

- 512.93 KB
- 2022-04-22 11:27:46 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'万方数据,。_---·-------—--__‘_l技术报告·废水处理·作者简介:刘鹏飞先生,硕士,工程师;主要从事制浆造纸废水处理的相关工作。废纸制浆造纸废水处理工艺设计实践与思考刘鹏飞(中国中轻国际工程有限公司,北京,100026)摘要:介绍了某纸业集团有限公司采用Ic反应器.活性污泥法组合工艺处理废纸制浆造纸废水的情况。工程实践表明,该工艺处理效果良好,吨纸排水量约4.6m3,CODc,和ss去除率分别达到98.2%和98.6%,出水指标达到《制浆造纸工业水污染物排放标准》(GB3544--2008)的排放标准。关键词:废纸制浆造纸废水;IC反应器;活性污泥法中图分类号:TS793文献标识码:B文章编号:0254-508x(2010)07·0044.06ExperienceoftheWastewaterTreatmentinaRecycledPaperMmLIUPeng.fei(ChinaBCELInternationalEngineeringCo.,Ltd.,Beijing,100026)(E-mail:liupf@heel—cn.corn)Abstract:ThispaperreportstheexperienceofarecycledpapermilltotreattheirwastewaterbyusingICreactor·activatedsludgesystem,satisfactoryresultsincluding4.6m3/tproducteffluentdischarge,98.2%and98.6%removMratesofCODc,andSSrespectivelyareachieved,andthedischargeeffluentisincompliancewitlltheregulationofGB3544--2008.Keywords:recycledpapermillwastewater;ICreactor;activatedsludgesystem随着造纸工业的迅速发展,造纸工业废水成为水环境主要的污染源之一。与其他工业废水相比,制浆造纸废水具有排放量大,含有大量的木质素和纤维素等难降解的大分子有机物,含生产过程添加的各种化学品,浓度高,耗氧量大等特性。根据国家环境保护部统计,2008年造纸工业废水排放量为42.5亿t,占全国工业废水总排放量的19.2%。排放废水中CODc。为157.4万t,占全国工业废水COD∞总排放量的34.7%。如何有效处理制浆造纸废水成为备受关注的热点之一L11。1工程概况某纸业集团有限公司是一家外商独资企业,该企业以国废OCC与3号美废混合废纸作为原料,年产80万t高档包装纸。该项目始建于2007年初,2008年3月建成投产,为了节约水源、保护环境、遵守国家环境保护法律法规,该企业对废水进行集中处理后达标排放。1.1原水及出水水质原水及出水水质设计指标分别如表1和表2所·44·示。由表2可知,该企业设计出水水质符合《制浆造纸工业水污染物排放标准》(GB3544--2001)的排放标准。表l原水水质设计指标注温度为斜筛回收纤维后废水的温度,pH值为车间排放废水的pH值,CODc,浓度为初沉后废水的CODc,浓度(可视作溶解性CODc。),ss浓度为斜筛回收纤维后废水的ss浓度。表2出水水质设计指标∞。:磐∞。i磐55篓置pH值/排m3水量.d-/mgL/rngL/nagL/md。-一l。⋯-收稿日期:2010-03—15(修改稿)ChinaPulp&PaperVoL29,No.7,2010
