

- 240.25 KB
- 2023-01-02 08:31:25 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
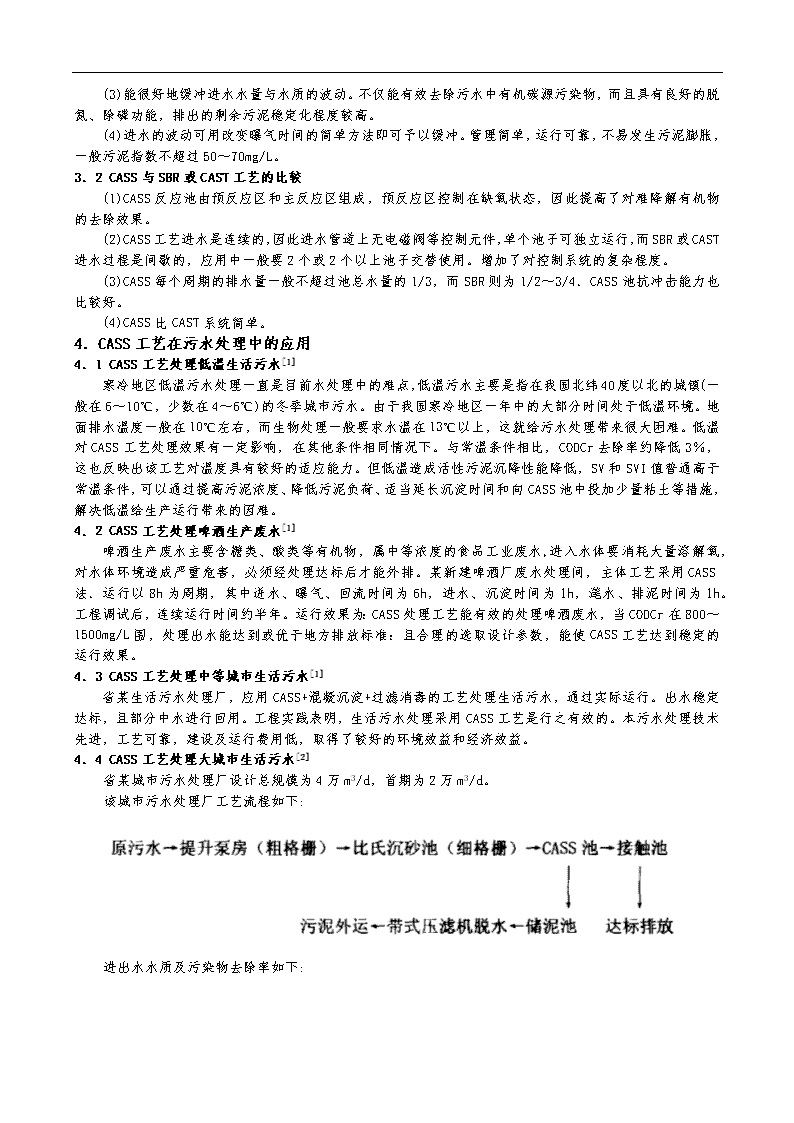
浅析CASS工艺特点及在污水处理中的应用王东浩1(1.理工大学环境与生物学院,市210094)摘要:CASS工艺(CyclicActivatedSludgeSystem)是一种较为先进的具有良好生物脱氮除磷性能的活性污泥法污水处理工艺,其具有节约占地、无需设初沉池和二沉池、基建费用低、抗冲击负荷能力强、操作管理方便等优点,已于近年来在我国污水处理行业得到了越来越多的应用。本论文以实际工程为研究对象,探讨CASS工艺处理污水的能力,工艺特点与优化方案,以及优化组合工艺处理废水的工程设计与运行情况。关键词:CASS工艺;污水处理;优化方案CASSprocesscharacteristicisanalysedanditsapplicationinwastewatertreatmentWangdonghao1(1.Nanjinguniversityoftechnologyinstituteofenvironmentalandbiological,Nanjing210094,China)Abstract:CASSprocess(CyclicActivatedSludgeSystem)isakindofadvancedhavegoodbiologicaldenitrificationandphosphorusremovalperformanceofwastewatertreatmentbyActivatedSludgeprocess,itcoversanareaofsaving,noneedatthebeginningofapond,andthesecondpond,lowcapitalcost,strongabilitytoresistimpactload,theadvantagesofconvenientoperationandmanagement,hasbeeninthesewagetreatmentindustryinourcountryinrecentyearshasbeenmoreandmoreused.Toactualengineeringastheresearchobject,thispaperdiscussestheabilityofCASSprocesssewage,processcharacteristicsandoptimizationscheme,andoptimizethecombinationprocessofwastewatertreatmentengineeringdesignandoperation.Keywords:CASSprocess;Sewagetreatment;Optimizationscheme\n0引言我国是一个严重缺水的国家,人均水资源占有量仅有世界平均水平的1甜,是全球13个人均水资源最贫乏的国家之一。水资源已经成为制约我国经济社会发展的重要因素。随着城市化水平和经济社会的快速发展,我国对于水资源的需求也会越来越大。根据水利部门的预测,到2030年我国人口至16亿时。人均水资源将降低到1700m3,总缺水量将达到400~500亿m3,已经达到了世界公认的缺水警戒线。因此.如何处理水资源短缺与经济社会发展之间的矛盾成为当务之急。在水资源紧缺的条件下,对于污水的处理是解决水资源短缺的重要方式,不仅可以实现水资源的循环利用,也是开展清洁生产、进行环境保护的重要措施。