

- 95.67 KB
- 2023-01-05 08:31:54 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
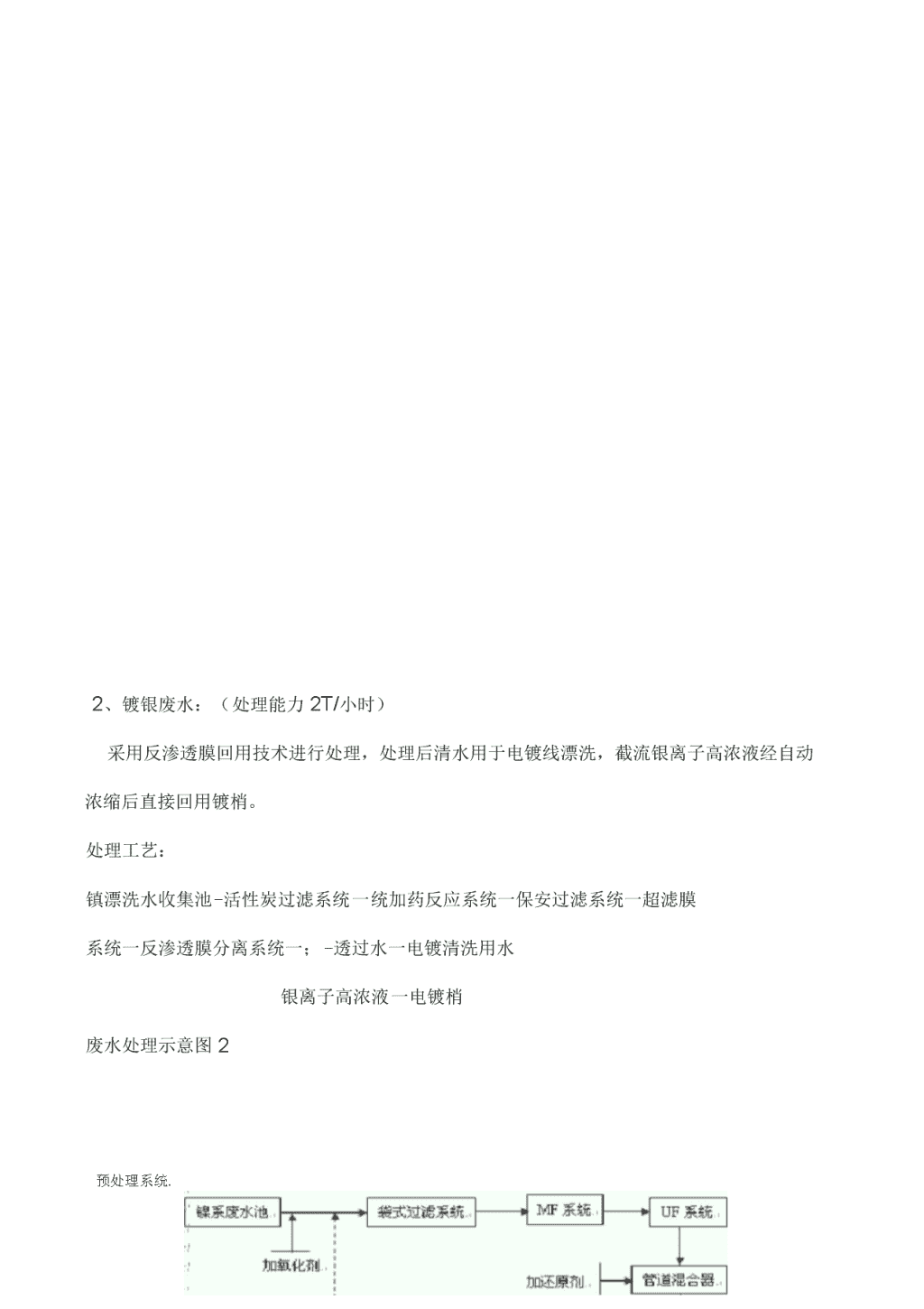
企业名称:九鑫机械工具一、企业基本概况:生产规模:公司现有职工1800人,固定资产1.5亿元,占地面积25万平方米,产值1.5亿。生产原料:钢材45、电镀化工材料主要产品:双呆扳手、梅花扳手、两用扳手、活络扳手、二、扳手生产工艺下料一锻造一机加工一热处理-磨光-电镀一包装三、电镀生产工艺1、银—银—铭电镀(二条)a、上挂-除油-清洗-弱腐蚀-清洗-半亮镍-活化-光亮镍-清洗-镀铬-清洗-下挂b、主要电镀活扳手、高档扳手,每天可电镀1000m22、银一铜—银—铭电镀a、上挂-除油-清洗-弱腐蚀-清洗-半亮镍-清洗-光亮铜-清洗-活化-清洗-光亮镍-清洗-镀铬-清洗-下挂b、主要电镀双呆、梅花、两用扳手,每天可电镀600m23、珍珠银电镀a、上挂-除油-清洗-弱腐蚀-清洗-半亮镍-清洗-活化-清洗-珍珠镍-清洗-镀铬-清洗-下挂b、主要电镀高档双呆、梅花、两用扳手,每天可电镀100m2四、电镀用水概况我公司用水情况:⑴、电镀线清洗采用《反雾化喷淋技术》(我公司发明专利)可节水90%\n(每条线平均用水15吨);⑵、电镀车间全部用水(前处理酸、碱用水、振动研磨用水以及电镀清洗用水)约80吨/每天,分别进入各水处理系统;⑶、建立了一套完整水循环再利于系统,电镀线清洗用水使用反渗透膜回用技术透过水(70%),未透过水(30%)用于前处理酸、碱用水、振动研磨用水;⑷每天需补充3吨去离子水用于电镀线(补充梢液蒸发)。五、电镀污染源及处理措施:1、主要电镀清洗水(铭废水、银废水、铜废水、酸碱废水),振动研磨废水、分别采用如下工艺既:⑴、铭废水处理:采用XFZ重金属废水处理设备;⑵、镀银废水:采用反渗透膜回用技术进行处理;⑶、采用生化技术与反渗透膜技术综合处理;⑷、铜废水、振动研磨废水、底面废水:采用斜板沉降固液分离化学法;2、铭渣、污泥、铭酸雾、盐酸雾铭渣、污泥:委托新天地固体废物进行处理。