

- 489.37 KB
- 2023-01-02 08:30:08 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
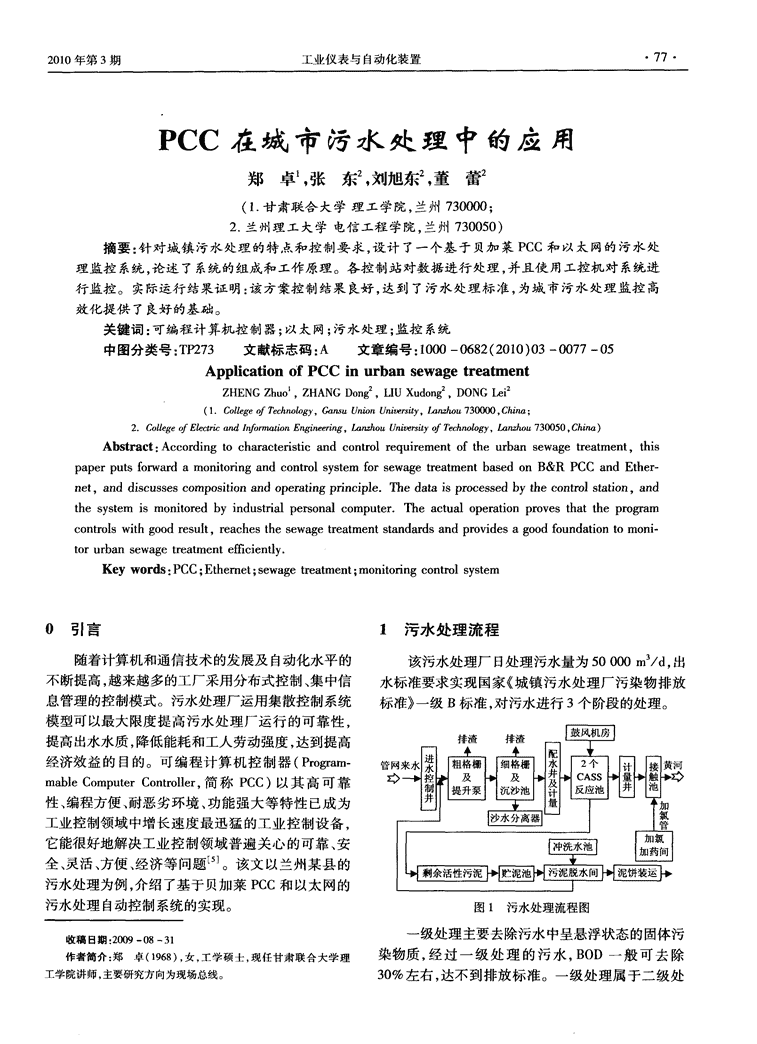
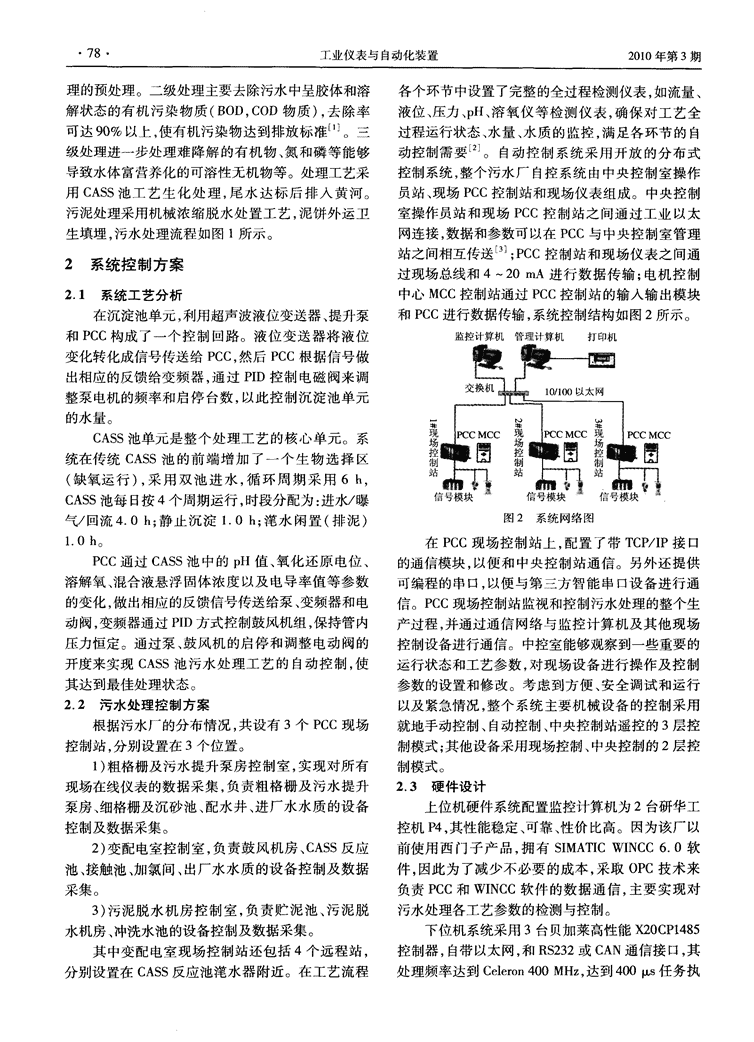
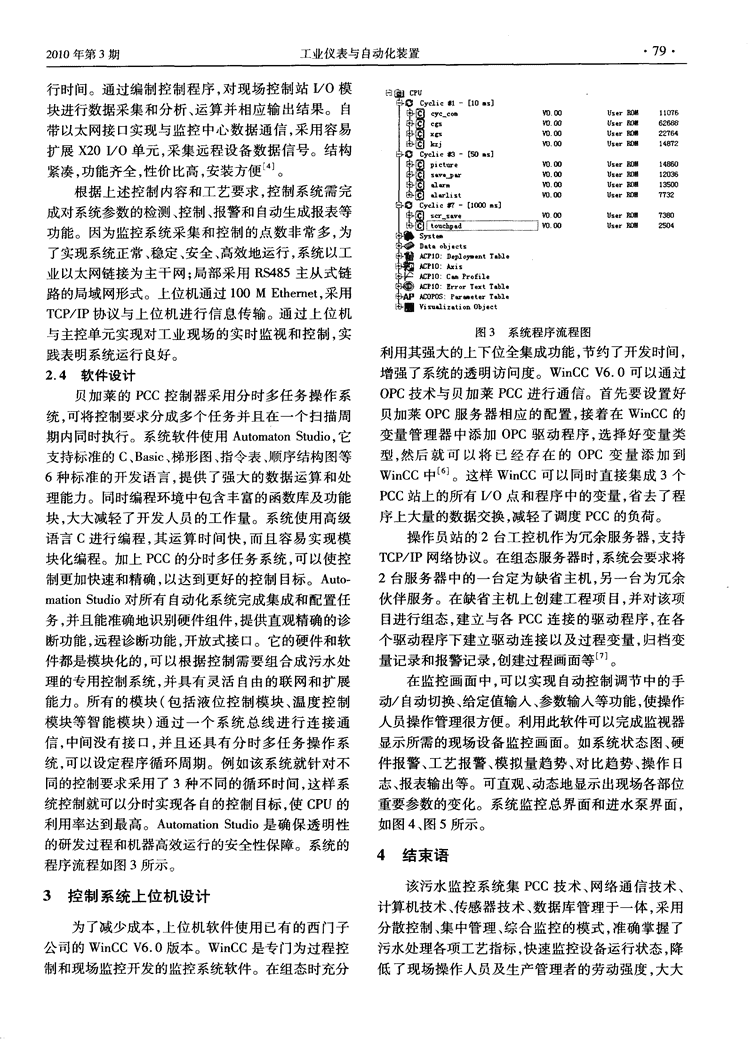
2010年第3期工业仪表与自动化装置·77·PCC在城市污水处理中的应用郑卓,张东,刘旭东,董蕾(1.甘肃联合大学理工学院,兰州730000;2.兰州理工大学电信工程学院,兰州730o50)摘要:针对城镇污水处理的特点和控制要求,设计了一个基于贝加莱PCC和以太网的污水处理监控系统,论述了系统的组成和工作原理。各控制站对数据进行处理,并且使用工控机对系统进行监控。实际运行结果证明:该方案控制结果良好,达到了污水处理标准,为城市污水处理监控高效化提供了良好的基础。关键词:可编程计算机控制器;以太网;污水处理;监控系统中图分类号:TP273文献标志码:A文章编号:1000—0682(2010)03—0077—05ApplicationofPCCinurbansewagetreatmentZHENGZhuo,ZHANGDong,LIUXudong,DONGLei(1.CollegeofTechnology,GansuUnionUniversity,Lanzhou730000,China;2.CollegeofElectricandInformationEngineering,LanzhouUniversityofTechnology,Lanzhou730050,China)进Abstract:Accordingtocharacteristicandcontrolrequirementoftheurbansewagetreatment,thispaperputsforwardamonitoringandcontrolsystemforsewagetreatmentbasedonB&RPCCandEther—net,anddiscussescompositionandoperatingprinciple.I11edataisprocessedbythecontrolstation,andthesystemismonitoredbyindustrialpersonalcomputer.Theactualoperationprovesthattheprogramcontrolswithgoodresult,reachesthesewagetreatmentstandardsandprovidesagoodfoundationtomoni—torurbansewagetreatmentefficiently.Keywords:PCC;Ethernet;sewagetreatment;monitoringcontrolsystem0引言1污水处理流程随着计算机和通信技术的发展及自动化水平的该污水处理厂日处理污水量为50000m。/d,出不断提高,越来越多的工厂采用分布式控制、集中信水标准要求实现国家《城镇污水处理厂污染物排放息管理的控制模式。污水处理厂运用集散控制系统标准》一级B标准,对污水进行3个阶段的处理。模型可以最大限度提高污水处理厂运行的可靠性,鼓风机房提高出水水质,降低能耗和工人劳动强度,达到提高经济效益的目的。可编程计算机控制器(Program—2个CASSmableComputerController,简称PCC)以其高可靠鞫反应池性、编程方便、耐恶劣环境、功能强大等特性已成为千加沙水分离器工业控制领域中增长速度最迅猛的工业控制设备,它能很好地解决工业控制领域普遍关心的可靠、安f冲洗水池i同l加药间l全、灵活、方便、经济等问题_5J。该文以兰州某县的■污水处理为例,介绍了基于贝加莱PCC和以太网的污水处理自动控制系统的实现。图1污水处理流程图一级处理主要去除污水中呈悬浮状态的固体污收稿日期:2009—08—31作者简介:郑卓(1968),女,工学硕士,现任甘肃联合大学理染物质,经过一级处理的污水,BOD一般可去除工学院讲师,主要研究方向为现场总线。30%左右,达不到排放标准。一级处理属于二级处\n·78·业仪表与自动化装置2010年第3期理的预处理。二级处理主要去除污水中呈胶体和溶各个环节中设置了完整的全过程检测仪表,如流量、解状态的有机污染物质(BOD,COD物质),去除率液位、压力、pH、溶氧仪等检测仪表,确保对工艺全可达90%以上,使有机污染物达到排放标准⋯。三过程运行状态、水量、水质的监控,满足各环节的自级处理进一步处理难降解的有机物、氮和磷等能够动控制需要。自动控制系统采用开放的分布式导致水体富营养化的可溶性无机物等。处理工艺采控制系统,整个污水厂自控系统由中央控制室操作用CASS池工艺生化处理,尾水达标后排入黄河。员站、现场PCC控制站和现场仪表组成。中央控制污泥处理采用机械浓缩脱水处置工艺,泥饼外运卫室操作员站和现场PCC控制站之间通过工业以太生填埋,污水处理流程如图1所示。网连接,数据和参数可以在PCC与中央控制室管理站之间相互传送;PCC控制站和现场仪表之间通2系统控制方案过现场总线和4~20mA进行数据传输;电机控制2.1系统工艺分析中心MCC控制站通过PCC控制站的输入输出模块在沉淀池单元,利用超声波液位变送器、提升泵和PCC进行数据传输,系统控制结构如图2所示。