

- 217.46 KB
- 2023-01-02 08:31:08 发布


- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
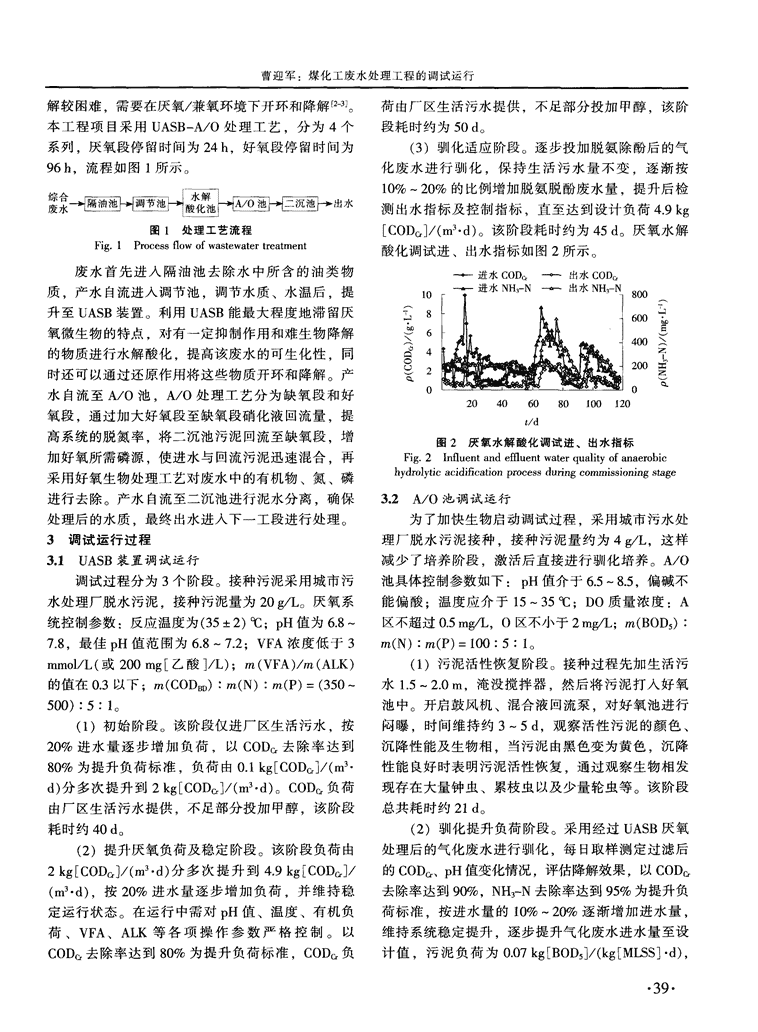
INDUSTRIALWATER&WASTEWATER工业用水与废水v。1.45No.4Au2014煤化工废水处理工程的调试运行曹迎军(大唐克旗煤制天然气公司,内蒙古赤峰025350)摘要:针对煤化工废水有毒、难生化的特点,采用高效厌氧水解酸化一好氧生化工艺处理该类废水。总结了厌氧和好氧阶段的实际调试过程,给出了控制参数,并分析解决调试中遇到的各类问题,为同类煤化工废水的处理提供参考。关键词:煤化工废水;生化处理;厌氧;好氧;调试运行中图分类号:X784.031文献标识码:A文章编号:1009—2455(2014)04—0038—03CommissioningandoperationofcoalchemicalindustrialwastewatertreatmentprojectCAOYing-jun(DonflagLargeCoalandNaturalGasCompany,Chifeng02535~China)Abstract:High-eficientanaerobichydrolyticacidification——aerobicbiochemicalprocesswasusedtotreatcoalchemicalindustrialwastewaterwhichcharacterizedbytoxicityandlow-degradability.Thecommissionpro—cessinanaerobicandaerobicStagewasintroduced,thecontrolparameterswereputforward,andtheproblemsencounteredinthecommissioningwereanalyzedandsolved,whichprovidedreferencesforcoalchemicalindus-trialwastewatertreatmentprojectofthesamekind.Keywords:wastewaterfromcoalchemicalindustry;biochemicaltreatment;anaerobic;aerobic;commission-ingandoperation目前,采用煤炭制取油、天然气及其它化工原水、生活污水、地坪冲洗水。综合废水量为l000料的工程项目正在全国兴起。在煤的气化过程中,m3/h,水质如表1所示。对粗煤气进行冷却、洗涤时产生大量废水。这些废表1综合废水及出水水质水组成复杂,含有大量酚、氰、油、NH一N、多环Tab.1Qualityofcomprehensivewastewaterandeffluentwatermg‘L-芳香族化合物及含氮、硫的杂环化合物等,是一种典型的难降解工业废水。目前,煤化工废水的处理主要采用生化法,如厌氧水解酸化一A/O处理工艺n]。煤气化废水具有生物毒性,对生化处理工艺的稳定运行具有不利影响。由于此类废水处理工程运行经验较少.造成工程运行调试周期长、难度大。本文结合工程实例,介绍煤化工废水水解酸化一A/O处理工艺调试运行过程,并对运行过程中存在的2处理工艺问题进行分析。以褐煤作为原料,采用鲁奇碎煤加压气化工艺1废水水质的煤化工项目产生的废水有机物浓度高,含有难降某企业以褐煤作为原料,采用鲁奇碎煤加压气解有机物,如单元酚、多元酚等含苯环和杂环类物化工艺。生产废水主要包括:气化废水、甲醇废质,有一定的生物毒性,这些物质在好氧环境下分·38·\n曹迎军:煤化工废水处理工程的调试运行解较困难,需要在厌氧/兼氧环境下开环和降解[2-33。荷由厂区生活污水提供,不足部分投加甲醇,该阶本工程项目采用UASB—A/O处理工艺,分为4个段耗时约为50d。