1.CASS工艺概述1.1CASS工艺简介CASS(CyclicActivatedSludgeSystem)工艺是SBR工艺的改进型,是循环活性污泥技术的一种型式。CASS工艺特指设有生物选择器及兼氧区和主反应区的可变容积反应池,以序批曝气非曝气方式运行的充放方式间歇活性污泥处理工艺,在一个反应器中完成有机污染物的生物降解和泥水分离的处理功能。它的循环操作运行过程包括以下四个阶段:进水一曝气阶段—沉淀阶段一上清液滗水一闲置阶段。1.2CASS工作原理在预反应区,微生物能通过酶的快速转移机理迅速吸附污水部分可溶性有机物,经历一个高负荷的基质快速积累过程,这对进水水质、水量、PH和有毒有害物质起到较好的缓冲作用。同时对丝状菌的生长起到抑制作用,可有效防止污泥膨胀:随后在主反应区经历一个较低负荷的基质降解过程。CASS工艺集反应、沉淀、排水、功能于一体,污染物的降解在时间上是一个推流过程,而微生物则处于好氧、缺氧、厌氧周期性变化之中,从而达到对污染物去除作用,同时还具有较好的脱氮、除磷功能。2.CASS工艺的主要技术特征2.1连续进水.间断排水传统SBR工艺为间断进水,间断排水,而实际污水排放多为连续或半连续的,CASS工艺可连续进水.克服了SBR工艺的不足,比较适合实际排水的特点,拓宽了SBR工艺的应用领域。虽然CASS工艺设计时均考虑为连续进水,但在实际运行中即使有间断进水,也不影响处理系统的运行。2.2运行上的时序性CASS反应池通常按曝气、沉淀、排水和闲置四个阶段根据时间依次进行。2.3运行过程的非稳态性每个工作周期排水开始时CASS池液位最高,排水结束时,液位最低,液位的变化幅度取决于排水比,而排水比与处理污水的浓度、排放标准及生物降解的难易程度等有关。反应池混合液体积和基质浓度均是变化的.基质降解是非稳态的。2.4溶解氧周期性变化.浓度梯度高CASS在反应阶段是曝气的。微生物处于好氧状态.在沉淀和排水阶段不曝气,微生物处于缺氧甚至厌氧状态。因此,反应池中溶解氧是周期性变化的,氧浓度梯度大、转移效率高,这对于提高脱氮除磷效率、防止污泥膨胀及节约能耗都是有利的。实践证实对同样的曝气设备而言,CASS工艺与传统活性污泥法相比有较高的氧利用率。3.CASS工艺优势3.1CASS与传统的活性污泥法的比较(1)建设费用低。省去了初次沉淀池、二次沉淀池及污泥回流设备,建设费用可节省20%~30%。工艺流程简洁,污水厂主要构筑物为集水池、沉砂池。CASS曝气池、污泥池,布局紧凑,占地面积可减少35%。(2)运转费用省。由于曝气是周期性的,池溶解氧的浓度也是变化的,沉淀阶段和排水阶段溶解氧降低.重新开始曝气时,氧浓度梯度大,传递效率高,节能效果显著,运转费用可节省10%~25%。\n(3)能很好地缓冲进水水量与水质的波动。不仅能有效去除污水中有机碳源污染物,而且具有良好的脱氮、除磷功能,排出的剩余污泥稳定化程度较高。(4)进水的波动可用改变曝气时间的简单方法即可予以缓冲。管理简单,运行可靠,不易发生污泥膨胀,一般污泥指数不超过50~70mg/L。3.2CASS与SBR或CAST工艺的比较(1)CASS反应池由预反应区和主反应区组成,预反应区控制在缺氧状态,因此提高了对难降解有机物的去除效果。(2)CASS工艺进水是连续的,因此进水管道上无电磁阀等控制元件,单个池子可独立运行,而SBR或CAST进水过程是间歇的,应用中一般要2个或2个以上池子交替使用。增加了对控制系统的复杂程度。(3)CASS每个周期的排水量一般不超过池总水量的1/3,而SBR则为1/2~3/4.CASS池抗冲击能力也比较好。(4)CASS比CAST系统简单。