和PCC构成了一个控制回路。液位变送器将液位监控计算机管理计算机打印机变化转化成信号传送给PCC,然后PCC根据信号做出相应的反馈给变频器,通过PID控制电磁阀来调整泵电机的频率和启停台数,以此控制沉淀池单元的水量。CASS池单元是整个处理工艺的核心单元。系统在传统CASS池的前端增加了一个生物选择区(缺氧运行),采用双池进水,循环周期采用6h,CASS池每日按4个周期运行,时段分配为:进Jk/曝气/回流4.0h;静止沉淀1.0h;滗水闲置(排泥)图2系统网络1.0h。在PCC现场控制站上,配置了带TCP/IP接口PCC通过CASS池中的pH值、氧化还原电位、的通信模块,以便和中央控制站通信。另外还提供溶解氧、混合液悬浮固体浓度以及电导率值等参数可编程的串口,以便与第三方智能串口设备进行通的变化,做出相应的反馈信号传送给泵、变频器和电信。PCC现场控制站监视和控制污水处理的整个生动阀,变频器通过PID方式控制鼓风机组,保持管内产过程,并通过通信网络与监控计算机及其他现场压力恒定。通过泵、鼓风机的启停和调整电动阀的控制设备进行通信。中控室能够观察到一些重要的开度来实现CASS池污水处理工艺的自动控制,使运行状态和工艺参数,对现场设备进行操作及控制其达到最佳处理状态。参数的设置和修改。考虑到方便、安全调试和运行2.2污水处理控制方案以及紧急情况,整个系统主要机械设备的控制采用根据污水厂的分布情况,共设有3个PCC现场就地手动控制、自动控制、中央控制站遥控的3层控控制站,分别设置在3个位置。制模式;其他设备采用现场控制、中央控制的2层控1)粗格栅及污水提升泵房控制室,实现对所有制模式。现场在线仪表的数据采集,负责粗格栅及污水提升2.3硬件设计泵房、细格栅及沉砂池、配水井、进厂水水质的设备上位机硬件系统配置监控计算机为2台研华工控制及数据采集。控机P4,其性能稳定、可靠、性价比高。因为该厂以2)变配电室控制室,负责鼓风机房、CASS反应前使用西门子产品,拥有SIMATICW1NCC6.0软池、接触池、加氯问、出厂水水质的设备控制及数据件,因此为了减少不必要的成本,采取OPC技术来采集。负责PCC和WINCC软件的数据通信,主要实现对3)污泥脱水机房控制室,负责贮泥池、污泥脱污水处理各工艺参数的检测与控制。水机房、冲洗水池的设备控制及数据采集。下位机系统采用3台贝加莱高性能X20CP1485其中变配电室现场控制站还包括4个远程站,控制器,自带以太网,和RS232或CAN通信接口,其分别设置在CASS反应池滗水器附近。