
- 290.25 KB
- 2022-04-22 11:28:36 发布

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
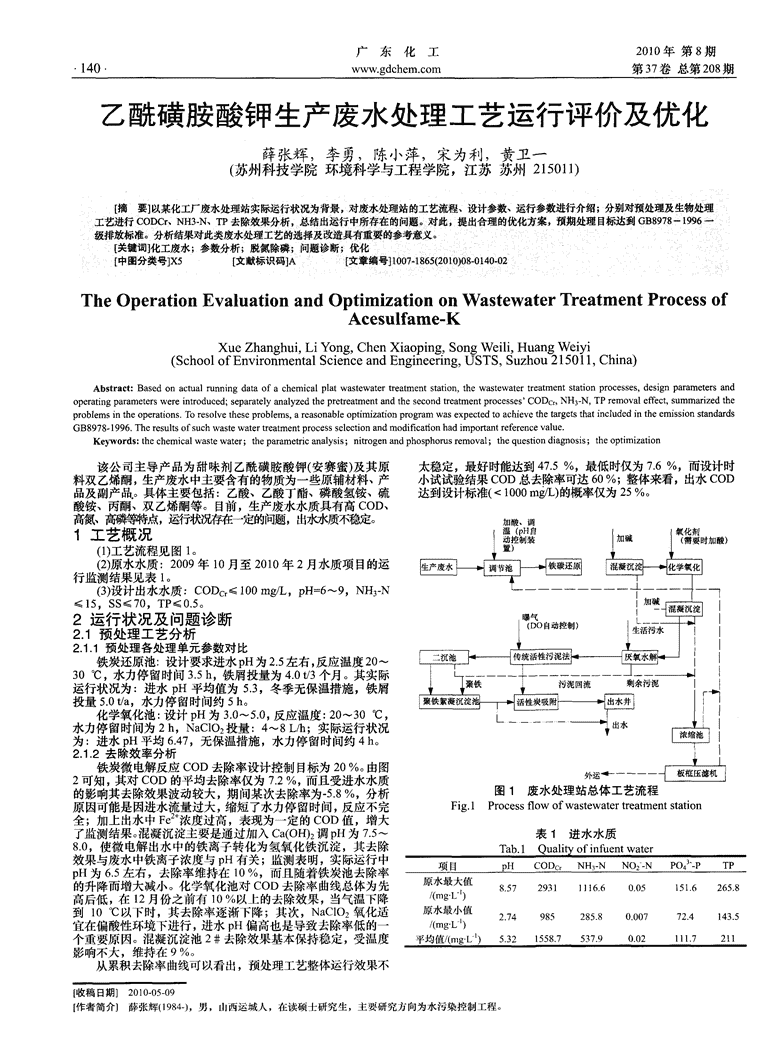
'2010年第8期140Ⅵww.gdchem.com第37卷总第208期乙酰磺胺酸钾生产废水处理工艺运行评价及优化薛张辉,李勇,陈小萍,宋为利,黄卫一(苏州科技学院环境科学与工程学院,江苏苏州215011)(摘要]以某化工厂废水处理站实际运行状况为背景,对废水处理站的工艺流程、设计参数、运行参数进行介绍;分别对预处理及生物处理工艺进行CODCr,NH3.N、TP去除效果分析,总结出运行中所存在的闷题。对龀,提出合理的优化方案,预期处理目标达到GB8978—1996一级打}放标准分析结果对此类废水处理工艺的选择及改造具有重要的参考意义。l荚键词】化工废水;参数分析;脱氮除磷;问题诊断;优化一(中圈分类号]x5【文献标识码】A【文章~]10074865(20i0)08-0140,02TheOperationEvaluationandOptimizationonWastewaterTreatmentProcessofAcesulfame.KXueZhanghui.LiYong,ChenXiaopingSongWeili,HuangWeiyirSchoolofEnvironvmen-talScienceandEngineering,USTS,Suzhou215011,China)Abstract:Basedonactualrunningdataofachemicalplatwastewatertreatmentstation,thewastewatertreatmentstationprocesses,designparametersandoperatingparameterswereintroduced;separatelyanalyzedthepretreatmentandthesecondtreatmentprocesses’CODcr,NH3一N,TPremovalefect,summarizedtheproblemsintheoperations.Toresolvetheseproblems,areasonableoptimizationprogramwasexpectedtoachievethetargetsthatincludedintheemissionstandardsGB8978.1996.Theresultsofsuchwastewatertreatmentprocessselectionandmodificationhadimportantreferencevalue.Keywords:thechemicalwastewater;theparametricanalysis;nitrogenandphosphorusremoval;thequestiondiagnosis;theoptimization该公司主导产品为甜味剂乙酰磺胺酸钾(安赛蜜)及其原太稳定,最好时能达到47.5%,最低时仅为7.6%,而设计时料双乙烯酮,生产废水中主要含有的物质为一些原辅材料、产小试试验结果COD总去除率可达60%;整体来看,出水COD品及副产品。