铭酸雾:采用铭雾废气净化抽风机(5米);盐酸雾:采用酸雾抑雾剂;六、环保治理工艺1、铭废水处理(处理能力5T/小时)采用XFZ重金属废水处理设备(处理能力5T/小时),对铭废水进行旋流化学一步法处理(领盐法),处理清水用于镀前酸洗,铭渣集中存放后,委托新天地固体废物进行处理。(发展方向采用真空浓缩法,取缔铭渣的产生)处理工艺:铭漂洗水收集池一除铭反应池-压滤机一;-透过水-除钢池一污泥池废水处理示意图1\n2、镀银废水:(处理能力2T/小时)采用反渗透膜回用技术进行处理,处理后清水用于电镀线漂洗,截流银离子高浓液经自动浓缩后直接回用镀梢。处理工艺:镇漂洗水收集池-活性炭过滤系统一统加药反应系统一保安过滤系统一超滤膜系统一反渗透膜分离系统一;-透过水一电镀清洗用水银离子高浓液一电镀梢废水处理示意图2预处理系统.\n3、酸碱废水:采用生化技术与反渗透膜技术综合处理,处理清水用于电镀线。处理工艺:(处理废水能力3T/小时)废水处理示意图3\n4、综合废水(处理能力5T/小时)采用斜板沉降固液分离化学法⑴、废水来源与用量⑴铜废水,5〜6吨/天(来自于Ni-Cu-Ni-Cr电镀线铜漂洗水);⑵振动研磨废水10〜15吨/天;(取自于反渗透膜处理后的未透过水)⑶镀前酸、碱废水和其它用水,5〜8吨/天;⑵、废水处理工艺⑴将铜废水(PH值4〜5)、镀前酸、碱废水、振动研磨清洗水、刷光水以及车间地面水全部进入缓冲池进行酸、碱中和自然调节(经测试PH值为3〜5);⑵由耐酸泵浆废水和NaOH碱液同时抽出,先经过水泵的高速运转混合后流入PH中和池进一步混合,保证PH值调到8〜9.5围,使Cu+2、Fe+2、Fe+3以及其它离子完全形成氢氧物;⑶由流量泵打入反应池,加入絮凝剂(PAM(聚丙烯酰胺)或MAPEI)充分搅拌形成疏水性共聚物,提高固液分离效果;⑷由反应池定量流入翼片式斜板沉淀器,进行固液分离;⑸清水流人PH调节池经,使用HCI将PH值调到7.5〜8PH后,再由流量泵打入连续砂滤器,进行二次过滤净化处理,⑹处理净水自流到蓄水池,然后由泵再打入高位梢进行再次回用;⑺沉淀泥浆由污泥泵打入板框压滤机进行脱水,污泥暴晒后集中存放制被,清水流入蓄水池再利用。废水处理示意图4\n七、应急措施1、重金属废弃物专人、专地点负责管理2,设100吨应急废水池。\n九鑫机械工具二0一0年七月二十九日