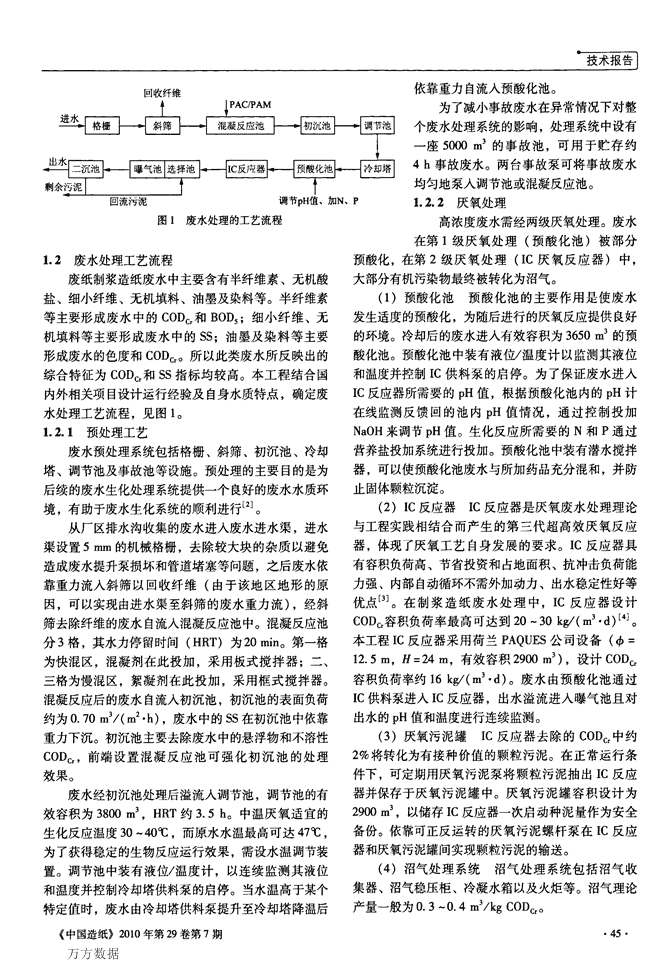
万方数据■—————————————————一技术报告lI里|收纤维flPACfPAMl掣雹四一匝巫蕈卜吨巫}—塑回遮剩余污泥lf·—_L——面丽西药F一调节pH值、加N、P图1废水处理的工艺流程1.2废水处理工艺流程废纸制浆造纸废水中主要含有半纤维素、无机酸盐、细小纤维、无机填料、油墨及染料等。半纤维素等主要形成废水中的COD。和BOD,;细小纤维、无机填料等主要形成废水中的SS;油墨及染料等主要形成废水的色度和COD。,。所以此类废水所反映出的综合特征为COD。,和ss指标均较高。本工程结合国内外相关项目设计运行经验及自身水质特点,确定废水处理工艺流程,见图1。1.2.1预处理工艺废水预处理系统包括格栅、斜筛、初沉池、冷却塔、调节池及事故池等设施。预处理的主要目的是为后续的废水生化处理系统提供一个良好的废水水质环境,有助于废水生化系统的顺利进行旧J。从厂区排水沟收集的废水进入废水进水渠,进水渠设置5mm的机械格栅,去除较大块的杂质以避免造成废水提升泵损坏和管道堵塞等问题,之后废水依靠重力流入斜筛以回收纤维(由于该地区地形的原因,可以实现由进水渠至斜筛的废水重力流),经斜筛去除纤维的废水自流人混凝反应池中。混凝反应池分3格,其水力停留时间(HRT)为20min。第一格为快混区,混凝剂在此投加,采用板式搅拌器;二、三格为慢混区,絮凝剂在此投加,采用框式搅拌器。混凝反应后的废水自流入初沉池,初沉池的表面负荷约为0.70m3/(m2·h),废水中的ss在初沉池中依靠重力下沉。初沉池主要去除废水中的悬浮物和不溶性COD∽前端设置混凝反应池可强化初沉池的处理效果。废水经初沉池处理后溢流入调节池,调节池的有效容积为3800m3,HRT约3.5h。中温厌氧适宜的生化反应温度30~40℃,而原水水温最高可达47℃,为了获得稳定的生物反应运行效果,需设水温调节装置。调节池中装有液位/温度计,以连续监测其液位和温度并控制冷却塔供料泵的启停。当水温高于某个特定值时,废水由冷却塔供料泵提升至冷却塔降温后《中国造纸》2010年第29卷第7期依靠重力自流人预酸化池。为了减小事故废水在异常情况下对整个废水处理系统的影响,处理系统中设有一座5000m3的事故池,可用于贮存约4h事故废水。两台事故泵可将事故废水均匀地泵入调节池或混凝反应池。1.2.2厌氧处理高浓度废水需经两级厌氧处理。废水在第1级厌氧处理(预酸化池)被部分预酸化,在第2级厌氧处理(IC厌氧反应器)中,大部分有机污染物最终被转化为沼气。(1)预酸化池预酸化池的主要作用是使废水发生适度的预酸化,为随后进行的厌氧反应提供良好的环境。冷却后的废水进入有效容积为3650m3的预酸化池。预酸化池中装有液位/温度计以监测其液位和温度并控制IC供料泵的启停。为了保证废水进入IC反应器所需要的pH值,根据预酸化池内的pH计在线监测反馈回的池内pH值情况,通过控制投加NaOH来调节pH值。生化反应所需要的N和P通过营养盐投加系统进行投加。预酸化池中装有潜水搅拌器,可以使预酸化池废水与所加药品充分混和,并防止固体颗粒沉淀。(2)IC反应器Ic反应器是厌氧废水处理理论与工程实践相结合而产生的第三代超高效厌氧反应器,体现了厌氧工艺自身发展的要求。IC反应器具有容积负荷高、节省投资和占地面积、抗冲击负荷能力强、内部自动循环不需外加动力、出水稳定性好等优点旧J。在制浆造纸废水处理中,IC反应器设计CODcr容积负荷率最高可达到20—30kg/(m3·d)Mj。