

- 1.61 MB
- 2023-01-01 08:32:03 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
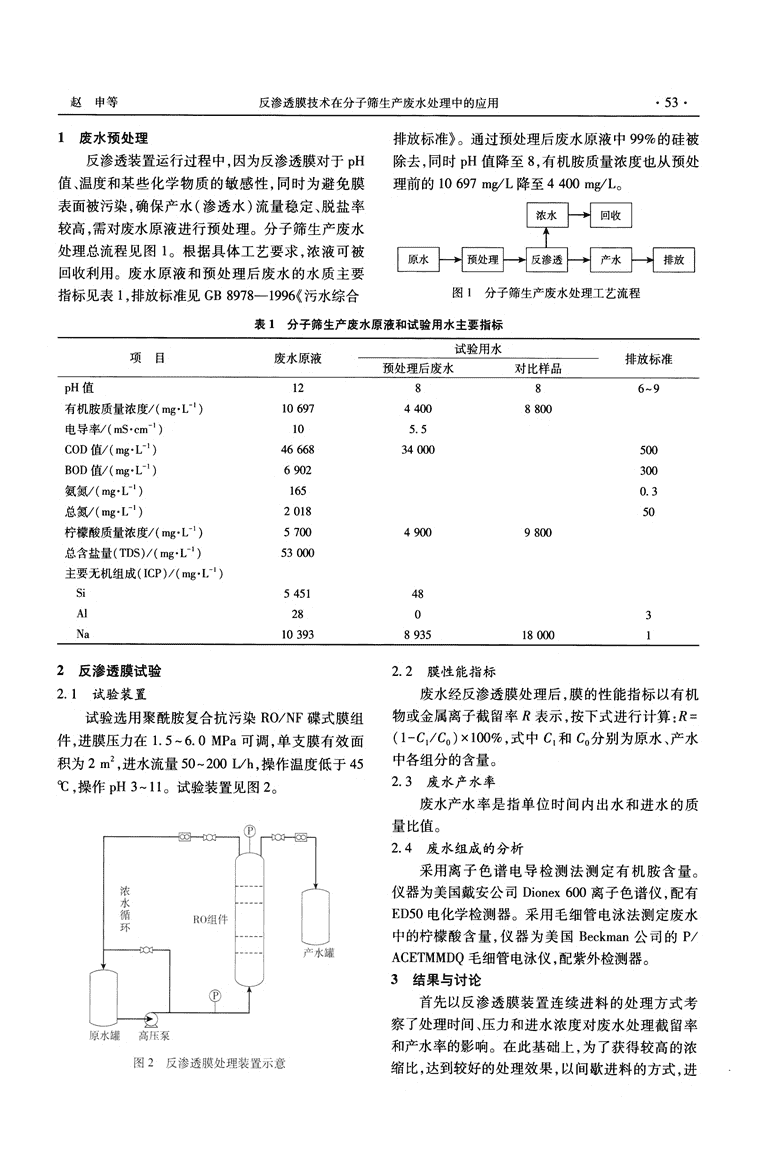
第36卷第4期2015年8月能源化工EnergyChemicalIndustryV01.36No.4Aug.,2015反渗透膜技术在分子筛生产废水处理中的应用赵申,左煜,郭宏利+(中国石油化工股份有限公司上海石油化工研究院,上海201208)摘要:采用反渗透装置处理分子筛生产废水,在进膜压力6.0MPa的条件下,运行120min,产水率达82.2%,COD值小于500ms/L,COD去除率达97.4%,达到排放标准。同时得到的浓水中有机胺含量提高了近6倍,可直接回收利用,有效地提高了有机胺模板剂回收效率。关键词:反渗透膜有机胺废水处理中图分类号:X703文献标识码:A文章编号:2095-9834(2015)04-0052-04ApplicationofreverseosmosismembranetechnologyinwastewatertreatmentofmolecularsieveproductionZHAOShen,ZUOYu,GUOHongli(ShanghaiResearchInstituteofPetrochemicalTechnology,SINOPEC,Shanghai201208,China)Abstract:Usingreverseosmosismembranedevice,thewastewatercontainingorganicaminewhichproducedbymolecularsieveproductionistreated.Theinfluencesofoperationconditionsonthetreatmenteffectsareinvestigated.Theresultsshowthatundertheconditionsof6MPaofpressureand120minoftreatmenttime,thewaterproductionratereaches82.2%:theCODvalueislowerthan500ms/LwiththeCODremovalrateof97.4%.Thetreatedwastewatercanreachtheemissionstandard.Meanwhile.thecontentofor—ganicamineintherecoverypartofthewaterenhancesabout6timesasthatinrawwater,whichcanbereuseddirectly.Therecoveryefficiencyoforganictemplateagentisincreasedeffectively.Keywords:reverseosmosismembrane;organicamine;wastewatertreatment反渗透(RO)技术又称为逆渗透技术,是以压力差作为主要推动力,从溶液中分离出相关溶剂的膜分离过程。1。。由于其分离效率高、操作便捷、能耗低、运行费用低等特点,反渗透技术已在重金属废水、印染废水、电厂循环废水旧』、炼油废水‘3o和化工废水处理等许多领域有成功应用H。5J,并展现出独特的优势。反渗透技术作为工业废水终端处理技术,对水中的无机盐、有机物、金属离子等都有很高的截留率,出水水质优良,可回用做冷却水或工艺用水循环利用,不仅节约了新鲜水的使用量,节约了生产成本,还减少了污水的排放量。在分子筛合成反应中,作为模板剂的有机胺种类多样且价格昂贵,生产过程中残留于晶化母液和洗涤水中。研究其后处理和循环利用的方法,无论对减少污染排放、建立绿色友好的分子筛生产流程,还是降低分子筛的生产成本都有重要意义。