在工艺流程处理频率达到Celeron400MHz,达到400s任务执\n2010年第3期工业仪表与自动化装置·79·行时间。通过编制控制程序,对现场控制站I/0模~yelxc块进行数据采集和分析、运算并相应输出结果。自“Usel-一t~ser删带以太网接口实现与监控中心数据通信,采用容易UserUser酬扩展X20lfO单元,采集远程设备数据信号。结构uycVser舶M紧凑,功能齐全,性价比高,安装方便。UserR0m耋llc~三-器VsetB0m根据上述控制内容和工艺要求,控制系统需完UsetR0M成对系统参数的检测、控制、报警和自动生成报表等Usel-R0mUserI【0M功能。因为监控系统采集和控制的点数非常多,为晕二_二二了实现系统正常、稳定、安全、高效地运行,系统以工业以太网链接为主干网;局部采用RS485主从式链鑫^cP10:camProfileACPIOErrorTextTable路的局域网形式。上位机通过100MEthernet,采用$^PgL'OPOS:P~rsaeterTableTCP/IP协议与上位机进行信息传输。通过上位机与主控单元实现对工业现场的实时监视和控制,实图3系统程序流程图践表明系统运行良好。利用其强大的上下位全集成功能,节约了开发时间,2.4软件设计增强了系统的透明访问度。WinCCV6.0可以通过贝加莱的PCC控制器采用分时多任务操作系OPC技术与贝加莱PCC进行通信。首先要设置好统,可将控制要求分成多个任务并且在一个扫描周贝加莱OPC服务器相应的配置,接着在WinCC的期内同时执行。系统软件使用AutomatonStudio,它变量管理器中添加OPC驱动程序,选择好变量类支持标准的C、Basic、梯形图、指令表、顺序结构图等型,然后就可以将已经存在的OPC变量添加到6种标准的开发语言,提供了强大的数据运算和处WinCC中J。这样WinCC可以同时直接集成3个理能力。同时编程环境中包含丰富的函数库及功能PCC站上的所有I/O点和程序中的变量,省去了程块,大大减轻了开发人员的工作量。系统使用高级序上大量的数据交换,减轻了调度PCC的负荷。语言C进行编程,其运算时间快,而且容易实现模操作员站的2台工控机作为冗余服务器,支持块化编程。加上PCC的分时多任务系统,可以使控TCP/IP网络协议。在组态服务器时,系统会要求将制更加快速和精确,以达到更好的控制目标。Auto—2台服务器中的一台定为缺省主机,另一台为冗余marionStudio对所有自动化系统完成集成和配置任伙伴服务。在缺省主机上创建工程项目,并对该项务,并且能准确地识别硬件组件,提供直观精确的诊目进行组态,建立与各PCC连接的驱动程序,在各断功能,远程诊断功能,开放式接口。