4.CASS工艺在污水处理中的应用4.1CASS工艺处理低温生活污水[1]寒冷地区低温污水处理一直是目前水处理中的难点,低温污水主要是指在我国北纬40度以北的城镇(一般在6~10℃,少数在4~6℃)的冬季城市污水。由于我国寒冷地区一年中的大部分时间处于低温环境。地面排水温度一般在10℃左右,而生物处理一般要求水温在13℃以上,这就给污水处理带来很大困难。低温对CASS工艺处理效果有一定影响,在其他条件相同情况下。与常温条件相比,CODCr去除率约降低3%,这也反映出该工艺对温度具有较好的适应能力。但低温造成活性污泥沉降性能降低,SV和SVI值普通高于常温条件,可以通过提高污泥浓度、降低污泥负荷、适当延长沉淀时间和向CASS池中投加少量粘土等措施,解决低温给生产运行带来的因难。4.2CASS工艺处理啤酒生产废水[1]啤酒生产废水主要含糖类、酸类等有机物,属中等浓度的食品工业废水,进入水体要消耗大量溶解氧,对水体环境造成严重危害,必须经处理达标后才能外排。某新建啤酒厂废水处理间,主体工艺采用CASS法.运行以8h为周期,其中迸水、曝气、回流时间为6h,进水、沉淀时间为lh,滗水、排泥时间为lh。工程调试后,连续运行时间约半年。运行效果为:CASS处理工艺能有效的处理啤酒废水,当CODCr在800~1500mg/L围,处理出水能达到或优于地方排放标准:且合理的选取设计参数,能使CASS工艺达到稳定的运行效果。4.3CASS工艺处理中等城市生活污水[1]省某生活污水处理厂,应用CASS+混凝沉淀+过滤消毒的工艺处理生活污水,通过实际运行。出水稳定达标,且部分中水进行回用。工程实践表明,生活污水处理采用CASS工艺是行之有效的。本污水处理技术先进,工艺可靠,建设及运行费用低,取得了较好的环境效益和经济效益。4.4CASS工艺处理大城市生活污水[2]省某城市污水处理厂设计总规模为4万m3/d,首期为2万m3/d。该城市污水处理厂工艺流程如下:进出水水质及污染物去除率如下:\nCASS生化池总设计水力停留时间为14h,其中生物选择区1.12h,兼氧区0.84h,主反应区12.04h。池有效水深为6m。工程总投资为1644.37万元,效果显著。4.5CASS工艺处理高COD生活污水[3]采用CASS工艺处理高浓度COD生活污水时,MLSS、曝气时的DO浓度、曝气时间及回流比等4个运行参数对COD去除效果的影响主次顺序依次为曝气时间、曝气时的DO浓度、MLSS、回流比。在满负荷运行条件下,当进水COD高达500mg/L左右时,控制曝气时间为140min、曝气时的DO浓度为3.5mg/L、MLSS为4.5g/L、回流比为25%,可使出水水质稳定达到GB18918—2002的一级B排放标准。5.CASS工艺在污水处理中的优化探究5.1CASS工艺处理优化调控,降低电耗[4]雁山污水厂根据实际进水情况:①水质波动较大(工业园企业生产作业周期以及预计影响);②主要服务人群学生的放假,2月,7月,8月CODCR和氨氮的指标都明显降低。做出调整规划,运用实验结果和实际经验相结合,在保证出水水质完全达到设计标准的同时,明显降低了单位水量电耗。另外CASS工艺不仅占地少,构筑物少,运行方法灵活,运行费用低等特点,还可以根据周边环境即对周边环境进行相应的调整。对水量变化大,水质不稳定的城镇污水也有较强的适应性。5.2CASS工艺处理降低病菌,污水回用[5]生活污水的特征是水质比较稳定,可生化性较好,总体污染物浓度不高,N、P浓度较高,含病原体,故采用以CASS为核心的工艺进行设计。