本工程IC反应器采用荷兰PAQUES公司设备(西=12.5m,H=24m,有效容积2900m3),设计CODc,容积负荷率约16kg/(m3·d)。废水由预酸化池通过IC供料泵进入Ic反应器,出水溢流进入曝气池且对出水的pH值和温度进行连续监测。(3)厌氧污泥罐IC反应器去除的CODD中约2%将转化为有接种价值的颗粒污泥。在正常运行条件下,可定期用厌氧污泥泵将颗粒污泥抽出IC反应器并保存于厌氧污泥罐中。厌氧污泥罐容积设计为2900m3,以储存IC反应器一次启动种泥量作为安全备份。依靠可正反运转的厌氧污泥螺杆泵在IC反应器和厌氧污泥罐间实现颗粒污泥的输送。(4)沼气处理系统沼气处理系统包括沼气收集器、沼气稳压柜、冷凝水箱以及火炬等。沼气理论产量一般为0.3~0.4m3/kgCODcro
万方数据(5)废气处理系统由于厌氧处理过程会产生心s等废气,故厌氧系统的水池都应该加盖,废气通过废气风机收集,采用涤气塔,用碱液进行洗涤处理。1.2.3好氧处理经厌氧处理后的IC反应器出水进入后续的活性污泥系统进行好氧处理。本系统由选择池、好氧曝气池和二沉池组成。(1)选择池和好氧曝气池Ic反应器出水自流进入选择池,选择池容积为630m3。好氧曝气池设计为推流式,总容积约为24400m3,采用Nopon公司潜水曝气方式进行曝气,好氧曝气池有效水深为8.3m。好氧曝气池末端安装溶氧仪以监测废水中的溶解氧浓度,以便对好氧曝气池内的溶解氧进行控制。(2)二沉池来自于好氧曝气池的混合液经过好氧曝气池末端的配水堰流入一座直径54m的二沉池,设计表面负荷约为0.47m3/(m2·h)。二沉池通过重力沉降和泥层的过滤作用将污泥与处理后的出水分离。出水溢流至二沉池出水井达标排放。1.2.4污泥处理初沉池污泥和经污泥浓缩池浓缩后的二沉池污泥一起进入污泥混合池,经带式脱水机脱水处理后外运。污泥脱水处理产生的滤液自流入调节池。1.3主要设备及规格主要设备及规格见表3。表3主要设备及规格注罗茨风机数量为4台,其中使用3台,备用1台。·46·2运行情况该工程于2008年11月启动,经一段时间的调试后可稳定运行。由于采用了先进的工艺,废水排放量最初只有17000m3/d左右,为保证Ic反应器保持一定的上升流速,IC反应器出水的1/3回流至预酸化池。2009年3月的出水水质检测平均数据如表4所示。从表4可看出,2009年3月,废水处理系统对COD。,和ss的去除率分别达到96.9%和97.5%,出水COD。,除个别数据有波动外,绝大部分稳定在90mg/L以下。表42009年3月出水水质平均数据mg/L随着生产的进行,造纸工艺进一步优化,回用水比例增多,导致废水排放量继续减少。2009年6月后,废水排放量稳定在11000m3/d左右,IC反应器出水的50%回流至预酸化池。2009年7月初的一周内出水水质平均数据如表5所示。从表5可看出,废水排放量减小后,由于排出污染物的总量基本保持不变,导致有机物浓度成倍增长,但出水各项指标去除率略有增长,COD。和SS去除率分别为98.2%和98.6%,二沉池出水CODcr大部分稳定在95mg/L左右,ss稳定在40mg/L以下,其出水水质均达到《制浆造纸工业水污染物排放标准》(GB3544--2008)的排放标准。表52009年7月初的一周内出水水质的平均数据mg/L3废水处理的工艺特点3.1预处理工艺制浆造纸生产中不可避免地有很多纤维浆料流失,可用斜网或微滤机回收纤维并用于造纸。如果采用过细的网孔虽然能够回收更多的细纤维,但在抄纸过程中这些细纤维可能还会重新流失排到废水处理场,导致经斜筛处理后的废水sS仍然较高,本工程采用100目的斜网。纤维浆料对废水处理系统的影响分为两个方面:一方面可能会堵塞微孔式曝气设备的ChinaPulp&PaperVol-29。№7,2010
