

- 484.72 KB
- 2023-01-02 08:30:08 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
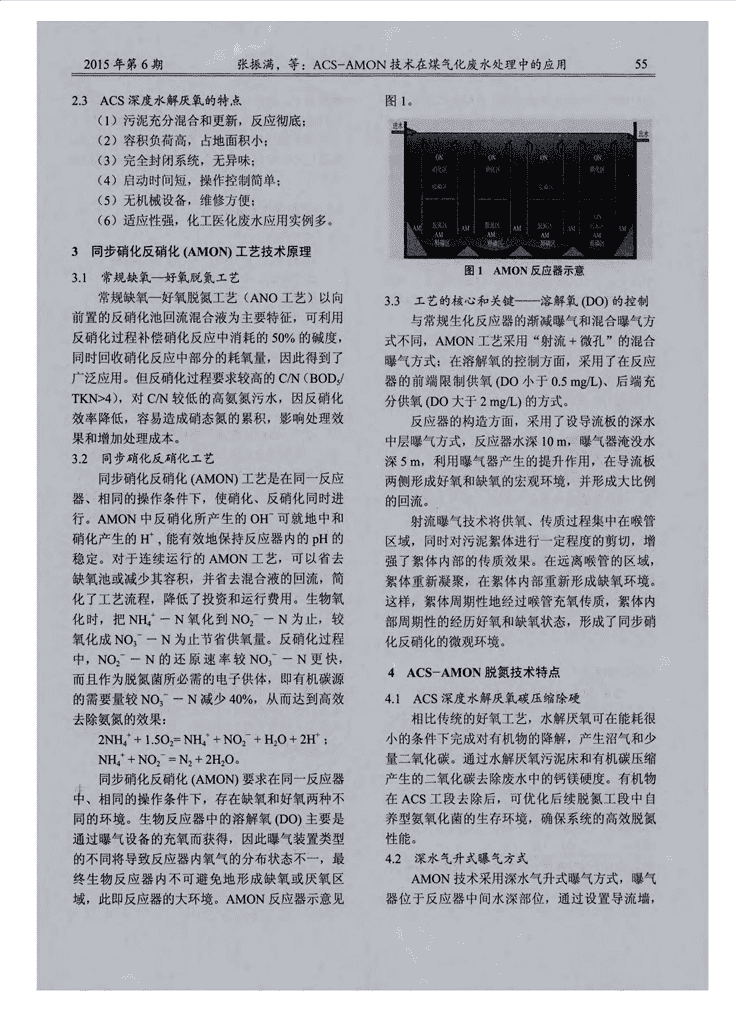
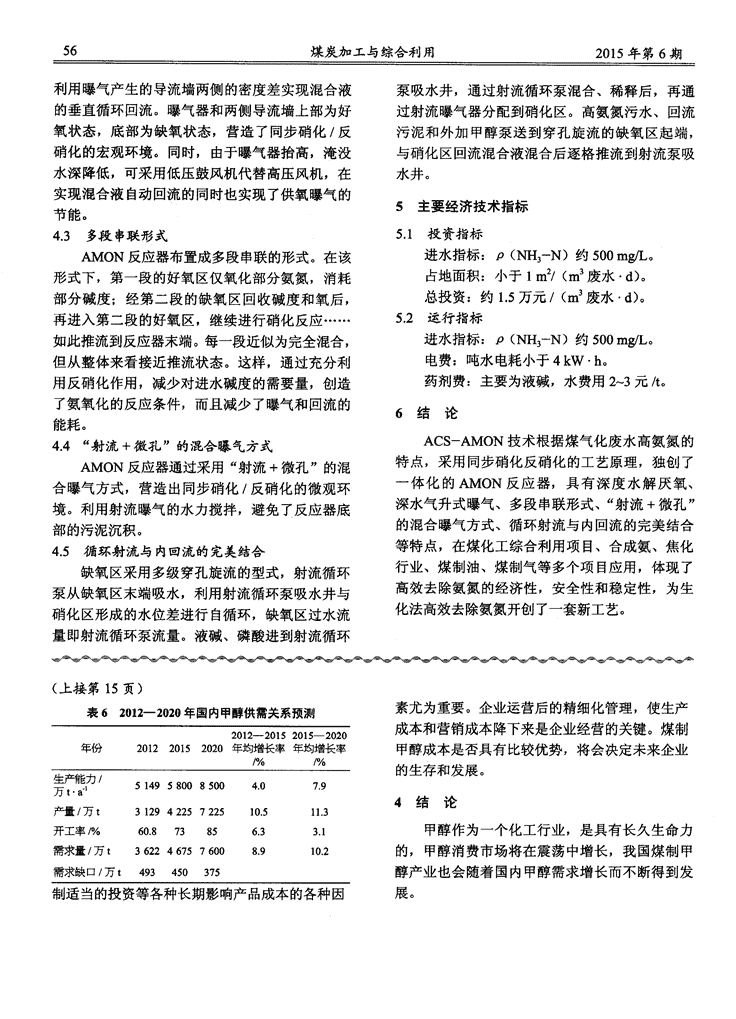
煤炭加工与综合利用COALPROCESSING&COMPREHENSIVEUTILIZATIONNo.6,2015ACS-AMON技术在煤气化废水处理中的应用张振满,张其深,吴勇(上海达源环境科技工程有限公司,上海200092)摘要:论述了ACS—AMON技术对高氨氮废水的处理原理,提出了ACS—AMON技术工艺的核心和特点,介绍了实际应用方面的功能和主要经济技术指标。关键词:高氨氮废水;脱氮;除磷;生物处理中图分类号:X703.1文献标识码:A文章编号:1005—8397(2015)06.0054.03目前环境污染日益加重,严重威胁生态系统化性好,盐分浓度低,一般溶解固体总质量浓度安全。工业废水排放的氨氮废水是重要的一种,(TDS)小于3000mg/L,污水碳酸钙硬度有可能我国全年工业废水中氨氮排放总量应在30~4O万为l000~1500mg/L,经有效脱氮处理后有进行t/a。国家“十二五”发展规划将氨氮排放列入回用的可能。控制指标:在2010年氨氮排放总量的基础上减2ACS深度水解厌氧反应器少10%。因此研究开发高效氨氮处理技术,实现氨氮减排,是今后一段时期环境水污染治理的重2.1废水对水解厌氧反应器的要求点。相比传统的好氧工艺,水解厌氧可在能耗很煤化工行业生产过程中产生的高氨氮废水,小的条件下完成对有机物的降解,产生沼气和少采用常规的硝化反硝化工艺,存在流程长、控制量CO,。通过水解厌氧污泥床和有机碳压缩产生难、去除氨氮效果差的缺点。随着我国城镇污水的CO去除废水中的钙镁硬度。