该CASS工艺流程相对较为简捷,占地面积较小,抗冲击负荷能力较强,运行成本较低,整个工艺操作运行较为灵活简便,可最大程度地实行自动化管理控制。此外,由于小区生活污水含有致病细菌,该污水处理工艺还结合了液氯消毒工序,可达到小区生活污水的回用要求。总体而言,CASS工艺比较适合处理住宅生活区的生活污水。将CASS工艺与其他深度处理工艺相结合,可将住宅生活区的生活污水进行中水回用,节约水资源。5.3CASS工艺处理优化运行参数,改善处理效果[6]污水处理厂投入运行后出现污泥膨胀、污泥上浮及出水氨氮和总氮超标等问题进行探索和研究,并通过调整CASS池运行参数控制和解决问题,东北地区市何家沟平房污水处理厂出水水质不达标、污泥膨胀和污泥上浮等问题,通过现场小试试验的方式,对水厂CASS工艺的各个运行参数对其处理效能的影响情况进行了研究,对CASS工艺投入运行后出现的问题进行了探讨和研究,并最终解决问题。(1)CASS工艺的循环周期由4h改为6h后,出水水质有明显提高,曝气时间越短,COD和NH3-N去除效果越差;延长沉淀的时间可以改善出水中TN和SS含量的去除效果。考虑到能耗的问题,确定6h为CASS工艺的最佳运行周期。试验数据表明,排水比越小,COD去除率越高;排水比对氨氮出水浓度也有影响,但不十分明显;排水比越小,出水总氮浓度越小;排水比对出水SS浓度影响较为明显,排水比越小,出水SS浓度越小。从经济和处理能力综合考虑,确定1/3为CASS反应器最佳排水比。(2)试验对CASS反应器在冬季和夏季两种温度条件下的运行情况做出了对比研究,发现温度对CASS\n反应器出水水质有较大的影响。当反应器进水由常温变为低温时,除COD去除率下降不明显外,氨氮浓度、总氮浓度和SS浓度的去除率均有明显下降,但均能满足排放标准,说明CASS工艺具有较强的适应能力。试验数据表明,回流比升高时,CASS反应器的COD浓度和TN浓度去除率升高,氨氮浓度和SS浓度的去除率变化不明显;提高回流比对反应器出水水质有明显提高,但污泥回流比越高,能耗越大,从经济和处理能力的角度综合考虑,确定最佳污泥回流比为30%。(3)试验数据表明,碳氮比对CASS反应器处理效能较为明显的影响。碳氮比增加时,COD和TN去除率明显增加,SS去除率没有明显变化,但当碳氮比增加至12.1,氨氮浓度去除率明显下降,分析认为碳氮比过高,异养细菌对硝化细菌的抑制作用明显,硝化反应受到影响,去除率下降。(4)CASS工艺试运行后,发现在设计参数下运行,出水水质超标。将循环周期由4h提升至6h,排水比由1/4调整为1/3,污泥回流比由20%增加至30%,调整参数运行一段时间后,出水水质得到了改善,达到设计排放要求。(5)水厂运行过程中,CASS池发生了污泥膨胀现象。通过疏通堵塞的排泥管、加大排水比、加大污泥回流系数和控制反应区DO值等措施联合,污泥膨胀的现象得到了完全的控制。水厂运行过程中,CASS池发生了污泥上浮现象,分析认为主要是CASS池沉淀时间过长,引起反硝化作用产生N2造成的。通过加大排水比,由原来的1/4加大至1/3,减小沉淀时间等措施联合控制后,CASS池运转正常,出水水质达标。水厂运行过程中,出现了氨氮和总氮浓度超标的问题,分析认为是进水COD浓度突增造成的。通过增加污泥回流比和控制池DO值等措施联合控制后,出水水质完全达标。5.4CASS工艺处理优化溶解氧量,污泥回流比,调节污泥龄[7]某CASS工艺污水处理厂在处理污水中试验表明:(1)溶解氧量对CASS工艺处理污染物的去除率有一定的影响。