

- 75.28 KB
- 2023-01-03 08:31:49 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
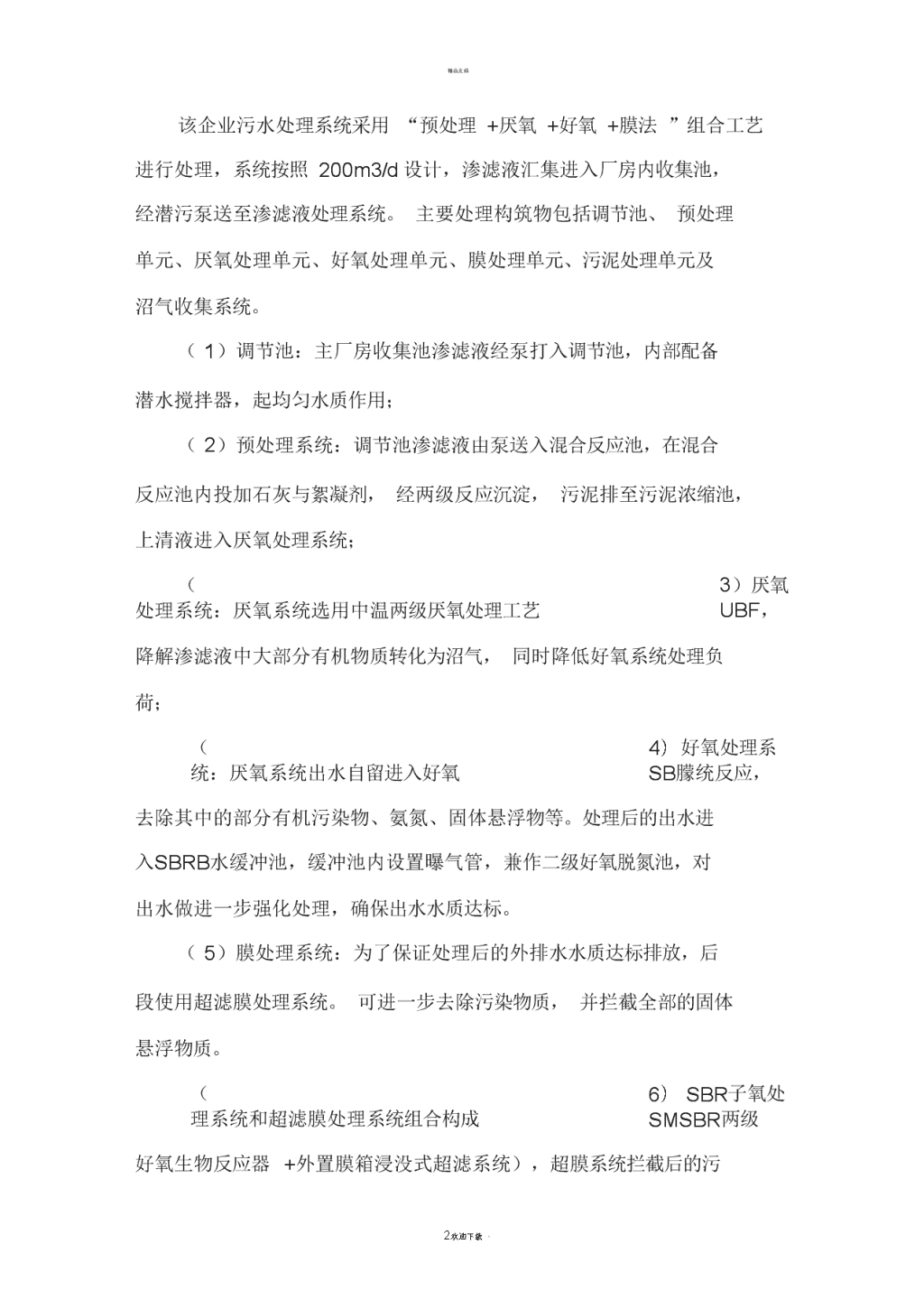
精品文档某垃圾焚烧厂废水处理设施评估报告废水处理设施简介该企业在厂区西侧建设了1套处理设施(200n3/d),用于处理渗滤液(主要为垃圾贮存过程中产生的渗滤液和卸料平台清洗水)。污水处理系统工艺流程搬液处理系统工艺流程图i欢在下载\n精品文档该企业污水处理系统采用“预处理+厌氧+好氧+膜法”组合工艺进行处理,系统按照200m3/d设计,渗滤液汇集进入厂房内收集池,经潜污泵送至渗滤液处理系统。主要处理构筑物包括调节池、预处理单元、厌氧处理单元、好氧处理单元、膜处理单元、污泥处理单元及沼气收集系统。(1)调节池:主厂房收集池渗滤液经泵打入调节池,内部配备潜水搅拌器,起均匀水质作用;(2)预处理系统:调节池渗滤液由泵送入混合反应池,在混合反应池内投加石灰与絮凝剂,经两级反应沉淀,污泥排至污泥浓缩池,上清液进入厌氧处理系统;(3)厌氧处理系统:厌氧系统选用中温两级厌氧处理工艺UBF,降解渗滤液中大部分有机物质转化为沼气,同时降低好氧系统处理负荷;(4)好氧处理系统:厌氧系统出水自留进入好氧SB朦统反应,去除其中的部分有机污染物、氨氮、固体悬浮物等。处理后的出水进入SBRB水缓冲池,缓冲池内设置曝气管,兼作二级好氧脱氮池,对出水做进一步强化处理,确保出水水质达标。(5)膜处理系统:为了保证处理后的外排水水质达标排放,后段使用超滤膜处理系统。可进一步去除污染物质,并拦截全部的固体悬浮物质。(6)SBR子氧处理系统和超滤膜处理系统组合构成SMSBR两级好氧生物反应器+外置膜箱浸没式超滤系统),超膜系统拦截后的污7欢迎下载。\n精品文档染物质经泵送入SBR子氧处理系统再次处理。最终出水排放。(7)污泥处理系统:沉淀池的产泥及厌氧、好氧剩余污泥均进入污泥浓缩池进行重力浓缩,用泵输送至离心脱水机进行脱水,干泥送入厂房焚烧处理。(8)除臭系统:调节池、预处理系统、污泥处理系统均采用封闭式,利用抽风机将臭气收集送入除臭塔处理。(9)沼气收集系统:沼气收集系统配备四台风机,其中两台吸气风机将厌氧系统产生沼气送入沼气膜储存。另两台送气风机将沼气膜内沼气送入主厂房焚烧发电。(10)事故池:事故池用于存放不达标出水,内部设置有潜污泵,将不达标水送入调节池进一步处理,以确保出水水质。废水处理设施工艺可行性由于垃圾焚烧厂渗滤液组分复杂,浓度很高,目前国内大多采用“预处理+厌氧+好氧+膜工艺”的技术路线,根据出水的不同要求,膜工艺又衍生出MBRMBR^UF)+NF等。因此,恩菲环保能源有限公司渗滤液处理站的主体工艺路线基本合理,下面就各处理单元的工艺情况进行分析:(1)调节池单元在垃圾渗滤液处理中,调节池不但起着调质调量的作用,还具有预处理的作用,对整个系统也起到了缓冲作用,有利于对整个系统的运行稳定。该企业渗滤液处理站设计有效容积约2600m3,停留时间7欢迎下载。