
- 273.38 KB
- 2023-01-03 08:31:54 发布

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
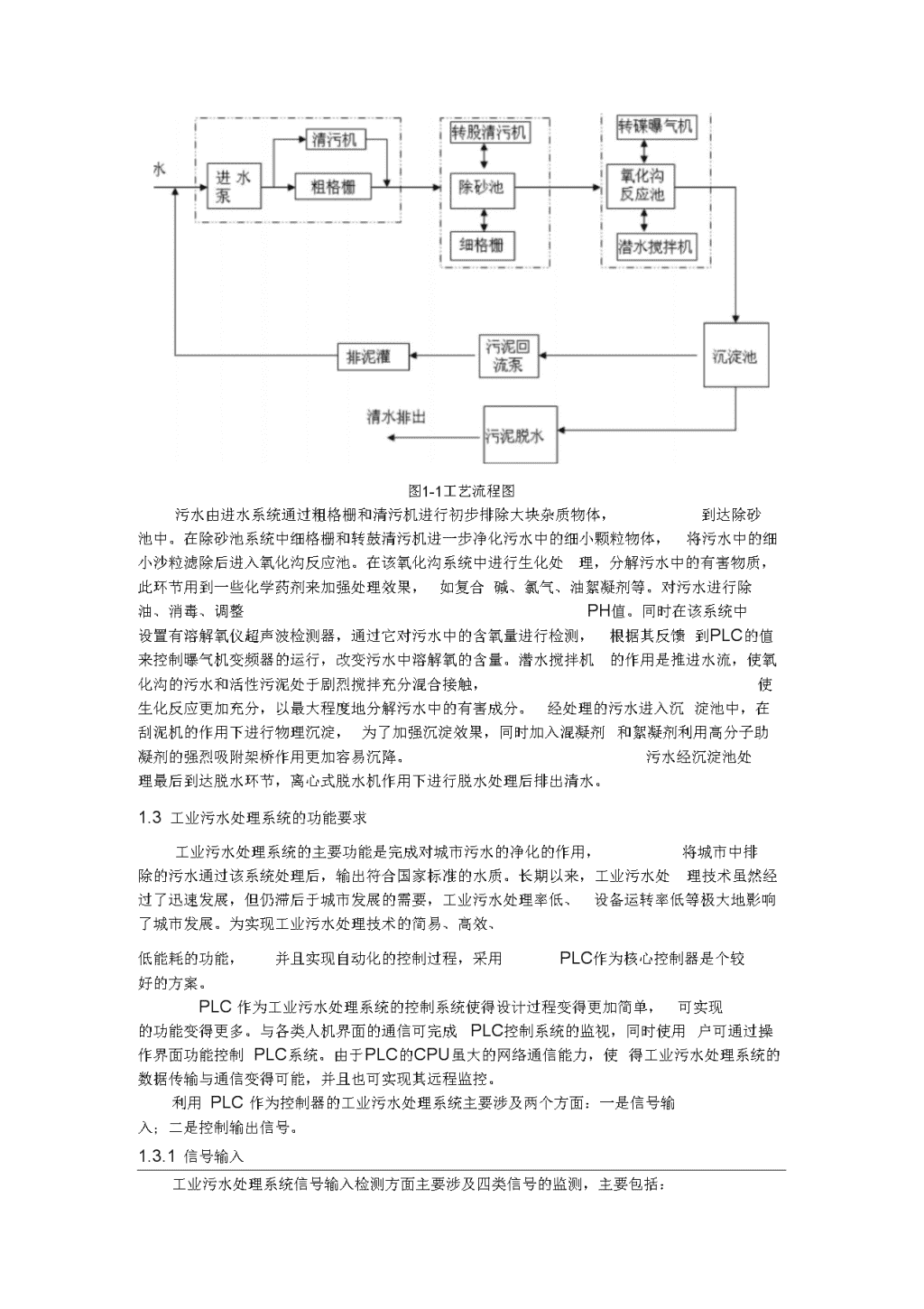
现场总线与工业网络技术姓名:李洋学号:1320190260专业:电气工程(专业型)污水处理系统中的工控网摘要:近年来,污水处理厂已成为各个城市最重要的基础设施之一。而目前中国污水处理工业控制网络相对落后,污水处理成本居高不下,污水站排放的处理过的污水的水质不稳定。随着自动化技术、计算机技术的不断发展、完善,污水处理厂的工控网水平也相应提高。PLC控制器以其技术成熟、通用性好、可靠性高、安装灵活、扩展方便、性能价格比高等一系列优点,在工控网中得到了越来越广\n泛的应用。本文主要介绍了污水处理厂中工控网的组成、功能及PLC实现工控网。关键词:污水处理;PLC;工业控制网络引言:工业污水处理工控网近年来一直是控制领域研究的热点之一。伴随着技术进步、工艺改进、系统完善的同时,对工业污水处理的控制也提出了更高的要求。本系统构建了基于PLC的工业控制网络,采用PC机和PLC组成网络控制。为提高系统可靠性,用工控机作为上位机,PLC作为下位机,控制现场设备运行。PLC编程采用了一种简便实用的方式。从而实现污水处理过程的工控网功能,同时与合流中央监控系统进行通信,上传数据和接受中央监控系统下发的控制命令。整个控制系统改造最终达到无人或少人值守的目的。本系统大大提高了污水处理的自动化水平【1】。一、工业污水处理及控制系统的总体介绍1.1工业污水处理基本概念城市污水、生活污水、生产污水或经过工业企业局部处理后的生产污水,往往都排入排水系统。这些污水除含有碳水化合物、蛋白质、氨基酸、动植物脂肪、尿素、氨、肥皂和合成洗涤剂等物质外,还含有细菌、病毒等使人致病的微生物。经处理后的污水,最后出路有三种:①排放水体;②灌溉田地;③重复使用。污水污染物可根据化学性质和物理形态进行不同的分类。按化学性质,污水中的污染物质可分为无机性物质和有机性物质,其化学元素以炭、氮、磷为主。按物理形态,污水中的污染物质可分为固体悬浮物即呈颗粒状的污染物质、胶体污染物质和溶解性污染物质。好氧有机污染物的性质稳定,在微生物的作用下,借助微生物的新陈代谢功能而降解为无机物,如二氧化碳、水、硝酸根离子等稳定的无机物。有机物的种类很多,其共性是在微生物的作用下被降解时,都要消耗水中的溶解氧,所以在工程实际中,采用以下的几个综合污染指标来表述:生物化学需氧量或生化需氧量(Bio-chemicalOxygenDemand,BOD)mg/L、化学需氧量(ChemicalOxygenDemand,COD)mg/L总有机碳(TotalOrganicCarbon)mg/L、总需氧量(TotalOxygenDemand)mg/L。