

- 516.99 KB
- 2023-01-02 08:31:06 发布

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
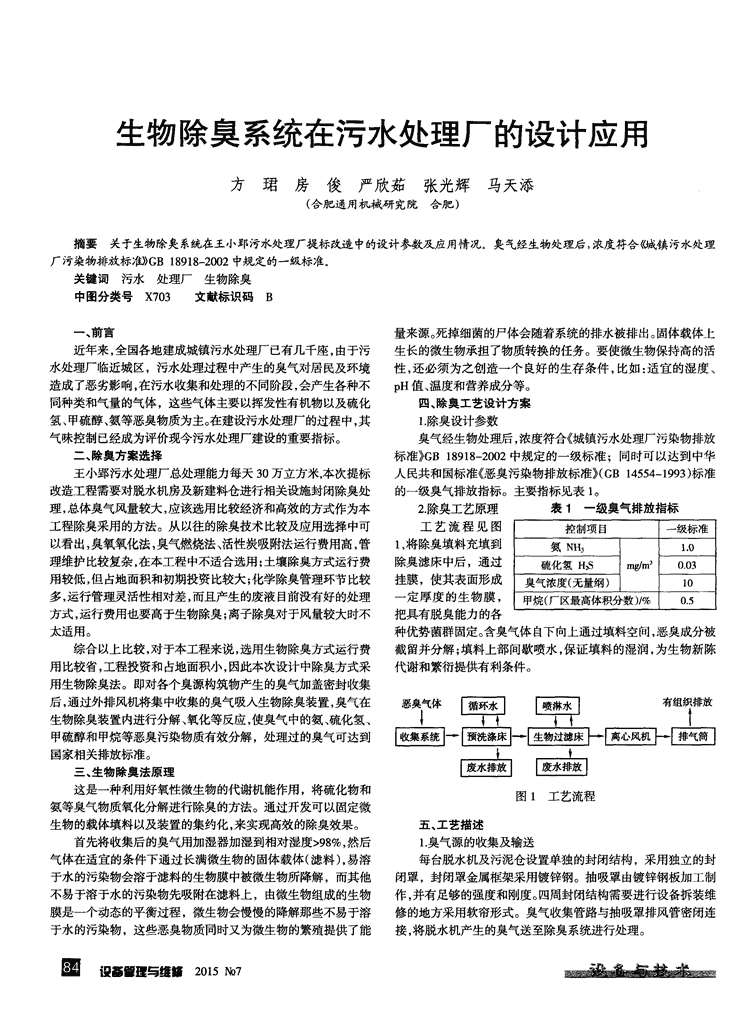
生物除臭系统在污水处理厂的设计应用方瑁房俊严欣茹张光辉马天添(合肥通用机械研究院合肥)摘要关于生物除臭系统在王小郢污水处理厂提标改造中的设计参数及应用情况。臭气经生物处理后,浓度符合((城镇污水处理厂污染物排放标GB18918—2002中规定的一级标准。关键词污水处理厂生物除臭中图分类号X703文献标识码B一、前言量来源。死掉细菌的尸体会随着系统的排水被排出。固体载体上近年来,全国各地建成城镇污水处理厂已有几千座,由于污生长的微生物承担了物质转换的任务。要使微生物保持高的活水处理厂临近城区,污水处理过程中产生的臭气对居民及环境性,还必须为之创造一个良好的生存条件,比如:适宜的湿度、造成了恶劣影响,在污水收集和处理的不同阶段,会产生各种不pH值、温度和营养成分等。同种类和气量的气体,这些气体主要以挥发性有机物以及硫化四、除臭工艺设计方案氢、甲硫醇、氨等恶臭物质为主。在建设污水处理厂的过程中,其1.除臭设计参数气味控制已经成为评价现今污水处理厂建设的重要指标。臭气经生物处理后,浓度符合《城镇污水处理厂污染物排放二、除臭方案选择标准》GB18918—2002中规定的一级标准;同时可以达到中华王小郢污水处理厂总处理能力每天3O万立方米,本次提标人民共和国标准《恶臭污染物排放标准》(GB14554—1993)标准改造工程需要对脱水机房及新建料仓进行相关设施封闭除臭处的一级臭气排放指标。主要指标见表1。理,总体臭气风量较大,应该选用比较经济和高效的方式作为本2.除臭工艺原理表1一级臭气排放指标工程除臭采用的方法。从以往的除臭技术比较及应用选择中可工艺流程见图控制项目一级标准以看出,臭氧氧化法,臭气燃烧法、活性炭吸附法运行费用高,管1,将除臭填料充填到氨NH31.O理维护比较复杂,在本工程中不适合选用;土壤除臭方式运行费除臭滤床中后,通过硫化氢H2smg/m0.O3用较低,但占地面积和初期投资比较大;化学除臭管理环节比较挂膜,使其表面形成臭气浓度(无量纲)10多,运行管理灵活性相对差,而且产生的废液目前没有好的处理一定厚度的生物膜,甲烷(厂区最高体积分数)/%0.5方式,运行费用也要高于生物除臭;离子除臭对于风量较大时不把具有脱臭能力的各太适用。种优势菌群固定。含臭气体自下向上通过填料空间,恶臭成分被综合以上比较,对于本工程来说,选用生物除臭方式运行费截留并分解;填料上部间歇喷水,保证填料的湿润,为生物新陈用比较省,工程投资和占地面积小,因此本次设计中除臭方式采代谢和繁衍提供有利条件。