

- 55.91 KB
- 2022-04-22 11:33:08 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
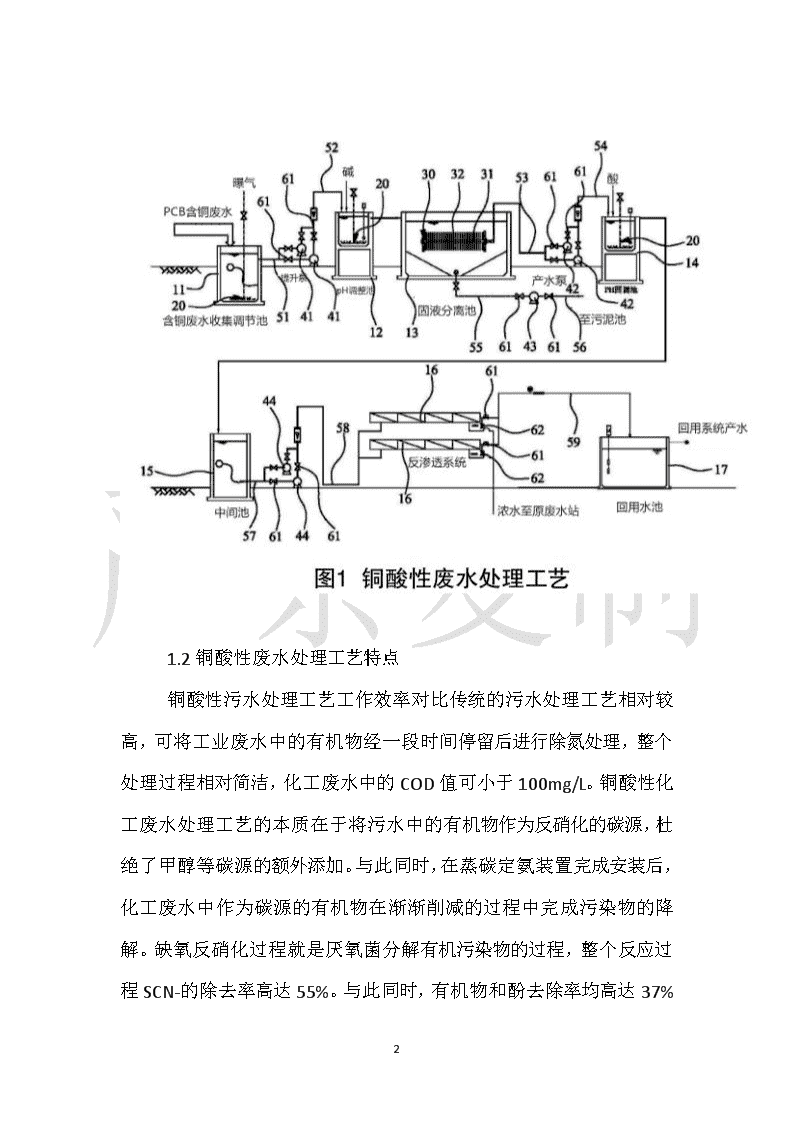
'含铜酸性废水处理工艺 铜酸性属于好氧,铜酸性废水的处理工艺之所以可以得到广泛的应用,是由于其可以对污水进行准时处理。废水中的有机物可通过铜酸性进行有效降解,对于所产生的废水浓度高有较强的降解力量,但是,废水中的酸碱浓度过高,其中所含生物特别不利于降解。并对废水处理方法进行有效改进。本讨论主要基于循环流一体式生物反应器讨论如何对废水进行铜酸性生物处理,并通过氧化处理试验进行废水降解试验。 一、铜酸性工艺的详细应用 1.1含铜酸性废水的处理工艺 常见的含铜酸性废水的处理工艺可分为3种类型: (1)将含铜酸性废水中的重金属铜元素离子经过化学处理工艺进行去除,主要方法有重金属沉淀去除法、氧化还原去除法、高分子铜元素捕集剂去除法等。 (2)在保证重金属化学形态完整的基础上,使用吸附、离子等价置换、膜分别等化学方式对重金属成分进行吸附、压缩和分别,达到去除废水中铜成分的效果。 (3)通过藻类植物、真菌、细菌等微生物进行固化生物吸附、植物吸取等途径对废水中的铜成分进行去除。在众多处理工艺中,重金属沉淀去除法是当前效率最高并且应用最广的一种工艺。铜酸性废水处理工艺如图1所示。4
1.2铜酸性废水处理工艺特点4
铜酸性污水处理工艺工作效率对比传统的污水处理工艺相对较高,可将工业废水中的有机物经一段时间停留后进行除氮处理,整个处理过程相对简洁,化工废水中的COD值可小于100mg/L。铜酸性化工废水处理工艺的本质在于将污水中的有机物作为反硝化的碳源,杜绝了甲醇等碳源的额外添加。与此同时,在蒸碳定氨装置完成安装后,化工废水中作为碳源的有机物在渐渐削减的过程中完成污染物的降解。缺氧反硝化过程就是厌氧菌分解有机污染物的过程,整个反应过程SCN-的除去率高达55%。与此同时,有机物和酚去除率均高达37%和63%;BOD5和COD分别去除39%和72%。 铜酸性工艺的优势在于其操作流程相对简便,其耐负荷冲击力量相对较强,并在化工废水的反硝化过程中主要实行了高浓度污泥的膜技术。回收的化工污水,如污染物的浓度波动相对较大,不会对其日常处理造成影响[2]。