

- 173.61 KB
- 2023-01-05 08:31:04 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
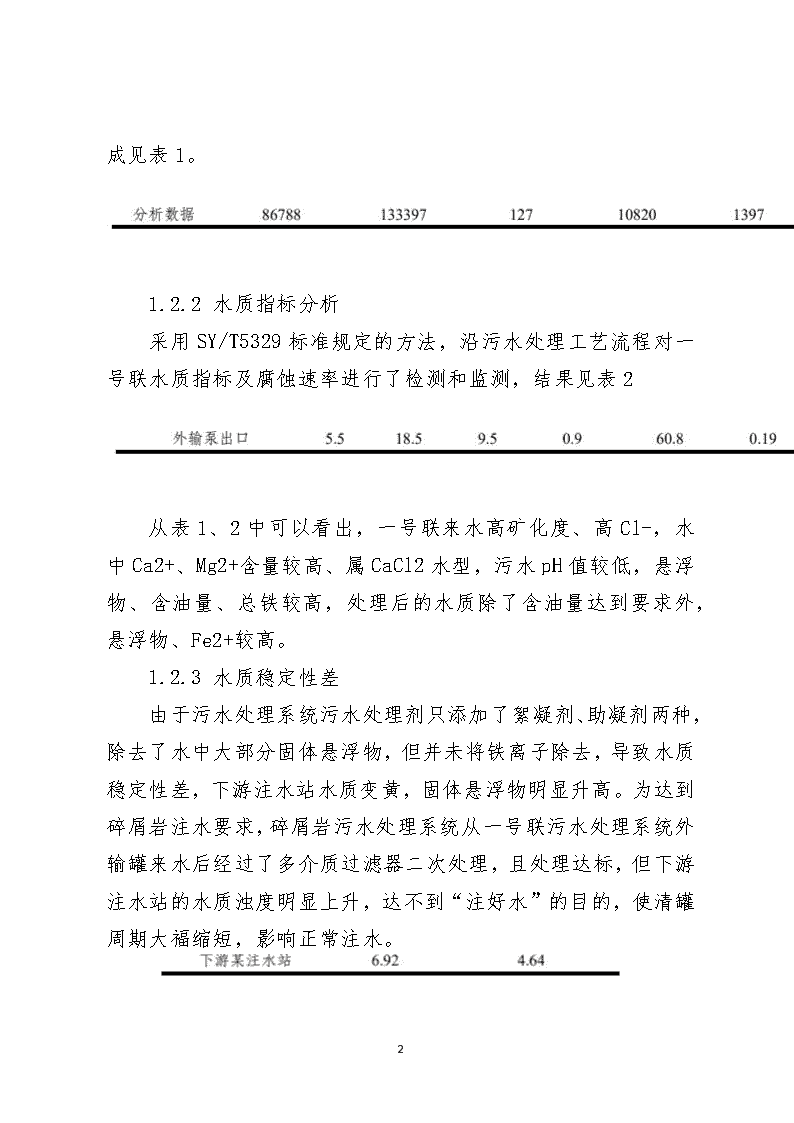
电化学预氧化在油田污水处理中的应用油田污水回注是提高驱油效率、保持油层产量、稳定油井生产能力的重要措施之一。塔河油田一号联是目前注水开发的主力供水源,担当着碎屑岩、碳酸盐岩多个区块的注水开发。由于一号联污水低pH值、高Cl酸性水质和高含钙、镁、钡的高矿化度水质,存在较强的腐蚀和结垢特性,且处理后的注水水质不能稳定达标,不仅对注水和油井生产造成严重的不利影响,同时也严重影响了油气田的安全和正常生产。因此引进电化学预氧化处理技术,对一号联污水进行水质改性,以达到注水水质稳定达标的目的。1、前期一号联污水处理系统状况及存在问题1.1前期污水处理系统现状目前一号联污水处理系统实际处理水量为10000~11000m3/d,超过设计规模9000m3/d,处于超负荷运行状态。电化学预氧化前污水处理系统主工艺流程如下:来水→2000m3除油罐→500m3缓冲罐→提升泵→高效压力聚结除油器→全自动双滤料过滤器→1000m3外输缓冲罐→污水外输泵→回注(灌)站。1.2来水水质特性1.2.1污水离子分析4\n一号联污水处理系统的处理对象主要是一号联120万吨和150万吨原油处理系统油井产出来水。一号联来水水样的离子组成见表1。1.2.2水质指标分析采用SY/T5329标准规定的方法,沿污水处理工艺流程对一号联水质指标及腐蚀速率进行了检测和监测,结果见表2从表1、2中可以看出,一号联来水高矿化度、高Cl-,水中Ca2+、Mg2+含量较高、属CaCl2水型,污水pH值较低,悬浮物、含油量、总铁较高,处理后的水质除了含油量达到要求外,悬浮物、Fe2+较高。1.2.3水质稳定性差由于污水处理系统污水处理剂只添加了絮凝剂、助凝剂两种,除去了水中大部分固体悬浮物,但并未将铁离子除去,导致水质稳定性差,下游注水站水质变黄,固体悬浮物明显升高。为达到碎屑岩注水要求,碎屑岩污水处理系统从一号联污水处理系统外输罐来水后经过了多介质过滤器二次处理,且处理达标,但下游注水站的水质浊度明显上升,达不到“注好水”的目的,使清罐周期大福缩短,影响正常注水。