曝气末端溶解氧量分别为2.0mg/L以下、2.0-3.0mg/L、3.0-4.0mg/L时,COD的平均去除率分别为87.37%、97.21%和97.91%;氨氮的平均去除率分别为91.61%、98.83%和94.67%;总氮的平均去除率分别为65.95%、68.77%和64.37%;总磷的平均去除率分别为77.52%、78.80%和77.95%。由此可见,从整体上考虑,曝气量过大或过小,都会对CASS工艺处理污染产生影响,因此,确定曝气末端溶解氧量为2.0-3.0mg/L为最佳曝气量。(2)污泥回流比对CASS工艺脱氮除磷效果有一定的影响。当污泥回流比分别为20%、30%、50%时,COD的平均去除率分别为97.21%、97.12%和97.25%;氨氮的平均去除率分别为98.83%、98.92%和98.99%;总氮的平均去除率分别为68.92%、71.27%和73.09%;总磷的平均去除率分别为78.80%、79.85%和77.18%。由此可见,污泥回流比对COD的影响较小;氨氮的去除率随着回流比的增加略微的增大;污泥回流比越大,总氮的去除效率越高;理论上来说污泥回流比越大,总磷的去除率越低,但本实验得出的结论是污泥回流比为30%时的去除率>污泥回流比为20%>污泥回流比为50%时的去除率,这是由于,当污泥回流比为30%时硝酸盐的量增大的不明显,但是随着污泥的回流,生物选择区的污泥保持了一定的浓度。因此,从整体上考虑应选取回流量为30%为最佳回流比。(3)污泥龄也是影响CASS工艺脱氮除磷效果的重要因素之一。当污泥龄分别为12d、15d、20d时,COD的平均去除率分别为97.48%、97.72%和97.12%;氨氮的平均去除率分别为95.90%、97.20%和98.92%;总氮的平均去除率分别为69.15%、69.78%和71.27%;总磷的平均去除率分别为88.81%、85.92%和79.85%。由结果可知:污泥龄不是影响COD处理效果的主要因素;随着污泥龄的增加,氨氮的去除率增大;污泥龄越大,总氮的去除效率就越高,去除效果就越好;污泥龄越小,总磷的去除效果就越好。由此可见,在CASS工艺中,脱氮和除磷是两个相互矛盾的过程,这是由于,硝化菌生长速率较慢,世代时间较长,而聚磷菌的生长速率较快,生长周期较短。因此,选择一个合适的污泥龄,对于CASS工艺脱氮除磷是至关重要的。试验选取最佳污泥龄为12d。5.5CASS工艺处理优化进水方式[8]省某酒精厂污水站CASS工艺的改造探讨了进水方式对填料/CASS处理玉米酒精废水效果的影响,以确定适宜的进水方式。(1)对3种进水方式下COD、NH3-N和TN的去除效果进行比较可知,瞬时进水最好,2h\n曝气进水次之,全程进水最差。其中前两者相比差别较小,考虑到实际工程运行中瞬时进水操作比较困难,建议实际中尽量减少反应器的进水时间。(2)瞬时进水和2h曝气进水时填料/CASS对玉米酒精废水的处理效果比较好,且出水稳定。监测指标均能满足《污水综合排放标准》(GB8978—1996)一级排放标准要求。6.CASS组合工艺在污水处理中的应用6.1HDIC与CASS复合工艺处理高浓度制药废水[9]采用预处理/HDIC反应器/CASS工艺处理高浓度制药废水,既发挥了厌氧处理的优势,降低了处理成本,又与好氧相结合,保证了处理出水水质满足行业排放标准;工程中采用了目前国较为先进的设备,增加了节能措施;既重视处理技术的先进性,又重视系统运行的稳定可靠性,且有效降低了工程造价,同时保证了废水处理效果,真正做到经济效益、环境效益和社会效益的统一。6.2CASS+BAF工艺处理炼油污水[10]某石油化工厂含油污水的含油量大、乳化油分多和COD高的特点,该污水处理场的设计具有以下特点:(1)采用了“调节除油罐+平流斜板隔油+1级涡凹气浮+2级溶气气浮”多种手段去除水中浮油、分散油、乳化油及非溶解性有机颗粒,将物化段出水中油分控制在10~20mg·L-1,减轻生化段去除有机物的负荷。