系列,厌氧段停留时间为24h,好氧段停留时间为(3)驯化适应阶段。逐步投加脱氨除酚后的气96h,流程如图l所示。化废水进行驯化,保持生活污水量不变.逐渐按10%一20%的比例增加脱氨脱酚废水量,提升后检篓—匾]_]_出水测出水指标及控制指标,直至达到设计负荷4.9kg图1处理工艺流程[COD0]/(m。·d)。该阶段耗时约为45d。厌氧水解Fig.1Processflowofwastewatertreatment酸化调试进、出水指标如图2所示废水首先进入隔油池去除水中所含的油类物质,产水自流进入调节池,调节水质、水温后,提lO800升至UASB装置。利用UASB能最大程度地滞留厌600氧微生物的特点。对有一定抑制作用和难生物降解64004Z的物质进行水解酸化.提高该废水的可生化性.同I02002Z时还可以通过还原作用将这些物质开环和降解。产qO0水自流至A/O池,A/O处理工艺分为缺氧段和好2040608O10OI2O氧段,通过加大好氧段至缺氧段硝化液回流量,提t/d高系统的脱氮率,将二沉池污泥回流至缺氧段,增图2厌氧水解酸化调试进、出水指标加好氧所需磷源,使进水与回流污泥迅速混合,再Fig.2Influentandeffluentwaterqualityofanaerobichydrolyticacidificationprocessduringcommissioningstage采用好氧生物处理工艺对废水中的有机物、氮、磷进行去除。产水自流至二沉池进行泥水分离,确保3.2A/O池调试运行处理后的水质,最终出水进入下一工段进行处理。为了加快生物启动调试过程.采用城市污水处3调试运行过程理厂脱水污泥接种,接种污泥量约为4L,这样3.1UASB装置调试运行减少了培养阶段,激活后直接进行驯化培养。A/O调试过程分为3个阶段。接种污泥采用城市污池具体控制参数如下:pH值介于6.5~8.5,偏碱不水处理厂脱水污泥。接种污泥量为20g/L。厌氧系能偏酸:温度应介于15~35cI二;DO质量浓度:A统控制参数:反应温度为(35±2)℃;pH值为6.8~区不超过0.5m,0区不小于2re#L;m(BOD5):7.8,最佳pH值范围为6.8~7.2;VFA浓度低于3m(N):m(P)=100:5:1。mmol/L(或200mg[乙酸]/L);m(VFA)/m(ALK)(1)污泥活性恢复阶段。接种过程先加生活污的值在0.3以下;m(CODBD):m(N):m(P)=(350~水1.5~2.0m。淹没搅拌器,然后将污泥打入好氧500):5:l。池中。开启鼓风机、混合液回流泵,对好氧池进行(1)初始阶段。该阶段仅进厂区生活污水,按闷曝,时间维持约3~5d,观察活性污泥的颜色、20%进水量逐步增加负荷,以COD。去除率达到沉降性能及生物相,当污泥由黑色变为黄色,沉降80%为提升负荷标准,负荷由O.1kg[CODcr]/(m。·性能良好时表明污泥活性恢复.通过观察生物相发d)分多次提升到2kg[CODcr]/(m·d)。CODcr负荷现存在大量钟虫、累枝虫以及少量轮虫等。该阶段由厂区生活污水提供,不足部分投加甲醇,该阶段总共耗时约21d。耗时约40d。(2)驯化提升负荷阶段。采用经过UASB厌氧(2)提升厌氧负荷及稳定阶段。该阶段负荷由处理后的气化废水进行驯化,每日取样测定过滤后2kg[COD。]/(m·d)分多次提升到4.9kg[CODcr]/的CODpH值变化情况,评估降解效果,以CODcrm·d),按2O%进水量逐步增加负荷,并维持稳去除率达到9O%,NH一N去除率达到95%为提升负定运行状态。在运行中需对pH值、温度、有机负荷标准.按进水量的l0%~20%逐渐增加进水量,荷、VFA、ALK等各项操作参数严格控制。以维持系统稳定提升,逐步提升气化废水进水量至设COD0去除率达到80%为提升负荷标准,COD&负计值,污泥负荷为0.07kg[BOD]/(kg[MLSS]·d),·39·\nINDUSTRIALWATER&WASTEWATER工业用水与废水v。