虽然BOD20能较精确地描述污水的生化需氧量,但其测定的时间太长,需20天。考虑到好氧分解速率一般在开始的几天最快,在20c温度下,污水五日生化需氧量(BOD5),约占BOD20勺70%-80%因此把BOD5乍为衡量污染水的有机物浓度指标。化学需氧量(COD珀特点是能够精确的表示污水中有机物的含量,并且测定时间短,但它不能像BODW样表示出微生物氧化的有机物量。1.2工业污水处理工艺及描述工业污水处理工艺流程图如下图2-4所示:\n图1-1工艺流程图污水由进水系统通过粗格栅和清污机进行初步排除大块杂质物体,到达除砂池中。在除砂池系统中细格栅和转鼓清污机进一步净化污水中的细小颗粒物体,将污水中的细小沙粒滤除后进入氧化沟反应池。在该氧化沟系统中进行生化处理,分解污水中的有害物质,此环节用到一些化学药剂来加强处理效果,如复合碱、氯气、油絮凝剂等。对污水进行除油、消毒、调整PH值。同时在该系统中设置有溶解氧仪超声波检测器,通过它对污水中的含氧量进行检测,根据其反馈到PLC的值来控制曝气机变频器的运行,改变污水中溶解氧的含量。潜水搅拌机的作用是推进水流,使氧化沟的污水和活性污泥处于剧烈搅拌充分混合接触,使生化反应更加充分,以最大程度地分解污水中的有害成分。经处理的污水进入沉淀池中,在刮泥机的作用下进行物理沉淀,为了加强沉淀效果,同时加入混凝剂和絮凝剂利用高分子助凝剂的强烈吸附架桥作用更加容易沉降。污水经沉淀池处理最后到达脱水环节,离心式脱水机作用下进行脱水处理后排出清水。1.1工业污水处理系统的功能要求工业污水处理系统的主要功能是完成对城市污水的净化的作用,将城市中排除的污水通过该系统处理后,输出符合国家标准的水质。长期以来,工业污水处理技术虽然经过了迅速发展,但仍滞后于城市发展的需要,工业污水处理率低、设备运转率低等极大地影响了城市发展。为实现工业污水处理技术的简易、高效、低能耗的功能,并且实现自动化的控制过程,采用PLC作为核心控制器是个较好的方案。PLC作为工业污水处理系统的控制系统使得设计过程变得更加简单,可实现的功能变得更多。与各类人机界面的通信可完成PLC控制系统的监视,同时使用户可通过操作界面功能控制PLC系统。由于PLC的CPU虽大的网络通信能力,使得工业污水处理系统的数据传输与通信变得可能,并且也可实现其远程监控。利用PLC作为控制器的工业污水处理系统主要涉及两个方面:一是信号输入;二是控制输出信号。1.1.1信号输入工业污水处理系统信号输入检测方面主要涉及四类信号的监测,主要包括:\n按钮的输入检测、液位差的输入检测、液位高低的输入检测,以及曝气池中含氧量的输入检测。(1)按钮输入检测。