(2)CASS池起到了活性污泥降解有机污染物的关键性作用。在水解酸化池将非溶解态的高分子有机污染物降解为可溶性小分子有机污染物的前提下,CASS池硝化-反硝化共同作用,去除水中绝大部分有机物,同时达到脱氮除磷的目的。(3)BAF作为该污水处理核心构筑物,对处理后水水质达标起到了把关作用。CASS池的出水在BAF池进行接触氧化和过滤后,水中悬浮颗粒和难降解有机物得到进一步去除,确保水质达标。6.3CASS+BAF工艺处理合成氨废水[11]某合成氨企业废水主要特点如下:(1)采用“预曝气调节池+隔油沉淀池+水解酸化池”作为预处理,即均衡了水质水量,去除废水中的油污和悬浮物,又提高了废水的可生化性,减轻了后续处理设施的负荷,使系统运行更加稳定。(2)CASS工艺具有建设费用低、运行操作灵活、去除有机物及脱氮效果好等优点。BAF工艺具有生物膜法的突出优点:即处理效率高、出水水质好、抗冲击负荷能力强、尤其对低浓度有机废水仍有较好的去除效果,且占地面积小、操作简单等。本工程设计采用“CASS+BAF”组合工艺处理合成氨废水,利用两级生化处理、双重脱氮功能保证了出水中有机物、氨氮及SS的有效去除,出水水质满足回用水水质要求。(3)工程设计中将调节池、中间水池及回用水池设为地下式一体化构筑物,隔油沉淀池、水解酸化池及CASS反应池设为半地上一体化构筑物,即节省了工程造价,又减少了占地面积,整体布置紧凑合理,操作方便。6.4UASB-CASS工艺处理酒精废水[12]某酒精厂排废水主要是粗馏塔的废醪液以及其他车间的冷却水、洗涤水和冲洗水等一些较低浓度的废水。酒精废醪液以有机物为主,废水CODCr浓度高。(1)采用UASB—CASS工艺处理酒精废水具有工艺简单,运行可靠,节省投资,日常维护简单等特点,工程运行实践表明,该工艺运行稳定。(2)UASB反应器的启动是整个工程能够顺利运行的关键,启动过程分成两个主要阶段进行:首先采用低浓度进水且保持进水浓度不变,逐渐增加进水量以提高有机负荷直至达到设计进水量;然后保持进水量不变,逐渐增加废水浓度以提高有机负荷直至达到设计进水浓度。当UASB反应器达到了设计的水质水量,反应器中形成颗粒污泥则进入稳定运行期。(3)醪液废水经厌氧处理可产生大量的沼气,每吨醪液厌氧发酵约可获得沼气22m3。产生的沼气用于饲料热风炉烘干,剩余沼气通入锅炉燃烧。每利用1m3沼气相当于产生0.5元的收益,具有良好的经济效益。6.5电解预处理-UASB-CASS工艺处理糠醛废水[13]\n糠醛废水主要组分为糠醛、糠醇、醋酸、醋酸钠及其他低碳有机物、有机酸和酮类等,其特点是有机污染物浓度较高,酸性较强,可生化性较差,不适合生化处理中微生物的生长。电化学法作为一种清洁工艺,产生的自由基、过氧化氢和Fe(OH)3的絮凝体等物质可以去除废水中难生物降解的有机物,在难降解、可生化性差废水的预处理中有广阔的应用前景;上流式厌氧污泥床-循环活性污泥系统工艺处理高浓度有机废水的应用较为成熟,工程中运行稳定。所以采用电解预处理-UASB-CASS组合工艺处理糠醛废水,利用电解提高糠醛废水的可生化性,再采用UASB-CASS工艺进一步处理,处理后出水可达到《污水综合排放标准》(GB8978-1996)中的二级排放标准,具有较好的经济和环境效益。6.6水解酸化-改良UASB-填料CASS工艺处理酒精废水[14]酒精废水主要含糖类、有机酸、蛋白质和纤维素等物质,属于高浓度、高负荷、高温度、高酸度的废液,是生化性较好的高浓度有机工业废水。