车、故障连锁保护等功能,实现了减排节能和保护设场地面积大,电机设备多,使得工人的劳动强度很备安全运转功能。大。回水pH值的调节依靠人工定时添加稀硫酸,(3)各泵池增加了液位检测和报警;在泵出口处理完的回水指标很不稳定。药剂添加采用手动定增加了压力检测和报警;以上参数的检测和报警有时添加,不能实现按量自动调加,作业效率低,药剂利于设备故障的及时发现,保证流程的连续性。成本很高。同时生产过程中存在以下问题:(4)在稀硫酸制备和输送过程中,实现了自动(1)稀硫酸储存桶原仪表失灵,不能显示硫酸配酸,保证配酸浓度的准确性,也保证了现场工作人的液位,容易造成硫酸打空,影响回水的处理;员的安全。(2)设备的状态监测仪表比较老,而且不全,对2.2pI-I值调节设备不能进行有效保护;回水处理的关键参数是处理完的回水pH值必(3)稀硫酸的制备依靠人工操作,不仅无法实须控制在工艺要求的范围内,一旦pH值不合格的现硫酸浓度的准确制备,而且存在极大的危险性;回水进人生产流程,就会极大地影响生产指标,不仅(4)稀硫酸的添加不能自动调节,不能实时地浪费资源,也带来严重的经济损失,因此pH值的调动态地调节加酸量,来保证pH值在工艺要求的范节对回水处理的环节非常重要。围内,影响处理结果。pH控制的难点在于稀硫酸加入酸性池或者碱回水处理自动化控制系统解决了以上生产中存性池中,酸中的H和碱性池中的OH一发生反应,是在的问题,主要检测和控制项目有:回水池液位检一个典型非线性的过程,使用常规的PID无法满足测;回水池的酸碱性检测;各个部分回水流量监测;其控制要求,因此本系统采用了模糊PID策略进行电气设备运行状态远程监控,单台电气设备远程启pH值调节,通过采用分段控制,根据各段的反应特停;电气设备连锁控制,实现逆序开车、顺序停车、连点分别制定控制规则,把中和反应的强非线性优化锁启停、故障连锁停车等功能;主要高位水液位高低为局部的线性段,从而大大地改善了控制效果。限报警;调节池稀硫酸添加控制;絮凝剂自动添加;根据酸性调节池和碱性调节池的pH值,添加活性炭自动添加等。同时,上位机实现功能有:实时稀硫酸,把pH值调到工艺要求的范围内,然后将酸数据显示功能;实时趋势曲线显示功能;事件报警功性调节池和碱性调节池的水汇流到中和池,进行二能;友好人机界面设计等。次反应,根据在中和池pH值,调节酸性池和碱性池该控制系统的关键技术和主要成果体现在三个的稀硫酸添加量,控制中和池的pH值在合理的范方面:控制系统、pH调节和絮凝剂精确添加。围内。根据酸性调节池、碱性调节池以及中和池的2.1控制系统pH值,来动态地调节两个稀硫酸的添加量,实现中该控制系统以PLC控制取代了原来的就地手和池的pH计稳定,达到工艺要求的处理目标。实动操作,使生产效率有了极大的提高,保证了生产的现硫酸添加控制的结构图如图2所示。顺利稳定运行,节约了生产成本。模糊控制规则是根据现场操作人员的经验以及(1)与原系统相比,大大地减少了故障的发生在实际过程中测试中得到的数据,在生产运行中不\n龚喜进等:自动化系统在回水处理中的开发与应用·97·断调整完善的模糊PID控制规则和参数。规则参数需要根据现场运行情况进行调整,追求最优的控制效果。酸性调节池pH值命名为s—PV;碱性调节池pH值命名为J—PV;中和池pH值命名为z—PV;酸、碱性调节池稀硫酸阀门开度命名为FCV一01、FCV—图3絮凝剂控制系统结构图Fig.3StructurediagramofflocculantcontrolsystemO2。根据设置模糊控制规则进行频率控制。具体控制规则如表1所示。多个画面信息,不需进行切换画面操作。通过工业以太网通讯方式与全厂DCS系统建立连接,使中控室能及时地掌握回水处理整个流程的生产状态。采用OPC通讯的形式,将回水处理的数据集成到选厂专用的BGRIMM数据报表系统中,统计生产和设备运行数据。控制系统结构如图4所示。全厂自动化数据报表系统服务器图2硫酸添加量控制系统结构图’”目Fig.2Structurediagramofsulfuricaciddosagecontrolsystem表1模糊控制规则表—一以太网Table1Formoffuzzycontrolrules黜怩豳酸碱性条件控制周期执行动作⋯豳F二豳千塑唧⋯从站1从站2从站3图4控制系统结构图Fig.4Structurediagramofcontrolsystem4结语以中和池的pH值为最终调节值,使用模糊PID回水系统投入生产后,使回水处理指标稳定性控制规则对酸性调节池和碱性调节池的稀硫酸的添大幅度地提高,指标明显好转,回水用于浮选过程,加量进行调节,保证处理完的回水的pH值到达生浮选的指标与使用新水进行的浮选指标相差不大,产用水的要求。不仅提高了回水的利用率,而且减少了生产成本,大2.3絮凝剂和助凝剂添加量控制幅降低了操作人员的劳动强度,取得较大经济效益。由于工艺对回水中的固体颗粒的含量要求很回水处理的自动化技术的研究对提高我国回水的综高,需要通过添加絮凝剂把回水中的固体颗粒沉淀,合利用具有重要的现实意义。絮凝剂添加量直接影响到沉淀池的沉淀效果,为了参考文献:对絮凝剂进行准确的添加,通过在进料管检测进料流量,调整计量泵控制絮凝剂的添加量,控制策略见[1]陈夕松,王木兰.过程控制系统[M].北京:科学出版图3。社,2005.[2]何玉峰.污水处理自动控制系统的设计[J].计算机工2.4控制系统程应用技术,2008(1):181—182.回水控制系统采用SIEMENSS7—300系列[3]金以慧,方崇智.工程控制[M].北京:清华大学出版PLC,设置了一个主站和三个ET200M系列的I/O社,1993.站。该系统配置了1台西门子工控机,作为操作员站,其中操作员站采用双屏显示,操作员可同时浏览