但该污水处理工艺因缺少污泥回流处理过程,无法对污泥进行培育,对污泥的降解力量相对较低。不断提升化工废水的脱氮率,需要将内部处理系统循环比例进行有效提升,但会导致系统运行费用低额增加。除此之外,曝气池是内循环液的主要来源,因含有DO不能始终维持有效的缺氧状态,影响反硝化效果,脱氧率很难达到85%。 二、铜酸性废水处理工艺调试工作 铜酸性化工污水处理系统在工作之初就开头进行曝气池的填料工作,调试工作完成后,提前30天进行微生物培育。最初进行生活污水的降解,将生活污水收集至铜酸性池和水解池。为保证化工污水的处理效果,照旧通过老曝气池进行污水处理。为保证污水得到有效降解,不断促进微生物的繁殖,投入工业葡萄糖至铜酸性水池中,经一段时间处理后,COD含量已经达标,同时污水中的酸碱度呈持续下降趋势,NH3-N稳定达标,表明铜酸性池中的硝化反应正常,硝化系统已经开头形成,经生物膜检后证明铜酸性池中的微生物群已经基本完善,表明该系统可以稳定运行。 三、铜酸性废水处理工艺实际应用4
工业废水中较难进行降解的污染物高达20多种,因此属于较难降解的化工废水。同时部分化工企业排出的废水中可能存在毒性较强的化学衍生物,导致铜酸性废水处理工艺降解效果较差。为解决这一状况,促进化工污水中COD与NH3-N等指标达标,可依据每个化工厂的实际状况和污水的特点实行针对性的处理方法,例如“水解+铜酸性工艺”方法可有效提升污水处理力量,促使污水中相关指标达到排放标准。例如兰州石油化工公司在污水处理过程中,实行此种方式,排放污水经处理后,COD与NH3-N含量达标,并且通过有关部分的测试,目前其污水处理技术经过不断改善,兰州石油化工公司污水处理力量已经达到5.5万t/d,并胜利完成了工业污水处理系统的建立。 四、结语 随着污水处理技术的不断进步,铜酸性污水处理工艺已经不断趋于完善,其污水处理效果显著,脱氮效果极强,并且具备较为简便的操作过程,还可有效降低化工厂每年用于污水处理中的运行成本。化工厂污水处理中NH3-N和COD指标不达标是始终以来面临的主要问题,而从铜酸性工艺对兰州石油化工公司的处理案例中,发觉该污水处理系统的出水标准符合国家相关要求,并且在过往的基础上完成了新型污水降解菌种的培育,将COD及NH3-N的去除率分别做到80%及95%以上,处理效果明显,值得推广应用。(4'