万方数据●-—————--—---------—-一技术报告l微小膜孑L,增加空气阻力,使膜孑L破损或堵塞,从而导致空气短路或部分废水溶解氧不足,增加设备的故障发生率和维护成本,影响废水处理效果。本工程采用潜水曝气方式,斜筛回收的纤维主要用于出售,因此不存在这个问题。另一方面,纤维浆料可作为微生物的载体,使微生物菌团变得粗壮,有利于提高废水处理效果。纤维浆料与菌胶团的紧密结合也可提高污泥脱水性能,使生物污泥更易于处理。此外,进入厌氧反应器的废水ss浓度一般都要求较低,如果大量的ss进入厌氧反应器,它们会聚集在颗粒污泥中,使污泥的产甲烷菌活性降低,同时水中的纤维易形成絮状污泥上浮,造成污泥流失。因此,本工程废水在初沉池前先经过混凝反应池处理,可大大提升初沉池的处理效果以去除SS。从表5可看出,水量调整后,进水SS浓度虽然超出了设计范围,但SS去除率仍然达到85%以上。3.2厌氧处理工艺水解酸化是兼氧厌氧技术,兼性菌(主要是产酸菌)在缺氧或厌氧条件下,将废水中主要的大分子有机物如纤维素等分解成小分子中间产物——有机酸和醇类(乙酸、丙酸、乙醇等)。同时,部分有毒物质及一些带色基团的分子键被打开,降低了废水中有毒物质的浓度,有利于后续好氧工序降解有机物。部分有毒物质(如有机卤化物,AOX)在厌氧条件下,能以适当的有机物为共基质分解而解毒,可以提高有毒物质的去除速率。IC反应器主要由混合区、颗粒污泥膨胀床区、精处理区、内循环系统和出水区组成。IC反应器通过两级三相分离器来实现SRT(污泥龄)>HRT,获得高污泥浓度,通过大量沼气和内循环的剧烈搅动,使废水充分混合,获得良好的传质效果,以保证Ic反应器高效运行。据报道,内循环流量可达进水流量的0.5—5.0倍po。由表4数据可以看出,初沉池出水在经过厌氧组合工艺处理后,CODo去除率达到78.8%以上,相应IC反应器容积负荷率约为17kg/(m3·d)。由表5数据可以看出,初沉池出水在经过厌氧组合工艺处理后,COD。,去除率达到76.9%以上,相应Ic反应器容积负荷率约为26kg/(m3·d),进一步验证了IC反应器抵抗冲击负荷的优越性。3.3好氧处理工艺好氧工艺采用传统的活性污泥法,表4和表5显示好氧处理COD。,去除率分别达到85%和92%。传统活性污泥法对有机物和悬浮物有很高的处理效率,是《中国造纸》2010年第29卷第7期当前制浆造纸废水处理领域应用最为广泛的处理技术之一。但实践证明,传统活性污泥法也有诸多缺陷,如不能较好适应水质、水量冲击负荷、占地面积较大等。与厌氧反应器组合应用虽然可以保证出水水质,但由于高效的厌氧反应器大多需要从国外进口,导致一次性投资过高。因此笔者认为,加强造纸废水处理工艺的研究与实践经验的总结,针对不同的水质选用更加经济实用且符合中国国情的组合处理工艺已刻不容缓。4经济指标本工程总投资约为0.9亿元,运行设备电耗费用为0.70Tc/t废水,消耗的自来水费不到0.01形t废水,药剂费用0.30形t废水(包括盐酸、氢氧化钠、尿素、磷酸二氢氨等),人工费用0.02形t废水,根据工程投资对设备折旧和维修折合运行费用为0.80形t废水。对上述发生费用进行汇总,折合运行费用为1.83形t废水。5存在问题及思考本工程设计水量(26000m3/d)与实际运行水量(11000m3/d)存在较大差异,废水处理场长期在此水量下运行势必造成工艺的浪费,虽然造成此差异的原因是采用先进造纸工艺技术,回用水比例增加等,从整体角度上看还是节约了成本,但是如何采取有效措施,最大程度弥补局部的劣势成为当前第一个急需解决的问题。