用生物除臭法。即对各个臭源构筑物产生的臭气加盖密封收集后,通过外排风机将集中收集的臭气吸人生物除臭装置,臭气在恶臭气体生物除臭装置内进行分解、氧化等反应,使臭气中的氨、硫化氢、l甲硫醇和甲烷等恶臭污染物质有效分解,处理过的臭气可达到圆一国家相关排放标准。圆●圆’三、生物除臭法原理这是一种利用好氧性微生物的代谢机能作用,将硫化物和图1工艺流程氨等臭气物质氧化分解进行除臭的方法。通过开发可以固定微生物的载体填料以及装置的集约化,来实现高效的除臭效果。五、工艺描述首先将收集后的臭气用加湿器加湿到相对湿度>98%,然后1.臭气源的收集及输送气体在适宜的条件下通过长满微生物的固体载体(滤料),易溶每台脱水机及污泥仓设置单独的封闭结构,采用独立的封于水的污染物会溶于滤料的生物膜中被微生物所降解,而其他闭罩,封闭罩金属框架采用镀锌钢。抽吸罩由镀锌钢板加工制不易于溶于水的污染物先吸附在滤料上,由微生物组成的生物作,并有足够的强度和刚度。四周封闭结构需要进行设备拆装维膜是一个动态的平衡过程,微生物会慢慢的降解那些不易于溶修的地方采用软帘形式。臭气收集管路与抽吸罩排风管密闭连于水的污染物,这些恶臭物质同时又为微生物的繁殖提供了能接,将脱水机产生的臭气送至除臭系统进行处理。田没备管理与维僚2015No7\n\n状态监测与故障诊断技术在石化企业的应用唐伟潘从锦严锡琳z姜文波:于江龙z(1.新疆克拉玛依市科比技术有限公司新疆克拉玛依2.新疆克拉玛依石化公司新疆克拉玛依)摘要旋转设备振动监测技术、往复压缩机状态监测技术、油液铁谱分析技术在石化企业关键设备中的应用,及时发现和排除设备故障及隐患,提高设备运行可靠性。关键词状态监测故障诊断应用与效果中图分类号TH17文献标识码B一、设备状态监测与故障诊断技术概述得机体、转子或其他零件部位的振动量值、频率和相位3个要设备状态监测通常是指通过测定设备某些特征参数(振动、素,经过对信号的分析处理与识别,可能了解到机器的振动特温度、超声波等),来检查其状态是否正常,状态监测与故障诊断点、结构强弱、振动来源,故障部位和故障原因,为诊断决策提供技术通过了解和掌握设备使用状态,对设备可能要发生的或已了依据。因此,利用振动信号诊断故障的技术应用最为普遍。一经发生的故障进行预报、分析、判断,确定故障性质、类别、程度、方面,振动是回转机械运行中的最主要问题,另一方面振动信号原因、部位,指出故障发生和发展的趋势及后果,提出控制故障包含了丰富的机械运行状态信息,且信号易于拾取,便于在不影继续发展的措施,通过采取调整、维修、治理的对策消除故障,最响机器运行的情况下,进行监测和诊断。终使设备恢复正常状态。(1)由机械振动引起的设备损坏率很高,振动大即是设备有1.旋转设备振动监测诊断技术故障的表现。