有机物在ACS处理厂污染物排放标准((m18918-2002)中对工段去除后,可优化后续脱氮工段中自养型氨氧总氮的标准执行以及煤化工行业零排放的处理要化菌的生存环境,确保系统的高效脱氮性能,部求,新型氨氮处理技术工艺,尤其是去除总氮的分有机物水解后成为小分子有机物,可作为后续工艺开发和应用变得迫切,并具有良好的应用前反硝化碳源,进一步减少后续脱氮单元中异养菌景。竞争性底物的浓度,有利于脱氮菌的生长。2.2ACS深度水解厌氧反应器1高氨氮低有机物废水特点深度厌氧反应器ACS(anaerobiccycling(1)高氨氮低有机物废水一般NH一N)范sludgesystem)可克服现有厌氧工艺中污泥容易围300~500mg/L,p(COD)为500~1000meJL,流失、处理效率不高的不足之处,在传统的升流C/N低,常规缺氧一好氧脱氮工艺(ANO工艺)式厌氧污泥床装置中增加了一个空心简体,呈交反硝化脱氮效率难以提高,需补加大量碱和有机叉、多层分布的三相分离器安装在空心简体和池碳源,处理成本增加。壁之间,将三相分离器的气体收集管全部接入空(2)污水中含油类污染物较少,有机物可生心简体内,并上升至筒体顶端。收稿日期:2015—05—28DOI:10.16200/j.cnki.11·2627/td.2015.06.008作者简介:张振满(197O一),男,江苏宜兴人,1995年毕业于复旦大学环境科学与工程系(原物理二系),理学硕士,上海达源环境科技工程有限公司环境科学高级工程师。引用格式:张振满,张其深,吴勇.ACS-AMON技术在煤气化废水处理中的应用[J】_煤炭加工与综合利用,2015(6):54—56.\n\n56煤炭加工与综合利用2015年第6期利用曝气产生的导流墙两侧的密度差实现混合液泵吸水井,通过射流循环泵混合、稀释后,再通的垂直循环回流。曝气器和两侧导流墙上部为好过射流曝气器分配到硝化区。高氨氮污水、回流氧状态,底部为缺氧状态,营造了同步硝化/反污泥和外加甲醇泵送到穿孔旋流的缺氧区起端,硝化的宏观环境。同时,由于曝气器抬高,淹没与硝化区回流混合液混合后逐格推流到射流泵吸水深降低,可采用低压鼓风机代替高压风机,在水井。实现混合液自动回流的同时也实现了供氧曝气的5主要经济技术指标节能。