此外,《制浆造纸工业水污染物排放标准》(GB3544--2008)自2008年8月1日实施后,排放废水水质指标越发严格,现有制浆造纸企业要在2011年6月30日前升级改造完毕以执行新的排放标准。如何利用现有条件,最大限度地节约整改投资与运行费用,成为第2个需要解决的问题。5.1初沉池初沉池的设计表面负荷约为0.70m3/(m2·h),2009年3月和2009年7月后的水量所对应的表面负荷分别约为0.46m3/(m2·h)和0.30m3/(m2·h),全流程相应的SS去除率分别为97.5%和98.6%,沉淀效果略微变好,初沉池在如此低的负荷下运行,初沉污泥含水率理论上有一定程度的降低,可依据运行情况减少初沉污泥的排放量。此外,还可将二沉池剩余污泥全部回流至初沉池内成为初沉污泥沉淀下来,活性污泥对原水中有机物有吸附絮凝作用,可提高废水中悬浮物的沉淀性能。.47·
万方数据已有工程实践证明,利用二沉池剩余污泥回流可将COD。,去除率提高20%左右,强化初沉池的处理能力,提高出水水质,且剩余污泥作为初沉污泥沉淀下来,含水率低,提高了污泥的脱水性能。5.2预酸化池厌氧反应器的正常运行需要满足一定的条件:如温度、pH值和营养物质等。从预酸化池进出水COD。指标来看,废水经预酸化池后的CODD值基本不变(表4和表5初沉池与预酸化池COD&的差值是Ic反应器出水回流至预酸化池后混合作用的结果)。由于现场测定BOD,条件有限,导致无从证明废水经预酸化池后可生化性改善的效果。从处理工艺本身来看,由于预酸化池没有污泥回流,废水在有限的停留时间内不可能维持足够的污泥浓度,虽然IC反应器出水回流带入一部分污泥,且实际检测到废水经预酸化池后ss含量有所增加(见表4和表5数据),但其含量依然很少,污泥量的不足很可能会影响预酸化池改善废水生化性的效果。笔者认为,预酸化池的作用实际为IC反应器的一道屏障,在此通过调节温度、pH值、投加营养盐等使废水满足IC反应器正常运行的条件。且当废水预酸化度较高时,IC反应器内难以形成颗粒污泥,使出水SS含量偏高,导致IC反应器运行失败。此外,IC反应器除满足容积负荷率在一定范围内以外,也要保证一定的上升流速以保证工艺正常运行,此数值一般保持在6—8m/h之间。本工程现在运行水量只有11000m3/d,按此水量其上升流速只有3.7m/h,常规解决办法是在Ic反应器附近设一个外循环罐,加大循环量以保证上升流速,本工程将IC反应器出水的50%回流到预酸化池使其替代了外循环罐的作用。5.3好氧曝气池好氧曝气池在设计水量下,HRT约为22h,但在2009年3月的运行数据下,HRT达到了34h,到2009年7月甚至超过了53h,单从HRT上讲,此好氧曝气池已经完全成为一个延时曝气池。从COD。去除率分析,2009年3月的COD。平均去除率为85%,2009年7月却达到了92%以上。造成CODcr去除率提高的原因与HRT的延长有直接的关系。活性污泥在如此长的曝气时间下,可充分再生,吸附功能得到恢复和增强。当废水进入好氧曝气池时,可以在很短的时间内吸附更多的有机物,然后在好氧条件下将有机物降解,这也就解释了表4和表5中COD。,去除率的差异。·48·从另一个角度上讲,在延时曝气条件下,活性污泥微生物在池内长期处于内源呼吸状态,微生物的增值速率逐渐降低直到低于自身的氧化速率,微生物开始在营养物质不足以维持生命活动的条件下大量代谢自身的细胞物质,导致剩余污泥量少且稳定。理论上,延时曝气系统是不产生污泥的,但实际上仍有少量污泥产生,主要是一些难于生物降解的微生物内源代谢的残留物,如细胞膜和细胞壁等。但是如果控制好溶解氧等运行参数,好氧曝气池理论上可以成为一个存在好氧-缺氧/厌氧微环境相结合的系统,造成此类微环境的原因可以是由于污泥絮体内存在溶解氧梯度,也可以是好氧曝气池局部曝气不均匀等。