\n精品文档约13d,同时兼做事故池,满足环保要求,工艺设计合理。(2)预处理系统单元渗滤液中含有大量悬浮物和胶体物质,用化学絮凝沉淀作为其预处理方法,能去除大部分悬浮固体及胶体污染物,从而减轻了后续生物处理单元处理负荷。预处理系统投加药剂为三氯化铁、PAM石灰、碳酸钠、营养盐(主要为磷酸二氢钠补充磷源)等,一般预处理系统对有机污染物的去除效率可达30~40%,同时对其中引起毒性的无机重金属离子、高浓度氨氮、高浓度盐分也有一定的去除效果,减轻渗滤液的毒性。有研究表明,渗滤液经混凝处理后其毒性可降低50%以上,因此,该预处理系统设置合理。两级反应沉淀池中的沉淀池均设置为2个,表面尺寸为40吊,则其沉淀池的表面负荷为0.16m3/m2h,设计参数取值较为保守,基本合理。(3)中温UBF厌氧单元常规渗滤液处理系统均为厌氧+好氧的组合工艺,该处理站采用的UBF厌氧工艺相比较传统的UASBT艺,其引入了填料滤层,使微生物的总量上比UASBT艺有较大增加,处理效能理论上优于UASBT艺。该处理站UBF厌氧单元总有效容积约为3000川,停留时间约15d,对COD设计去除效率为90%以设计进水COD50000mg/L,则该UBF厌氧单元的CO就积负荷为5.0kgCOD/m3d,一般来说,此种中温厌氧UBF系统容积负荷可达10~15gCODmd,因此该系统UBF厌氧单元容积负荷参数取值较为保守,基本合理。而一般认为对于厌氧系统,C:N=(10~20):1时,厌氧效果较好,该系统厌氧单元设计进水保守以C:N=50000:2500=20:1,基本在范围之内,厌氧系统设7欢迎下载。\n精品文档计基本合理。(4)SB皈应池单元根据现场确认,目前该系统SB隘统采用2周期运转,12h/周期,厌氧进水2h,好氧曝气8h,沉淀+¥笔水2h。根据企业极端进水情况(SB隘统进水COD在20000mg/L左右)按污泥龄法进行工艺复核,则SBRg应池计算34容需达到3700m3左右,而目前企业现有SBR也有效容积2800m3,在极端进水条件下会超负荷运行,约缺1/3池容(900川),但在设计进水情况(即SB源统进水COO在5000mg/L以下)时,该系统对COD去除效率可以达到设计值。根据该渗滤液处理站的内控监测数据,冬春季进水CODCr数值较高(预处理后仍大于40000mg/L),而夏季进水COD数值较低(预处理后低于30000mg/L),而氨氮浓度基本变化不大(一般厌氧处理后2000mg/L左右较多)。由于SB繇统对氮的去除是靠控制反硝化(即进水缺氧搅拌)的时间来达成,因此,能否有效的将硝态氮反硝化脱除关系到整个系统出水TN浓度,由于SBRX艺没有独立的好氧-缺氧单元,无法通过内外回流比等参数较准确的估算反硝化效率,因此根据理论计算校核反硝化能力,1.0kg硝态氮反硝化理论需要消耗2.86kgBOD(实际工程中可利用的BO改为几分之一),按此推算,该SB繇统运行中存在反硝化能力欠缺的问题,分析如下:厌氧出水BO破计为5000mg/L,则SBR池进水的BOD总量为750kg/d,而需反硝化的硝态氮则为555kg/d,BOD:NRN=1.35,无法满足理论计算的C源需要;厌氧出水BODte到10000mg/L时,则SBR也进水的BOD总量为1500kg/d,BOD:NON=2.90,勉强达到理论C源值,而实7欢迎下载。