具体主要包括:乙酸、乙酸丁酯、磷酸氢铵、硫达到设计标准(<1000m套/L)的概率仅为25%。酸铵、丙酮、双乙烯酮等。目前,生产废水水质具有高COD、高氮、高磷等特点,运行状况存在一定的问题,出水水质不稳定。加酸、调1工艺概况(1)212艺流程见图1。(2)原水水质:2009年10月至2010年2月水质项目的运行监测结果见表1。(3)设计出水水质:CODcf≤100mg/L,pH=6~9,NH3一N≤15,SS≤70,TP<0.5。2运行状况及问题诊断2.1预处理工艺分析2.1.1预处理各处理单元参数对比铁炭还原池:设计要求进水pH为2.5左右,反应温度20~30℃,水力停留时间3.5h,铁屑投量为4.0t/3个月。其实际运行状况为:进水pH平均值为5-3,冬季无保温措施,铁屑投量5.0t/a,水力停留时间约5h。化学氧化池:设计pH为3.0~5.0,反应温度:20~30℃,水力停留时间为2h,NaC102投量:4~8L/h;实际运行状况为:进水pH平均6.47,无保温措施,水力停留时间约4h。2.1.2去除效率分析铁炭微电解反应COD去除率设计控制目标为20%。由图2可知,其对COD的平均去除率仅为7-2%,而且受进水水质的影响其去除效果波动较大,期间某次去除率为一5.8%,分析图1废水处理站总体工艺流程原因可能是因进水流量过大,缩短了水力停留时间,反应不完Fig.1Processflowofwastewatertreatmentstation全;加上出水中Fe浓度过高,表现为一定的COD值,增大了监测结果。混凝沉淀主要是通过加入Ca(OH)2调pH为7.5~表1进水水质8.0,使微电解出水中的铁离子转化为氢氧化铁沉淀,其去除Tab.1Qualityofinfuentwater效果与废水中铁离子浓度与pH有关;监测表明,实际运行中pH为6.5左右,去除率维持在10%,而且随着铁炭池去除率的升降而增大减小。化学氧化池对COD去除率曲线总体为先高后低,在12月份之前有10%以上的去除效果,当气温下降到10oC以下时,其去除率逐渐下降;其次,NaC102氧化适宜在偏酸性环境下进行,进水pH偏高也是导致去除率低的一个重要原因。混凝沉淀池2#去除效果基本保持稳定,受温度影响不大,维持在9%。从累积去除率曲线可以看出,预处理工艺整体运行效果不【收稿日期]2010-05—09【作者简介】薛张辉(1984一),男,LIJ西运城人,在读硕士研究生,主要研究方向为水污染控制工程。
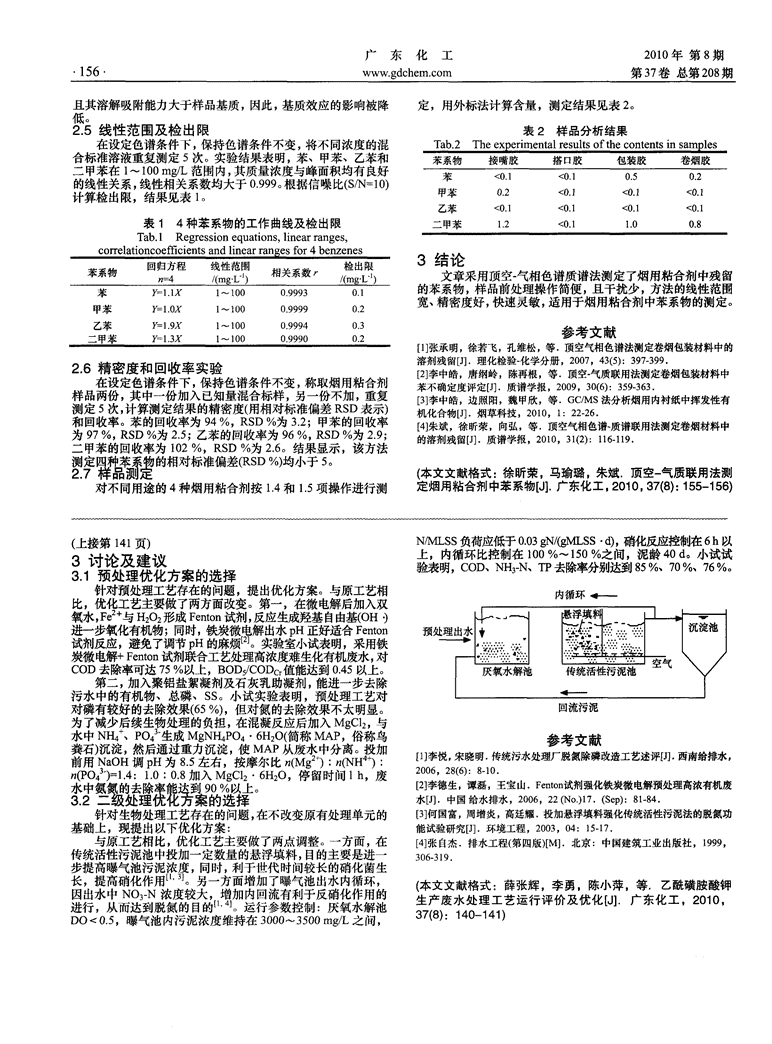