此微环境的存在可以使好氧曝气池完全能够实现可动态水解酸化-好氧分解功能,延时曝气的好氧曝气池内由于污泥解体等产生一系列难以降解的有机物等,可利用此动态水解酸化-好氧分解功能使废水中难以降解的有机物水解为易于生物降解的小分子,从而提高了BOD/COD的比值,改善了废水的可生化性,保证了良好的处理效果。5.4二沉池二沉池的设计表面负荷约为0.47n13/(m2·h),2009年3月和2009年7月后的水量所对应的表面负荷分别为0.31m3/(m2·h)和0.20m3/(n"12·h),相应的出水ss平均值分别为50mg/L和36m∥L。同初沉池一样,二沉池长期在如此低的负荷下运行,污泥含水率理论上有一定程度的降低。本工程的二沉池沉降区常常受到池底上升气泡的影响,引起出水的悬浮物浓度偏高。这是由于二沉池沉淀时间过长,污泥中含有的大量有机物BOD,进行厌氧反应产生气体所致。5.5污泥处理污泥脱水后所产生的滤液可进入集水井,这样可减少混凝反应池内絮凝剂的添加量,提高絮凝剂的利用率,提高初沉池沉淀效果。5.6升级措施从表5的运行数据可看出,本工程现在的运行效果与GB3544--2008中表2的水质指标相比,相差不大,采用适当措施(如气浮+脱色)后即可达标。二沉池出水井中的水通过气浮池供料泵进入气浮系统,在供料泵前的管段上投加混凝剂,在供料泵之后投加絮凝剂,混凝气浮可以去除二沉池出水中大部分sS和部分不可生物降解的COD∽气浮出水自流进入脱色池,在此投加NaCIO进行脱色反应,脱色后废水的COD“浓度将可达GB3544--2008中表2的China凡fp&PaperVoL29,No.7,2010
万方数据标准。5.7设计角度由于造纸废水排放量的不确定性,废水处理场主要构筑物的设计应采用模块化方式(如沉淀池、好氧曝气池等分两组建设),此举虽然增大了初期投资,但在实际运行中,可依据排水量灵活运行,大大减少运行费用。6结论6.1采用IC反应器一活性污泥法处理废纸制浆造纸废水,工程实践表明,该工艺处理效果良好,COD。和ss去除率分别达到98.2%和98.6%,其出水水质均达到《制浆造纸工业水污染物排放标准》(GB3544--2008)的排放标准。6.2本工程在低水量条件运行下,进水COD。,浓度成倍增长,但Ic反应器在容积负荷率达到约26kg/(m3·d)时,COD。,去除率仍然达到76.9%以上,进一步验证了IC反应器抵抗冲击负荷的优越性。参考文献[1]中国造纸协会.中国造纸工业2008年度报告[J].中华纸业,2009.30(9):1.[2]林雪芬.制浆造纸废水生化处理工程应用[J].中国造纸,2008,”(1):34.[3]张忠波,陈吕军,胡纪萃.Ic反应器技术的发展[J].环境污染与防治,2000,22(3):39.[4]苏振华.厌氧处理在制浆造纸废水处理中的应用[J].国际造纸,2008,27(3):35.[5]PereboomJHF,VereijkenTLFM.Methanogenicgranuledevelop-mentinfullscaleintemalcirculationreactors[J].Wat.Sci.Tech.。1994,30(8):9.1cPPl(责任编辑:陈丽卿)·消息·“ChinaPaper2010国际造纸技术报告会"将于9月14日在上海召开由中国造纸学会、美国克劳斯公司、芬兰工程师学会联合主办的“2010国际造纸技术报告会”将于2010年9月14日在上海召开,报告会为期一天。报告会将邀请国内外造纸专家在会上做专题报告(详见下表),欢迎广大造纸工作者及相关行业人员参加。