

- 122.00 KB
- 2023-01-02 08:31:05 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
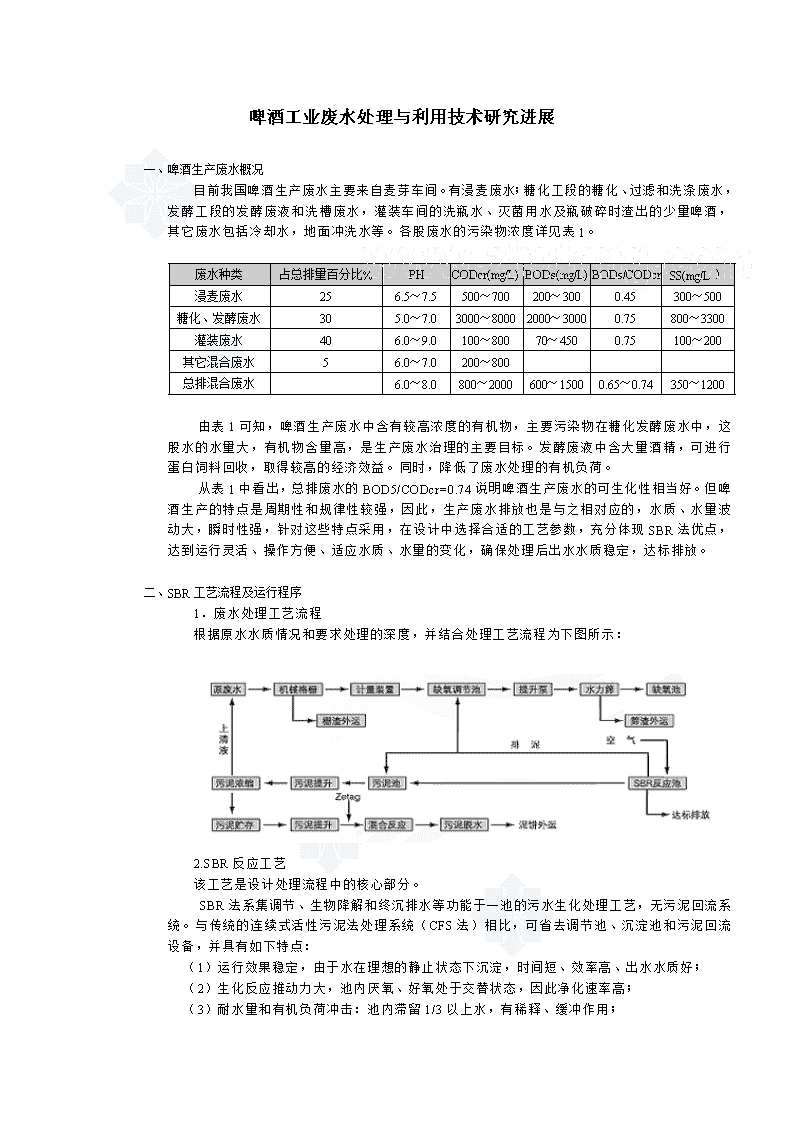
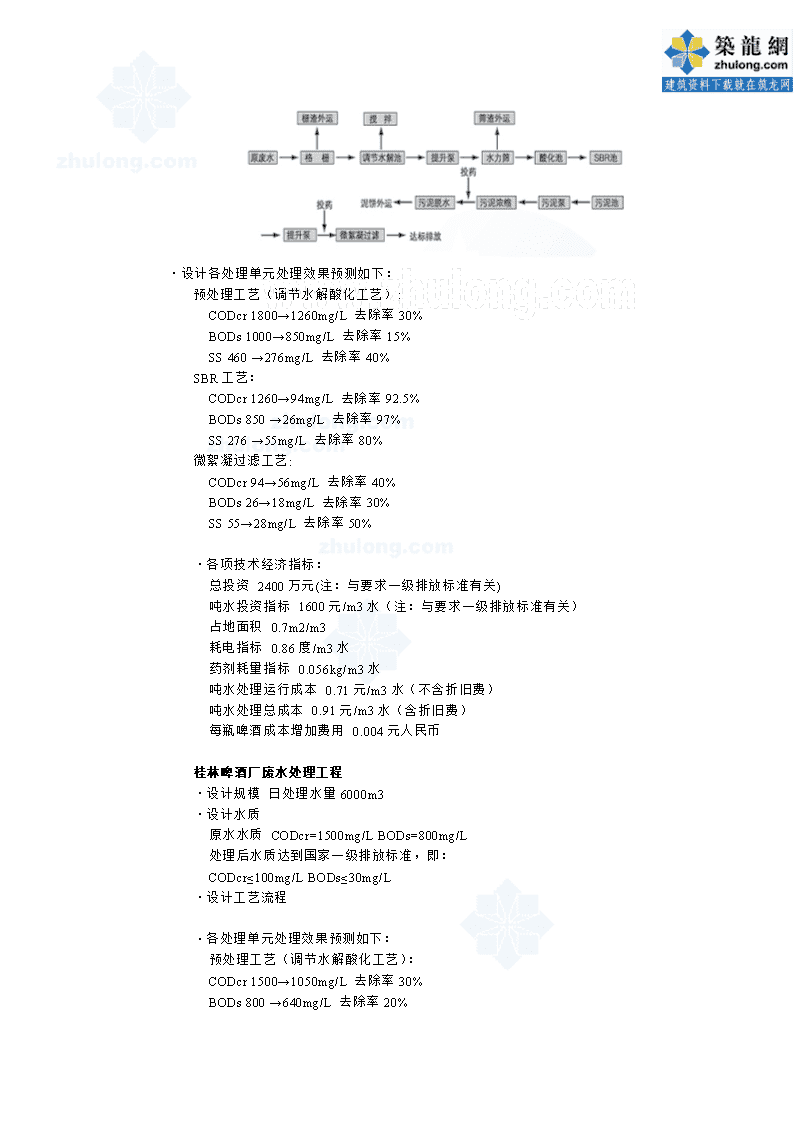
啤酒工业废水处理与利用技术研究进展一、啤酒生产废水概况目前我国啤酒生产废水主要来自麦芽车间。有浸麦废水;糖化工段的糖化、过滤和洗涤废水,发酵工段的发酵废液和洗槽废水,灌装车间的洗瓶水、灭菌用水及瓶破碎时渣出的少量啤酒,其它废水包括冷却水,地面冲洗水等。各股废水的污染物浓度详见表1。废水种类占总排量百分比%PHCODcr(mg/L)BODs(mg/L)BODs/CODcrSS(mg/L)浸麦废水256.5~7.5500~700200~3000.45300~500糖化、发酵废水305.0~7.03000~80002000~30000.75800~3300灌装废水406.0~9.0100~80070~4500.75100~200其它混合废水56.0~7.0200~800 总排混合废水 6.0~8.0800~2000600~15000.65~0.74350~1200 由表1可知,啤酒生产废水中含有较高浓度的有机物,主要污染物在糖化发酵废水中,这股水的水量大,有机物含量高,是生产废水治理的主要目标。发酵废液中含大量酒精,可进行蛋白饲料回收,取得较高的经济效益。同时,降低了废水处理的有机负荷。 从表1中看出,总排废水的BOD5/CODcr=0.74说明啤酒生产废水的可生化性相当好。但啤酒生产的特点是周期性和规律性较强,因此,生产废水排放也是与之相对应的,水质、水量波动大,瞬时性强,针对这些特点采用,在设计中选择合适的工艺参数,充分体现SBR法优点,达到运行灵活、操作方便、适应水质、水量的变化,确保处理后出水水质稳定,达标排放。二、SBR工艺流程及运行程序1.废水处理工艺流程根据原水水质情况和要求处理的深度,并结合处理工艺流程为下图所示:2.SBR反应工艺该工艺是设计处理流程中的核心部分。 SBR法系集调节、生物降解和终沉排水等功能于一池的污水生化处理工艺,无污泥回流系统。