某企业为典型的以玉米为原料的酒精生产企业,废水处理工艺采用UASB-CASS的组合工艺,但该工艺处理过程中运行效果不稳定,尤其是冬季效果难以保证,出水COD质量浓度在100~150mg/L之间,NH4+-N质量浓度在1.0~3.0mg/L,不能满足国家新颁布的酒精行业水污染物排放标准(GB27631—2011)。为实现酒精废水COD和NH4+-N的显著削减、出水稳定达标排放,对原处理工艺进行了改良,在其前端增设水解酸化,在提高废水可生化性回流水的稀释可减轻冲击负荷的不利影响,同时通过对CASS池投加聚乙烯改性悬浮球形填料,见图1,其上附着的生物膜大幅度提升了反应池的生物量,增强了工艺降解污染物的能力和增加反应器生物量强化脱氮效果,形成“水解酸化-改良UASB-的同时去除水体中部分悬浮物,有助废水的后续生化处理、UASB部增设强制回流系统,即构成循环UASB反应器,循环水(碱度大)的回流可以中和进水中的酸,减小碱的投加量,足够的布水口流速加速絮状污泥的洗出,以加速颗粒污泥的形成,另外填料CASS-过滤-消毒”集成技术处理工艺,经自制中试反应器运行后表明处理效果良好。6.6絮凝沉淀-IC-水解酸化-CASS法处理制药废水[15]某抗生素生产企业具有间歇排放、水质水量变化大、氨氮浓度较高、有机物浓度高、成分复杂的特点,采用“物化+生化”处理工艺,(1)生产废水中悬浮物较多,且不同工段、不同时期废水流量波动较大,pH值变化大,因此预处理采用格栅/气浮工艺,首先去除废水中的悬浮物,同时亦能去除部分COD,减轻后续工序的压力。(2)制药废水COD浓度高,氨氮浓度高,而厌氧工艺是高浓度废水中常用的工艺。IC厌氧反应器为新一代高效厌氧反应器,负荷高,对高浓度废水有较好的去除效果。在调节池中稳定控制废水的温度和pH值后提升至IC厌氧反应器,反应器部采用伞状布水装置,能有效防止布水器堵塞,保证均匀布水;反应器部含有大量颗粒污泥,废水在上升过程中与污泥接触,大部分有机物被降解生成CH4、CO2。(3)经一级厌氧处理后的废水部分易生物降解COD\n被去除后,为保证好氧工艺顺利进行,需要将废水的生化性提高,故采用水解酸化工艺,为后续好氧工艺作准备。(4)废水中氨氮浓度较高,在选择好氧工艺时需要具备脱氮功能。CASS工艺集曝气、沉淀、排水功能于一体,在CASS池前端设预反应区,对池微生物进行筛选,防止污泥膨胀。经过絮凝降解、硝化、反硝化等一系列复杂的微生物作用,废水中绝大部分污染物得到去除,废水得到净化。(5)由于进水COD浓度高,水质复杂、变化大,为了保证出水水质达到排放标准,CASS池出水进入气浮池,通过气浮作用,进一步降低出水中的有机物和SS。考虑到残存有机物的浓度及色度仍然不能稳定达标,气浮池出水进入消毒池进一步去除有机物及色度,出水最后达标排放。6.7水解酸化-IC-CASS-BAF处理白酒废水[16]某大型白酒企业新建生产基地废水处理分为高浓度废水处理系统、低浓度废水处理系统。白酒废水实行清污分流,高浓度废水采用“初沉+水解酸化+IC+CASS+BAF”工艺处理,低浓度废水采用“CASS+BAF”工艺,出水达到《发酵酒精和白酒工业水污染物排放标准》(GB27631-2011)表2中新建企业水污染物排放限值,证明处理工艺是可行的。IC反应器是整个工艺处理效果的关键,而进水pH值为IC反应器的关键工艺参数,需控制在6.5~7.2,才能保证系统正常处理达标。6.8气浮-水解酸化-CASS-BAF处理屠宰废水[17]某肉食品污水水质水量变化围很大,是其最大特点,主要原因有以下几点:1.肉类加工一般具有明显的季节性,即污水在一年之中变化是很大的;2.