大多数为人工方式控制的输入检测,主要有自动按钮、手动按钮、格栅机启动按钮、清污机启动按钮、潜水泵启动按钮、潜水搅拌机启动按钮、污泥回流泵按钮、曝气机工频、变频按钮,以及变频加速减速按钮等。(2)液位差输入检测。检测粗细格栅两侧液位差,用来控制清污机的启动与停止。(3)液位高低输入检测。检测进水泵房和污泥回流泵房中液位的高低,用来控制潜水泵或污泥回流泵的启动和停止,以及投入运行的潜水泵的数量。(4)含氧量输入检测。以上三种都为数字量输入,该输入为模拟量输入。曝气过程是工业污水处理系统中最重要的环节,为了保证微生物所需要的氧气,必须检测污水中的含氧量,并通过曝气机增加或减少其含氧量。通过将溶解氧仪设置在适当位置上,将检测值反馈到PLC中,通过运算输出控制曝气机的转速信号。当溶解氧值偏低时,降低了微生物分解的效果,延长了处理时间,严重时甚至导致处理失效,因此需要增加曝气机转速以增加供氧量;当溶解氧值偏高时,导致微生物过氧化,降低了其活性,也不利于处理,因此减小曝气机转速以减少供氧量,最终使污水中的溶解氧保持在一定的范围内。1.1.1控制输出信号信号输出部分主要包括两个方面:一个是数字量输出,即各类设备的接触器;另外一个是模拟量输出,用来控制曝气机变频器。(1)数字量输出。控制各类设备的启动和停止,包括:格栅机启停、清污机启停、潜水泵启停、潜水搅拌器启停、污泥回流泵等设备。(2)模拟量输出通过PLC中PID运算后的数据,通过其功能模块输出控制信号,该控制信号输入到变频器的控制端子上,改变变频器的输出频率,从而控制曝气机的转速,最后达到控制污水中含氧量的要求。二、污水处理系统工业控制网络的硬件设计及部分软件设计2.1电气控制系统电气控制系统主要包括操作面板、显示面板、电气控制柜等单元。由于在该系统中需要检测较多的数字输入量,并且还要检测模拟量的输入,根据设定的程序进行数据处理后,输出控制信号,因此系统的控制逻辑与时序就需要严格照检测信号的输入进行控制【2-5】。\n(1)操作面板。操作面板主要包括手动、自动、各类设备的后动按钮等。(2)显示面板。显示面板由于要显示较多的数据,因此一般采用触摸屏或者人机界面。(3)电气控制柜。电气控制柜是电气控制的核心设备,主要包括变频器、各类传感器的输入信号、PLC及其扩展模块等。2.1工业污水处理工业控制网络的工作原理2.1.1控制系统总体框图工业污水处理系统的电气控制系统总框图如图2-1所示,PLC*核心控制器,通过检测操作面板按钮的输入、各类传感器的输入,以及相关模拟量的输入,完成相关设备的运行、停止和调速控制。2-1电气控制系统框图操作面板离心式脱水机运行液位高度传感器输入溶解氧仪反馈值(模拟量)碟气运转曝机行2.1.2工作过程在手动状态下,各类设备的控制是根据操作面板上的按钮输入来控制,无逻辑控制,即可不根据传感器的状态进行控制。