与传统的连续式活性污泥法处理系统(CFS法)相比,可省去调节池、沉淀池和污泥回流设备,并具有如下特点: (1)运行效果稳定,由于水在理想的静止状态下沉淀,时间短、效率高、出水水质好; (2)生化反应推动力大,池内厌氧、好氧处于交替状态,因此净化速率高; (3)耐水量和有机负荷冲击:池内滞留1/3以上水,有稀释、缓冲作用;\n (4)工艺过程中的各工序可根据水质、水量进行调节,运行灵活; (5)处理设备少、构造简单,便于操作和维护管理; (6)由于反应池内DO及BODs浓度梯度的存在,好氧与厌氧反应可交替运行,有效地控制活性污泥膨胀; (7)应用电动阀、液位计、自动计时器及可编程序控制器可使SBR反应过程实现自动化。 由于SBR法具有以上这些优点和独特的简单工艺处理流程,近年来得到迅速推广,并不断得到改进、完善,使其成为目前世界上污水处理技术中的热门工艺,目前已有相当数量SBR工艺在世界各国成功地进行。同样,在国内近几年来也得到了迅速兴起和发展。天津、江苏、广东、云南、福建等地方,均有成功的工程实例和正在兴建中的工程项目。 SBR反应工艺的设计根据上述特点和水质、水量结合各厂实际情况。SBR反应池运行周期、反应池数、反应期的曝气时间可灵活掌握,亦可在充水期的后期或结束时再进行曝气,以便使反应池内能够形成基质浓度梯度和抑制污泥膨胀。·每组SBR反应池运行的控制程序;·充分采用电动进水阀按时间和液位自动切换电动阀的开启与关闭;反应采用电动进气阀按时间自动切换电动阀的开启与关闭;·沉淀采用时间进行控制;·排水采用专用滗水器按液位进行控制。·为达到上述控制要求,在SBR反应池系统中均设置了进水、进气和排泥电动阀、相应的液位和泥位的显示与控制装置,采用PLC可编程序控制器,依程序,按时间和液位实现全过程自动控制。3.主要技术经济指标SBR工艺与传统的活性污泥法相比较,在相同的水量、水质和处理出水水质的前提下,其一次性基建投资可节省25%左右,占地面积可减少30%,运行费用可降低20-30%。由此可以看出,SBR工艺应用于啤酒生产废水处理有其显著的经济意义和独特优势。4.主要工程实例几年来本公司采用SBR工艺和生物接触氧化法处理啤酒生产废水已经有很多工程,其中采用SBR工艺的工程有燕京啤酒集团总厂(南厂)、桂林啤酒厂、淮南啤酒厂和甘肃某啤酒厂等多项啤酒废水处理工程。现简介如下两个工程实例。