分子筛生产废水具有高COD和高总氮的特征,废水中的主要污染物是不可生化处理、难降解、有一定毒性的有机物,还有生产过程中添加的柠檬酸以及钠和硅的无机盐离子。以每吨分子筛生产过程产生10t废水计,100t/a分子筛的生产装置所产生废水已相当可观。采用常规精馏法处理废水并且回用有机胺能耗较高,且无法直接得到达到标准的排放液。本文根据分子筛生产废水的特点,提出了利用反渗透技术进行废水处理,处理后的产水可直接排放,有效地提高了有机模板剂的回收效率,为废水处理工艺的设计提供了依据。收稿日期:2015-04—09。作者简介:赵申(1976一),女,江苏苏州人,硕士,工程师,现主要从事分子筛工程化的相关研究工作。E—mail:zhaos.sshy@sin-opec-eom。’联系人:郭宏利。E-mail:guohl,sshy@sinopec.com。\n赵申等反渗透膜技术在分子筛生产废水处理中的应用·53·1废水预处理反渗透装置运行过程中,因为反渗透膜对于pH值、温度和某些化学物质的敏感性,同时为避免膜表面被污染,确保产水(渗透水)流量稳定、脱盐率较高,需对废水原液进行预处理。分子筛生产废水处理总流程见图1。根据具体工艺要求,浓液可被回收利用。废水原液和预处理后废水的水质主要指标见表1,排放标准见GB8978--19964污水综合排放标准》。通过预处理后废水原液中99%的硅被除去,同时pH值降至8,有机胺质量浓度也从预处理前的10697mg/L降至4400mg/L。图1分子筛生产废水处理工艺流程表1分子筛生产废水原液和试验用水主要指标2反渗透膜试验2.1试验装置试验选用聚酰胺复合抗污染RO/NF碟式膜组件,进膜压力在1.5~6.0MPa可调,单支膜有效面积为2m2,进水流量50~200lMh,操作温度低于45℃,操作pH3~11。试验装置见图2。京水罐高压泵图2反渗透膜处理装置示意2.2膜性能指标废水经反渗透膜处理后,膜的性能指标以有机物或金属离子截留率R表示,按下式进行计算:R=(1一C。/C。)x100%,式中C。和C。分别为原水、产水中各组分的含量。2.3废水产水率废水产水率是指单位时间内出水和进水的质量比值。2.4废水组成的分析采用离子色谱电导检测法测定有机胺含量。仪器为美国戴安公司Dionex600离子色谱仪,配有ED50电化学检测器。采用毛细管电泳法测定废水中的柠檬酸含量,仪器为美国Beckman公司的P/ACETMMDQ毛细管电泳仪,配紫外检测器。3结果与讨论首先以反渗透膜装置连续进料的处理方式考察了处理时间、压力和进水浓度对废水处理截留率和产水率的影响。在此基础上,为了获得较高的浓缩比,达到较好的处理效果,以间歇进料的方式,进\n·54·能源化工2015年第36卷第4期行了废水处理试验。3.1主要组成截留率随时间的变化以表l中预处理后的废水为进水,进膜压力2.6MPa,反渗透处理时间120min,进水流量60L/h,处理温度20℃,计算废水中各组分的截留率,结果见图3。图3不同组分截留率随时间的变化由图3可见:分子筛生产废水中的有机胺、柠檬酸和钠离子的截留率在120min内虽都有所下降,但都保持在90%以上,120min内的平均截留率由大到小分别是钠离子、有机胺、柠檬酸。3.2操作压力对废水处理效果的影响在进水流量60L/h,处理温度20℃的条件下,考察了操作压力对废水中各组分60min内平均截留率和产水率的影响,结果见图4。989694枣92≈908886741,70享68⋯j66荽64~6260:546操作压力/MPa图4操作压力对平均截留率和产水率的影响由图4可见:随着操作压力的增加,各组分的平均截留率随之下降,总产水率随之上升。在6.0MPa的条件下,柠檬酸的截留率下降至90.4%,但产水率上升到71.2%。3.3进料浓度对废水处理效果的影响配制有机胺、柠檬酸和钠离子含量分别为预处理液2倍的对比试样,在相同的操作条件下,考察了进料浓度对废水处理效果的影响。