会议日期:2010年9月14日会议地点:上海扬子江万丽大酒店三楼碧涛厅会议内容:2010国际造纸技术报告会会议主题:中国造纸工业的可持续发展09:00—09:15开幕式致欢迎词09:15—09:45十二五期间中国造纸工业发展的宏观环境(李平处长,国家发改委)09:45—10:15后金融危机时期全球纸业发展趋势(IlkkaKuusisto,Poyry,芬兰)10:15一lO:45高速增长的风险10:45~11:00休息11:oo—11:30未来的非木材原料制浆技术(KristerSjOblom,美卓,芬兰)11:00~12:OO在全球林产品市场建立和推广品牌声誉(PierreGauthier,欧亚市场运营总监,加拿大林产品协会)12:00—13:15午餐下午大会主席:邝仕均教授,中国造纸学会副理事长《中国造纸》2010年第29卷第7期13:15—13:45改变服务和维护的工作方式(RossMacHattie,Honeywell)13:45—14:15维修工作在制浆厂效能和环境管理中的突出作用(DanielSchuck,安德里兹)14:15一14:45制浆造纸厂的混合与分散一节约能源、资源(MiikaPartanen,MegatrexOy)14:45—15:15造纸厂为生产车间提供支持的有关工作案例(WangXu/AsRC/UPMCSU)15:15一15:30休息15:30一16:00污染物总量减排的进展与对造纸工业的要求(张震宇处长,国家环保部)16:00—17:00专题讨论投资中国制浆造纸工业,推动技术进步主持人:曹振雷博士(中国造纸学会秘书长)讨论小组成员应广东(太阳纸业,副总经理/总工程师)张凤山(华泰纸业,总工程师)XuYong(UPM常熟纸厂)范泽(美卓,总经理)联系电话:010—65877087邮箱:t42@ctapi.org.cnleihuang@ctapi.org.cn联系人:陶天雷煌凡预参加此次会议人员请按照上述邮箱地址发送参会人员名单。·49·
废纸制浆造纸废水处理工艺设计实践与思考作者:刘鹏飞,LIUPeng-fei作者单位:中国中轻国际工程有限公司,北京,100026刊名:中国造纸英文刊名:CHINAPULP&PAPER年,卷(期):2010,29(7)参考文献(5条)1.中国造纸协会中国造纸工业2008年度报告2009(9)2.林雪芬制浆造纸废水生化处理工程应用2008(1)3.张忠波.陈吕军.胡纪萃IC反应器技术的发展2000(3)4.苏振华厌氧处理在制浆造纸废水处理中的应用2008(3)5.PereboomJHF.VereijkenTLFMMethanogenicgranuledevelopmentinfullscaleinternalcirculationreactors1994(8)本文链接:http://d.g.wanfangdata.com.cn/Periodical_zgzz201007011.aspx'
您可能关注的文档
- 电厂废水处理工艺.doc
- 铝材废水处理工艺.doc
- 汽车涂装废水处理工艺范文.doc
- 肉类加工废水处理工艺设计.doc
- 新型电镀废水处理工艺及回用技术介绍.doc
- 络合态代森锰锌生产废水处理工艺探讨.pdf
- 二氧化氯处理含氰废水处理工艺浅析.pdf
- 高浓度化工废水处理工艺装备.doc
- 草酸生产含铅废水处理工艺研究.pdf
- 某铀矿尾矿库废水处理工艺研究.pdf
- 砂石料加工废水处理工艺与实践.pdf
- 造纸废水处理工艺介绍.doc
- 天翼印染厂废水处理工艺.docx
- 线路板废水处理工艺分析.doc
- 含铬废水处理工艺.doc
- 废水处理工艺流程.doc
- 炼油废水处理工艺设计计算书.doc
- 镍废水处理工艺技术.doc