4.1SBR工艺处理啤酒废水工程实例燕京啤酒集团南厂(总厂)处理工程·设计规模日处理水量15000m3·设计水质 原水水质CODcr=1800mg/LBODs=1000mg/LSS=460mg/L 处理后水质达到北京市一级排放标准,即: CODcr≤60mg/LBODs≤20mg/LSS≤50mg/L·设计工艺流程\n·设计各处理单元处理效果预测如下:预处理工艺(调节水解酸化工艺): CODcr1800→1260mg/L去除率30% BODs1000→850mg/L去除率15% SS460→276mg/L去除率40%SBR工艺: CODcr1260→94mg/L去除率92.5% BODs850→26mg/L去除率97% SS276→55mg/L去除率80%微絮凝过滤工艺: CODcr94→56mg/L去除率40% BODs26→18mg/L去除率30% SS55→28mg/L去除率50%·各项技术经济指标: 总投资2400万元(注:与要求一级排放标准有关) 吨水投资指标1600元/m3水(注:与要求一级排放标准有关) 占地面积0.7m2/m3 耗电指标0.86度/m3水 药剂耗量指标0.056kg/m3水 吨水处理运行成本0.71元/m3水(不含折旧费) 吨水处理总成本0.91元/m3水(含折旧费) 每瓶啤酒成本增加费用0.004元人民币桂林啤酒厂废水处理工程·设计规模日处理水量6000m3·设计水质 原水水质CODcr=1500mg/LBODs=800mg/L 处理后水质达到国家一级排放标准,即: CODcr≤100mg/LBODs≤30mg/L·设计工艺流程·各处理单元处理效果预测如下: 预处理工艺(调节水解酸化工艺): CODcr1500→1050mg/L去除率30% BODs800→640mg/L去除率20%\n SBR工艺: CODcr1050→98mg/L去除率91% BODs640→29mg/L去除率95%·各项技术经济指标: 工程总投资800万元 吨水投资指标1330元/m3水 占地面积指标0.64m2/m3水 耗电指标0.73度/m3水 药剂耗量指标0.001kg/m3水 吨水处理运行成本0.59元/m3水(不含折旧费) 吨水处理总成本0.68元/m3水(含折旧费) 每瓶啤酒成本费增加0.005元人民币中国最大的啤酒废水处理工程(北京燕京啤酒集团公司)§出水:CODcr≤60mg/l§水质:BOD5≤30mg/l