2组对比试验在进水流量60L/h,处理温度20℃,6.0MPa的条件下进行,废水中各组分的平均截留率和60min内的产水率见表2。表2不同进料浓度对处理效果的影响由表2可见:随着各组分进料浓度的增加,平均截留率和产水率均有不同程度的下降。3.4间歇进料条件下分子筛生产废水的反渗透试验从前面的讨论可以看出,在连续进料的条件下,对于分子筛生产废水中的有机物和金属离子,在操作压力6.0MPa和运行时间120rain以内,本试验装置均有90%以上的截留率。同时随着操作压力的升高,各组分的截留率略有下降,但仍然保持较高的产水率。在实际生产废水处理流程中,适当地增加进膜操作压力有利于获得较高的浓缩比。试验原液为已絮凝沉淀预处理的废水样品,试验工艺条件见表3,反渗透试验过程主要参数变化见图5,反渗透试验结果分析见表4。在此次试验中,为了在废水处理过程中获得较高的浓缩比例,采用间歇进料的方式,回流浓水,处理时间为120min,处理温度15~25℃,出水量随着进水浓度的上升而下降。产水电导率随进水压力的提高有所上升,离子透过比例也相应提高。膜在使用后用少量清水洗涤,膜通量与使用前一致。表3反渗透试验工艺条件\n赵申等反渗透膜技术在分子筛生产废水处理中的应用·55·图5反渗透试验过程主要参数变化表4反渗透试验分析结果由表3可见:反渗透滤出液中有机胺透过率1.7%,COD值小于500mg/L,总氮32mg/L,有机胺基本被过滤,达到废水排放标准。同时,反渗透处理法得到的浓水中的有机胺质量浓度也提高了近6倍,可直接回收利用。通过间歇反渗透处理,产水可直接排放,浓水可回收利用,提高了处理效率,节约了处理成本。浓缩后的液体黏度上升,但不影响膜通量。过滤后的浓水放置一段时间后有絮状沉淀,可能是盐浓度过高析出,但膜表面并没有淤结,这与盘式膜的间隙比较大有关,絮状沉淀物直接被水流带出。4处理流程中的其他问题4.1操作条件从反渗透膜的试验过程和分析结果来看,进膜压力的提高,在保持较高产水水质的前提下使产水率提高。同时,试验为一级反渗透处理,在二级或多级串联处理的条件下,水中有机胺含量和COD值将进一步下降。4.2膜污染问题膜污染不仅会影响膜的稳定运行和出水水质,并且缩短了膜寿命。首先,对本废水体系而言,浓缩后的液体中柠檬酸的含量已明显上升,反渗透后的浓水放置一段时间后有絮状沉淀。如压缩比继续提高,可能会出现膜污染的问题。进一步降低预处理水中的柠檬酸含量,将能有效减少膜污染,提高膜效率。其次,为保证膜通量,膜压呈上升趋势,同时滤出水中的有机胺和柠檬酸也有微量上升,在实际反渗透膜装置运行中,需对装置进行定时的停车清洗保养。5结论预处理后的含有机胺分子筛生产废水,经盘式反渗透膜装置,以间歇进料的方式,在操作压力1.4—6.0MPa的条件下进行处理,产水率达82.2%。处理后出水COD值降至488mg/L,去除率97.4%,达到国家二级排放标准(小于500mg/L),得到的浓水中有机胺含量也提高了近6倍,可直接回收利用。参考文献:[1]王开亮.反渗透技术在环境工程当中的应用[J].能源与节能,2013(5):75-76.[2]王瑕,庞胜林,李慧,等.反渗透回收火电厂精处理再生废水中氨的实验研究[J].水处理技术,2014(10):79-82.[3]王光宗.反渗透膜工艺在炼油废水深度处理中的应用[J].河北化工,2012(12):48-51.[4]倪国强,解田,胡宏,等.反渗透技术在水处理中的应用进展[J].化工技术与开发,2012,41(10):23-27.[5]于海兰,付永胜,罗伟.反渗透预处理技术探讨[J].四川环境,2006,25(4):72-74.煤基低碳醇转化工程中心成立日前,依托渭南师范学院、由陕西省发展与改革委员会批准成立的陕西省煤基低碳醇转化工程研究中心成立大会在渭南师范学院举行。该研究中心由渭南师范学院与蒲城清洁能源化工有限公司合作共建,主要致力于低碳醇新型高效绿色催化剂、低碳醇新型分离技术与装置、低碳醇下游产品、煤化工废水处理等领域的技术研发和应用。