4-3多段串联形式5.1投资指标AMON反应器布置成多段串联的形式。在该进水指标:p(NH-N)约500mg/L。形式下,第一段的好氧区仅氧化部分氨氮,消耗占地面积:小于1m2/(m废水·d)。部分碱度;经第二段的缺氧区回收碱度和氧后,总投资;约1.5万元/(m。废水·d)。再进入第二段的好氧区,继续进行硝化反应⋯⋯5.2运行指标如此推流到反应器末端。每一段近似为完全混合,进水指标:p(NH-N)约500mg/L。但从整体来看接近推流状态。这样,通过充分利电费:吨水电耗小于4l【W·h。用反硝化作用,减少对进水碱度的需要量,创造药剂费:主要为液碱,水费用2~3元/t。了氨氧化的反应条件,而且减少了曝气和回流的6结论能耗。4.4“射流+微孔”的混合曝气方式ACS-AMON技术根据煤气化废水高氨氮的特点,采用同步硝化反硝化的工艺原理,独创了AMON反应器通过采用“射流+微孔”的混合曝气方式,营造出同步硝化/反硝化的微观环一体化的AMON反应器,具有深度水解厌氧、深水气升式曝气、多段串联形式、“射流+微孔”境。利用射流曝气的水力搅拌,避免了反应器底的混合曝气方式、循环射流与内回流的完美结合部的污泥沉积。等特点,在煤化工综合利用项目、合成氨、焦化4.5循环射流与内回流的完美结合行业、煤制油、煤制气等多个项目应用,体现了缺氧区采用多级穿孔旋流的型式,射流循环高效去除氨氮的经济性,安全性和稳定性,为生泵从缺氧区末端吸水,利用射流循环泵吸水井与化法高效去除氨氮开创了一套新工艺。硝化区形成的水位差进行自循环,缺氧区过水流量即射流循环泵流量。液碱、磷酸进到射流循环(上接第15页)表62012-2020年国内甲醇供需关系预测素尤为重要。企业运营后的精细化管理,使生产成本和营销成本降下来是企业经营的关键。煤制2012—20152015—2O2O年份201220152020年均增长率年均增长率甲醇成本是否具有比较优势,将会决定未来企业|龟|龟的生存和发展。4结论甲醇作为一个化工行业,是具有长久生命力的,甲醇消费市场将在震荡中增长,我国煤制甲醇产业也会随着国内甲醇需求增长而不断得到发制适当的投资等各种长期影响产品成本的各种因展。