1.45No.4Aug.,2014NH一N负荷为0.018kg[NH3一N]/(kg[MLSS]·d)。镜和设备寿命,采用投加消泡剂和引入二沉池出水相检发现存在少量的钟虫、累枝虫、轮虫。其中游泳结合的消泡方法,使该情况得到了有效控制。针对型微生物较多,生物相相对单一。驯化期间需同时这种泡沫,应根据其产生的机理和废水特点,结合补充甲醇废水、生活污水以维持污泥浓度,由于系企业情况进行全面分析.并考虑控制措施的经济统前期培养未进行排泥,未投加磷源,该阶段耗时性、技术性、可行性等因素来采用相应措施(一种约65d。A/O池调试进、出水指标如图3所示。或多种),才能经济、合理地解决问题[4]。4.2A/O池pH值下降问题一进水COD3·0600调试过程中,由于进水m(BOD)/m(COD。)值S2.4450低,废水中NH一N浓度较高等因素,导致微生物营1.8300养物不平衡,A/O池硝化反应剧烈,消耗了大量的1.2Z0碱度,导致A/O池pH值下降较快,通过人工加入1500.6Zq片碱和调整营养物配比等措施,此现象得到抑制。O04.3二沉池飘泥问题2O4O6U80lOUl2Ut/d调试前期.大量污泥死亡造成二沉池飘泥,出图3A/O池调试进、出水指标水SS浓度较高,影响出水水质。并且造成污泥流Fig.3InfluentandeffluentwaterqualityofA/Opondduring失严重,导致调试成本增加,影响正常调试计划。commissioningstage通过采取4个系列相互倒泥,投加甲醇废水等营养3.3数据分析物质,适当增加曝气量,增大污泥回流、硝化液回(1)UASB装置调试情况分析。由于处于试车流等方法使二沉池飘泥问题得到了控制[5]。阶段,气化产水量有限,为了维持系统调试,利用5结语高浓度废水以及人工投加甲醇、氨水、粗酚等物料从本项目的调试情况可以看出。该类废水生化进行配水调试。由图2中的数据可以看出,开始阶处理调试周期较长.抗冲击能力较差.经常出现反段进水的CODNH-N浓度较高,基本符合设计复,并且镜检发现,其指示性的微生物种类单一,值,后期进水指标下降,符合实际情况。在第1O~运行控制相对困难。煤化工废水作为一种新型难降l7天中间由于引入高浓度甲醇废水,导致系统波解废水,其废水处理工程缺少实际的运行控制经动。在第60天后UASB出现问题,此后向其中加验,在实际生产过程中将会遇到很多问题,有待于入生活污水、甲醇废水进行调整,系统开始好转。进一步的研究与实践。目前该装置产水指标要好于设计值,系统对于参考文献:CODo的去除率在20%左右。[1]施永生,傅中见.煤加压气化废水处理[M].北京:化学工业(2)A/O池调试情况分析。由图3中的数据出版社、2001.可以看出,前期UASB装置受到冲击后。由于负荷[2]黄开东,李强,汪炎.煤化工废水“零排放”技术及工程应用现较低,A/O池受影响很小。随着负荷提升,A/O状分析[J].工业用水与废水,2012,43(5):1-6.池进水受到UASB装置运行情况影响逐渐增大。在[3]赵嫱,孙体昌,李雪梅,等.煤气化废水处理工艺的现状及发第60天UASB装置发生问题后,对污染物基本无展方向[J]。工业用水与废水,2012,43(4):1-6.[4]曹迎军,钟雄,樊振国.煤化工废水处理过程中泡沫的产生与去除效果,导致A/O池进水CODNH3-N浓度较控制[J].中国化工贸易,2012,4(11):148—148.高,出水指标产生波动。目前系统运行正常,[5]徐亚同,黄民生.废水生物处理的运行管理与异常对策[M].CODcr去除率在90%以上,NH一N去除率在98%北京:化学工业出版社.2003.以上,总酚去除率在85%以上。4调试过程中遇到的问题作者简介:曹迎军(1984一),男,甘肃临洮人,助理工程师,主4.1泡沫问题要从事煤化工废水处理及回用运行管理工作,(电子信箱)在驯化调试过程中发现A/O池泡沫很多.且消caoyingjun84@163.com。除困难,这种泡沫具有腐蚀性,严重影响操作环境收稿日期:2014—06—19(修回稿)·40·