\n精品文档际是不可能实现的;极端进水情况BODi到20000mg/L时,则SBR也进水的BOD总量为3000kg/d,BOD:NO3--N=6.8,基本可实现反硝化。(5)超滤膜单元该渗滤液处理系统配套的超滤膜单元为MB隘统,配置4台工作抽吸泵(4.5m3/h),运行规律为开7min,停3min,按实际工作时间校核,可达到300m3/d的处理负荷。废水处理设施运行情况评价对该企业废水处理设施现场核查以及对日常的监测数据检查,发现存在以下实际的运行问题:(1)日常监测数据仅有对UBF单元、SBR单元、超滤单元基本保持每天监测COD、NH-N。渗滤液运营班组对系统原水水质、预处理出水水质监测频次较少(原水水质180天内仅有5次,预处理出水180天内仅有50次)。且对BOD5、污泥性状、出泥量、投药量等关键指标均没有日常监测数据。说明该企业在渗滤液处理站的日常管理方面存在不完善的地方,若发生冲击负荷的状况,可能无法做出调整,从而可能到处处理系统异常,出水超标。数据显示,超滤系统出水112个监测日内有8次超标,占7.1%,且基本都发生在2014年4月,说明该段时间渗滤液处理系统管理方面存在不稳定因素。(2)预处理单元出水数据显示,其对CODCr去除效率在4.6%~59.2%,平均在17%左右,与设计的40%左右的去除效率差距较7欢迎下载。\n精品文档大,对NH3-N基本没有什么去除效率,处理效能偏低可能与企业的药剂投加量和药剂选择有一定关系;(3)UBF单元出水数据显示,其对COD去除效率在-32.1%~90.2%波动,但大多集中在60%~85%,去除效率均值为74.9%,该单元对NH3-N去除效率较差。其CODCr去除效率与进水浓度没有显著的线性相关,UB弹元设计COD去除效率90%实际运行数据与设计有一定的差距,但处理效率在进水CODCr20000~40000的情况下有望稳定在80~85%之间;(4)SBR单元是主要去除COR及NFH-N的工段,数据显示,其对COD和NH-N的平均去除效率为91.8%,98.5%,基本能达到设计的90%以上的去除率,该单元的处理出水的好坏直接关系到该系统出水能否达标。值得指出的是,该单元的NH3-N的去除效率最低值也在90姒上,表明系统较强的硝化能力。但是,由于SBR系统的反硝化通过进水缺氧反应完成,较高的硝态氮浓度意味着需大量的碳源支持反硝化,由于没有对TN进行日常监测,本报告根据构筑物设计参数推算,初步判断该系统的反硝化能力有限,可能存在TN出水长期超标的情况。(5)超滤MB律元为控制系统出水水质的单元,主要起到对好氧出水进行固液分离,并将大量含硝态氮的混合液返回SBR也进行缺氧脱氮,数据显示,其对COD和NH-N的平均去除效率为32.3%,84.2%,说明该单元对有机污染物去除效率一般。7欢迎下载。