肉类加工生产一般是非连续性的,每日宰杀时间只有6小时左右,所以污水量在一日当中变化也较大,时变化系数一般为2.0;3.生产工艺加工对象,生产管理水平等因素,也造成其污水排放量差异较大。根据当地环保部门要求,该企业出水水质需达到《城镇污水处理厂污染物排放标准》(GB18918-2002)一级A标准。为此,采用了气浮-水解酸化-CASS-BAF工艺处理该类废水,出水不但完全达标,还可部分回用。(1)隔油沉淀和气浮在SS和废水中油分去除方面显示出了操作简单、去除率高等特点。(2)通过水解酸化作用,将难降解的有机物分解成为可降解的物质,进一步提高污水的可生化性,有利于后续生物处理。(3)CASS处理效果好,无污泥膨胀现象发生,通过BAF的进一步处理,出水水质完全达到排放标准。7结论CAS工艺相比其他传统工艺与有着明显的优势,工艺流程简单,占地面积小,投资较低满足生化反应推动力大,沉淀效果好,运行灵活,抗冲击能力强,不易发生污泥膨胀,适用围广,适合分期建设剩余污泥量小,性质稳定。与其他工艺相结合,发挥其优势,明显改善处理效果。然而任何一个工艺都不是十全十美的,CASS工艺也必然存在一些问题,在不断发展其优势的同时,继续改善优化来弥补其不足之处,相信在不久的将来,CASS工艺会有相当良好的发展前景。参考文献[1]铁然.浅析CASS工艺特点及在污水处理中的应用[J].科技致富向导,2014[2]光辉.某城市污水处理厂CASS工艺设计[J].中国环保产业,2005(5):22-24[3]强,周淑春,黄东辉.CASS工艺处理高COD生活污水的优化运行研究[J].中国给水排水,2013,29(7)[4]晓东.CASS工艺实际运行的优化调控[J].建材,2014(3):43-44\n[5]史磊,蔡河山.住宅小区生活污水的CASS工艺设计及分析[J].中国资源综合利用,2013(9):28-30[6]柴宗学.CASS工艺在城市污水处理厂运行参数的优化及应用的研究[D]. 工业大学,2014[7]郭金鑫.CASS工艺处理城市污水优化研究[D]. 科技大学,2014[8]何争光,闫晓乐,吴连成等.进水方式对填料/CASS工艺处理酒精废水效果的影响[D].工业水处理,2013,33(1):28-30[9]荣桂,海娟,边春捷等.HDIC与CASS复合工艺处理高浓度制药废水[J].中国给水排水,2010,26(8):82-85[10]铁刚,隋许英,升坚等.CASS+BAF工艺在炼油污水处理中的应用[J].水处理技术,2010,36(2):126-128[11]素敏,树余,晓玲.CASS+BAF工艺在合成氨废水处理中的应用[N].科技大学学报,2013,34(3):247-252[12]黄玉茹,郭强.UASB-CASS工艺处理酒精废水[J].环保科技,2006,12(3):23-25[13]栾富波,善评,玉晓等.电解预处理-UASB-CASS工艺处理糠醛废水[N].环境工程学报,2007(09):67-71[14]敏敏,乔梦君,志鹏等.水解酸化-改良UASB-填料CASS工艺处理酒精废水研究[J].环境科技,2015,28(3):38-40[15]胡家阳.絮凝沉淀/IC/水解酸化/CASS法处理制药废水[J].中国给水排水,2013,29(12)[16]斌.水解酸化+IC+CASS+BAF处理白酒废水工程[J].化工,2013,第8期105-106页[17]王玺,王战喜.气浮-水解酸化-CASS-BAF处理屠宰废水工程实践[N].机电高等专科学校学报,2013,21(6):23-25第一作者:王东浩(1992—),男,硕士研究生,主要研究方向为环境高分子材料。1076482177qq.