据统计,因各种原因引起的机械振动故障率达60%振动信号分析技术是转动机械故障诊断中应用最广泛,也以上,因此目前很多大中型企业的重要机泵设备,都备有振动信是最行之有效的方法。对转动设备的振动信号测试和分析,可获号检测仪器,进行离线或在线监测,用以判断故障,预报事故。预洗段长4m,滤料高度1.5m;生物过滤段长12nl,滤料高度G厂自然挥发水量,mTd1.5m,设备最大处理能力22500m3/h。设备为密闭空间,自然挥发量可忽略不计。一般睛况下,反应2.各段参数计算会产生少量水,二者可抵消,因而主要计算臭气带液量,一般进气(1)接触时间计算。滤料总体积170.4m3,停留时间27.3s>湿度为80%,出气湿度100%,气温按30℃计,气体密度1.16k20s;过滤速度198.06m/h<200rrdh。m],查表得30℃时,1kg干空气饱和水蒸气的含量为27.03g,(2)生物预洗段容积7.1×4×3m(L~IV~H)。处理能力22因此可计算除臭系统各区域每天增加的碱液量为3.39m3/d500m3/h。过滤面积28.4m2。七、除臭系统的控制(3)生物过滤段容积7.1x12x3m(××日);处理能力22500生物除臭系统采用PLC自动控制,控制系统设1套可编程m3/h。过滤面积85.2m。塔体滤料最大高度1.5m,塔总高度3m。控制器站和2套远程站,由可编程控制器及自动化仪表组成的(4)喷淋泵计算。气液比选择1.5%,生物洗涤段喷淋泵检测控制系统一现场控制站,用于管理和控制整个除臭系统的33.75m3/h,故选择水泵流量35m3/h,扬程30m,24h循环喷所有主设备及附属设备,并能采集该系统的所有设备工况及仪淋,共选择2台水泵,1用1备。生物过滤段喷淋泵33.75m3/h,表参数,使该系统的一切设备的运行状态、参数等在上位机上得故选择水泵流量35m3/h,扬程30m,喷淋时间1.67min/h,共到监控、操作。自控系统按照分散控制、集中管理的原则设置,对选择1台水泵。除臭工程各过程进行分散控制,再由通信系统对工程所有仪表3.耗水量计算及设备实行集中管理和调度。由于系统运行时生物预洗段有对臭气进行加湿功能,因而除臭工程设备控制分为3级,控制等级由高到低依次为:就将带走部分加湿水,因而长期运行时槽内液位会明显降低,需及地手动控制级、现场自动控制级、中央控制级,对应主要设备控时补充喷淋液,以满足喷淋泵抽水要求。根据物料平衡可计算补制的转换开关分为3挡,手动、自动和远程。充碱液中水量的损失量G。。八、结语Go=Gl+G2+G3目前本项目的除臭系统已建成并投入试运行,完全实现了式中Gd_一补给水量,m3/d项目设计意图,臭气经生物处理后,浓度符合《城镇污水处理厂G——臭气带液量,m3/d污染物排放标准》GB18918—2002中规定的一级标准。G厂~反应产生水量,m3/d[编辑利丈]国冒设备管理与维伍2015№7