它的硬件和软个驱动程序下建立驱动连接以及过程变量,归档变件都是模块化的,可以根据控制需要组合成污水处量记录和报警记录,创建过程画面等。理的专用控制系统,并具有灵活自由的联网和扩展在监控画面中,可以实现自动控制调节中的手能力。所有的模块(包括液位控制模块、温度控制动/自动切换、给定值输入、参数输入等功能,使操作模块等智能模块)通过一个系统总线进行连接通人员操作管理很方便。利用此软件可以完成监视器信,中间没有接口,并且还具有分时多任务操作系显示所需的现场设备监控画面。如系统状态图、硬统,可以设定程序循环周期。例如该系统就针对不件报警、工艺报警、模拟量趋势、对比趋势、操作日同的控制要求采用了3种不同的循环时间,这样系志、报表输出等。可直观、动态地显示出现场各部位统控制就可以分时实现各自的控制目标,使CPU的重要参数的变化。系统监控总界面和进水泵界面,利用率达到最高。AutomationStudio是确保透明性如图4、图5所示。的研发过程和机器高效运行的安全性保障。系统的4结束语程序流程如图3所示。该污水监控系统集PCC技术、网络通信技术、3控制系统上位机设计计算机技术、传感器技术、数据库管理于一体,采用为了减少成本,上位机软件使用已有的西门子分散控制、集中管理、综合监控的模式,准确掌握了公司的WinCCV6.0版本。WinCC是专门为过程控污水处理各项工艺指标,快速监控设备运行状态,降制和现场监控开发的监控系统软件。在组态时充分低了现场操作人员及生产管理者的劳动强度,大大\n·80·_T业仪表与自动化装置2010年第3期图4监控系统人机界面图5监控系统进水泵界面提高了污水在线监测的自动化程度。在采用技术和出版社,2006.软硬件选型上,通过合理的方案配置使污水处理监[2]郑兴灿.城市污水处理技术决策与典型案例[M].北京:中国建筑工业出版社,2007.测系统达到最佳的性能价格比。目前该方案已经投[3]商建锋,马承先.PCC在水电站计算机监控系统中的入使用,获得厂方好评。应用[J].电气应用,2008,27(24):71—73.参考文献:[4]曹丽婷,田景文,黄桂林.PLC和组态软件在污水处理[1]柏景方.污水处理技术[M].哈尔滨:哈尔滨工业大学远程监控系统中的应用[J].机床与液压,2008,7(3):\n2010年第3期工业仪表与自动化装置·81·202—205.[J].电气自动化,2003,25(2):31—34.[5]齐蓉,肖维荣.可编程计算机控制器技术[M].北[7]王加伦.PCC控制技术在炼油厂污水处理装置上的应京:电子工业出版社,2005.用[J].石油化工高等学校学报,2005,3(1):66—69.