在自动方式下进行闭环控制,系统根据检测到外部传感器的状态对设备进行启停控制,其工作过程如下。(1)接通电源,启动自动控制方式,启动潜水搅拌器和刮泥机。(2)运行粗、细格栅机,进行间歇运行,即运行一段时间然后停止一段时间,循环进行。(3)根据反馈回来的液位差状态控制清污机的运行与停止。(4)进水泵房中的潜水泵根据液面高低进行运行、停止及运行数量的控制。(5)转碟曝气机根据溶解氧仪反馈的模拟量经PLC运算后进行控制,同时控制分离机的运行与停止。(6)污泥回流泵的运行与停止根据液面的高低进行控制。(7)在污泥脱水系统中,离心式脱水机的启动采用顺序控制方式,依次启动其设备。2.2.3工业污水处理系统主电路设计图2-2为工业污水处理系统的主电路图的部分图三台电机分别为潜水泵电\n机(MD、清污机电机(M2、转碟曝气机电机(M3。接触器KM3KM2KM吩别控制MlM2M3的工频运行;接触器KM5KM盼别才5制M1、M3的变频运行;FR1、FR2FR3分别为三台电机过载保护用的热继电器;QF1主电路的空气开关;FU1为主电路的熔断器。选用的MM43欧频器是用来控制电机MtM3变频运行的。2.3PLC的硬件配置2.3.1PLC选型根据工业污水处理系统的电气控制系统的功能要求,以及其复杂程度,从经济性、可靠性等方面来考虑,选择西门子S7—200系列PLC作为工业污水处理系统的电气控制系统的控制主机。由于工业污水处理电气控制系统涉及较多的输入输出端口,其控制过程相对复杂,因此采用CPU226乍为该控制系统的主机。CPU226在工业污水处理系统中使用的数字量输入点和输出点都比较多,因此除了PLC主机自带的I/O外,还需要扩展一定数量的I/O扩展模块。在此采用EM223俞入/输出混合扩展模块。8点DC输入8点输出型。正好可以满足控制系统的I/O需求。在该系统中,还需要采集模拟量并利用模拟量控制的功能要求,因此需要在扩展一个模拟量输入输出扩展模块。西门子公司专门为S7-200系列PLC配置了模拟量输入输出模块EM235该模块具有较高的分辨率和较强的输出驱动能力,可满足控制系统的功能要求。\n2.3.1PLC的I/O资源配置根据系统的功能要求,对PLC的I/O进行配置,具体分配如表1和表2a.数字量输入部分表1数字输入量地址分配输入地址输入设备输入地址输入设备I0.0急停I1.4手动刮泥机启动I0.1手动方式I1.5手动污泥回流泵启动I0.2自动方式I1.6手动分离式脱水机启动I0.3自动启动确认I1.7手动污泥泵启动I0.4手动粗格栅机启动I2.0手动转碟曝气机加速I0.5手动清污机启动I2.1手动转碟曝气机减少I0.6手动潜水泵启动I2.2粗格栅液位差计I0.7手动细格栅机启动I2.3细格栅液位差计I1.0手动分离机启动I2.4进水泵房液面局位传感器I1.1手动转碟曝气机工频启动I2.5进水泵房液向低位传感器I1.2手动转碟曝气机变频启动I2.6污泥回流泵液面图位传感器I1.3手动潜水搅拌机启动I2.7污泥回流泵液向低位传感器b.