4\n2、电化学预氧化基本原理及现场试验2.1电化学预氧化的基本原理电化学预氧化的基本原理是通过电化学的方法对来水进行预氧化处理,利用预氧化过程中产生的强氧化态中间物质在杀灭细菌的同时,将污水中的Fe2+氧化成Fe3+、S2-氧化成单质硫,并使其具有凝聚作用,在较低pH值条件和混凝剂的共同作用下,打破污水中存在的CO2-HCO3--CO32-缓冲体系和固有的胶体平衡,使水中的微小杂质颗粒聚集成体积大、密度高、沉降快的絮体,从水体中完全沉降、分别出来,实现水质稳定达标的目的。2.2电化学预氧化处理技术的现场试验为解决采油一厂油田采出水稳定达到回注水质标准的问题,对一号联污水处理系统采用电化学预氧化油田采出水治理技术在站内进行了现场小型采出水治理试验研究,同时考虑到水质改性后结垢、污泥处理等问题,该试验分为pH=6.5、pH=7.0两个阶段。3、电化学预氧化技术的现场应用经过前期的现场小型试验,一号联电化学预氧化污水处理流程于20XX年底正式投运,采取“重力斜板除油+压力除油+预氧化水质改性+沉降分别+过滤”的污水处理工艺。截止到目前已运行了近一年的时间,污水系统运行平稳,水质稳定达标。4\n3.1主要工艺流程来水→700m3、1000m3除油罐→200m3污水缓冲罐→提升泵→聚结压力除油器→电化学预氧扮装置→混合反应器→2000m沉降罐—500m3缓冲罐→提升泵→双滤料过滤器→1000m3外输罐→污水外输泵→回注(灌)站。3.2水质指标采用电化学设备对一号联污水进行预氧化处理,掌握合适的参数条件,应用优选出的各种处理剂对污水进行改性、絮凝、助凝,再通过过滤、外输投加稳定剂的方式,使处理后的各项水质指标达到注水要求。通过与前期污水处理方式对比,采用电化学预氧化技术,对水质进行改性,再通过化学混凝的方式综合治理一号联油田污水,有效的去除了污水中铁离子,保证了沿程水质的稳定达标。4、结论电化学预氧化、水质改性污水处理技术的现场应用最大限度地满意采油一厂的注水开发和长期稳产之需要,标本兼治地解决了油田污水的不稳定因素,既保证了“注好水”,又保证了“注上水”。采油一厂自电化学预氧化水质改性技术应用以来,碎屑岩油藏注水系统的水质达标率>90%,配注完成率>90%。4