[6]赵红忠,秦JJ'~1.SBR污水处理工艺及自动化控制弹性式压力仪表安全强制性国家标准技术要求简介罗娟(西仪集团有限责任公司西安工业自动化仪表研究所,西安710082)随着国家对工业过程测量和控制系统功能安全表2过压能力的重视,控制系统和测量仪表的安全标准相继提出压力表测量范围上限值过压能力和制定。强制性国家标准《弹性式压力仪表通用安≤l01.5倍测量上限值全规范》(以下简称标准)于2007年立项,历时两>10~≤601.3倍测量上限值年,起草工作已全部完成,正待批准发布。该标准的>60一≤16o1.2倍测量上限值制定对于保障弹性式压力仪表的安全运行和使用者的人身安全是非常必要的。3泄压功能影响弹性式压力仪表使用安全的因素很多,一标准规定对有泄压功能的压力表,当其弹性元般认为主要有以下4种:疲劳破坏、过压破坏、泄压件破裂时,应能及时释放表壳内蓄积的压力,不得使安全、化学反应及腐蚀破坏。参考相关美国标准和表玻璃飞出。避免因气体聚集产生危险。欧盟标准并结合我国现行国家标准GB/T1226《一般压力表》的具体实施情况,设立了如下技术指标4安全用表建议用以保障压力仪表的使用安全。对于腐蚀破坏和化学反应破坏因其成因复杂,1疲劳目前尚缺乏有效的定性与定量考核手段,但压力表的正确选用也可以有效避免许多危险产生。本标准压力表的弹性元件承受一定的幅度、频率、波形参考国家标准GB/T1226和美国国家标准,在标准的反复交变负荷而不发生破裂的能力。理论上讲,的资料性附录中给出了安全用表建议:压力表所能承受的交变负荷次数越多,其安全性也1)为保障安全,建议用户选用带有泄压功能的越有保障。但考虑制造能力和使用情况并参考欧盟压力表。标准,本标准对疲劳指标进行了分档要求(见表1):2)压力表焊接的强度受焊接方式、焊料的影表1交变负荷次数响;连接效果受温度、强度和腐蚀介质的影响,使用压力表测量范围上限值交变负荷次数时应考虑这些因素。≤2.5MPa10万次3)对耐振型充油压力表,如果灌充甘油或硅>2.5MPa~≤60MPa5万次油,应避免在强氧化剂的环境中使用,潜在危险来自>60一≤1602.5万次化学反应引起的爆炸。交变频率:60-4-5次/分钟;幅度:测量上限的4)在压力连接和弹性元件之间,建议放置限制3O%~60%器,它可帮助控制逸出气体,减少危险。2过压5)不提倡一只压力表在某一场合使用后又移作它用。如果必须这样使用时,应该考虑其化学兼压力表的弹性元件承受超过测量范围上限值而容性、部分疲劳和腐蚀。不发生破裂的能力。它区别于GB/T1226“超压”超6)当工作压力介质具有腐蚀性时,应与厂家协过测压上限一定幅度后仍能保证精度的要求。根据商,选择合适的弹性元件及接头元件材料。国内生产企业的测试数据,作了如表2的规定。