数字量输出部分表2数字输出量地址分配输出地址输出设备输出地址输出设备Q0.0粗格栅机接触器Q0.7潜水搅拌机接触器Q0.1清污机接触器Q1.0刮泥机接触器Q0.2潜水泵接触器Q1.1污泥回流泵接触器Q0.3细格栅机接触器Q1.2离心式脱水机接触器Q0.4分离机接触器Q1.3潜水泵报警Q0.5转碟曝气机工频接触器Q1.4污泥回流泵报警\nQ0.6转碟曝气机变频接触器c.模拟量输入部分由于需要采集一个溶氧仪所反馈的数据,因此扩展了一个模拟量输入输出模块,具体I/O分配,如下表3所示。表3模拟量输入地址分配输入地址输入设备AIW0溶解氧仪d.模拟量输出部分在此控制系统中需要将采集回来的模拟量进行数据处理,然后,通过模拟输出口对变频器进行控制,进行控制其他设备的运行,如下表4所示。表4模拟量输出地址分配输出地址输出设备AQW(0经PID运算输出根据控制系统的功能要求,设计出工业污水处理控制系统的硬件连线图如图2-3所示,此控制面板上的手动控制部分主要在调试系统时使用,调试完成后基本处于闲置状态。物停系动方式自动方式白动启位差计位差计进水泵鬲住回潦至高位回猊法低彳手动操作而板10.010410.210.3I2a212.312.412.512.612.7ST-200CPU2264-EU2230AC520N溶解氧仪L+2111:EM235RAA+A-QLL4Q0.5Q0.6Q0b7Q1.0Ql.1乱QI.2QL3*4——EML<1“E帽,视目幼——滑污机后防——LJ国制.悯5居电—1汨格哥矶店罚—理玲落机后切—EJtb1用气机I瓶B的—XBT1鼻气上谡炳后动—kHH,番木翻4US功—YMJ制讴机启动—KllO港品同渔泉区功—<3^毛.力温水机扇动7KMgS;MM430UVW后地器KN5.KN9图2-5粗、细栅格除污机梯形图\n2.3污水处理部分子程序的设计2.3.1粗、细格栅除污机控制子程序的设计进站的污水可能含有大件的石头、木棒等污染物。粗栅格主要是将体积比较4-2大的污染物过滤掉。在自动工作方式下,由时间问隔来控制两台粗栅格除污机的开和停。大件的物体被粗栅格过滤掉,还会由部分偏小一点的污染物随着污水继续向前流,细栅格主要是将小号的污染物过滤掉16-81o自动工作方式下,由时间间隔来控制两台细栅格除污机的开与停。粗细格栅除污机工作流程图如图所示,对应的梯形图如图3-3所示粗格栅除污机开-图2-5粗、细栅格除污机梯形图\n池中因此设XOGQTHT16TkYCI15son-II-T]7TI-X014-4T-T13
您可能关注的文档
相关文档
-
 关注微信公众号售出明细实时看
关注微信公众号售出明细实时看