2010年第8期第37卷总第208期www.gdchem.com141瓣笾如2们月份如,最加好m时去0除率为l8%,偶尔会出现氨氮比原水中增大的现象,其平均去除率在8%左右。50预处理主要存在的问题诊断:45(1)通过四个月来的检测发现,生产废水水质波动很大,造成处理效果极不稳定。建议加强对调节池原水的检测,当进30水氮、磷过高时,加入适量生活污水、冲洗废水进行稀释。(2)pH对铁炭微电解、化学氧化反应有很大的影响,通过pH自动控制装置控制加药耐腐蚀计量泵往往不能达到预计效果,而稍15且有一定的滞后性,建议每过3h用pH试纸对酸碱进行监测。l。(3)预处理段对氨氮的去除率为9%,对磷的去除率虽有40%5左右,但因原水中磷浓度过高,其出水总磷含量仍为117mg/L,0不利于后续生化处理。.5(4)混凝沉淀工艺产生大量的污泥,建议一般每隔5~6h—100—291lI811一】】l】-2212一】112—231一l】12l1—272—3清理一次。否则,污泥过量会随着出水流出。日期2.2二级处理工艺分析图2预处理各单元COD去除率2.2.1各处理单元参数控制分析Fig.2EffectofpretreatmentunitsonCODremoval厌氧水解池:设计容积负荷:6.0kgCOD/(m3.d),污泥负荷:0.8kgCOD/(kgVSSd),MLSS:3000mg/L,DO:0.3mg/L,二沉池回流污泥为50%~75%;实际运行参数:SV:9%,MLSS:935mg/L,污泥负荷:2.0kgCOD/(kgVSSd),容积负荷:1.9kgCOD/(m3.d),二沉池回流污泥比:96%。传统活性污泥池:设计值:MLSS:2500mg/L,污泥负荷:0.4kgCOD/(kgVSSd),容积负荷:1.0kgCOD/(mj.d),DO:2mg/L,SRT:40d;实际运行值:MLSS:1084mg/L,SV:10%,污泥负荷:1.95kgCOD/(kgVSS·d),容积负荷:2.1kgCOD/(m
您可能关注的文档
- 关于天然橡胶加工废水处理工艺设计方法探析
- 混合电镀废水处理工艺与探讨
- 某电镀厂废水处理工艺设计本科毕业论文
- 毕业设计-啤酒厂废水处理工艺设计
- 新天煤制气项目气化废水处理工艺研究
- 铝材废水处理工艺设计和运行调试
- 高浓度氨氮废水处理工艺研究
- 九江市啤酒总厂废水处理工艺设计说明书.textmark
- 典型汽车涂装废水处理工艺
- 印染废水处理工艺
- 规模化养殖废水处理工艺对污染物削减研究
- 某乳业公司2500m3d废水处理工艺设计
- 呼和浩特市造纸厂废水处理工艺设计毕业论文
- 酸性染料生产废水处理工艺的选择
- 毕业设计(论文)-印染废水处理工艺设计
- 漳州市某电镀厂1000t废水处理工艺设计
- 典型汽车涂装废水处理工艺
- 废纸造纸废水处理工艺调试方法
相关文档
-
 关注微信公众号售出明细实时看
关注微信公众号售出明细实时看