

- 175.83 KB
- 2022-04-22 11:44:07 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'第26卷第6期山西化工Vol.26No.62006年12月SHANXICHEMICALINDUSTRYDec.2006环境保护2A/O污水处理工艺在焦化废水处理中的应用倪宁峰(山西焦化股份有限公司,山西洪洞041606)2摘要:根据工作实际,总结了焦化废水处理过程中,进水水质、废水温度、溶解氧和pH值等对A/O污水处理工艺的影响。2关键词:焦化废水;A/O污水处理工艺中图分类号:X784文献标识码:B文章编号:100427050(2006)0620060202氧池和好氧池进一步处理。在厌氧池段,废水中难引言以降解的有机物开环变为链状化合物,链长的化合2A/O污水处理工艺处理焦化废水主要包括硝化物开链为短链的化合物。利用好氧池中的活性污和反硝化两个阶段。首先在好氧条件下,通过好氧硝泥、缺氧池中的反硝化细菌使废水中的有害物质降化菌的作用,将废水中的氨氮氧化为亚硝酸盐或硝酸解为无害的无机物CO2、H2O和N2。在好氧条件盐,同时废水中的其他有害物质不同程度地降低;然下,通过好氧硝化菌的作用,将废水中的氨氮氧化为后在缺氧条件下,利用反硝化菌(脱氮菌)将亚硝酸盐亚硝酸盐或硝酸盐;在缺氧条件下,利用反硝化菌将和硝酸盐还原为氮气而从废水中逸出,并去除废水中亚硝酸盐和硝酸盐还原为氮气而从废水中逸出。然[1,2]后经过二次沉淀池,部分上清液回流到缺氧池,部分的部分COD、挥发酚和氰化物等有害物质。山西焦化股份有限公司焦化二厂A2/O污水处经过混凝沉淀达到排放标准外排。工艺过程中在缺理工艺,对焦化废水中COD、氨氮等有较好的处理效氧池和好氧池分别加入营养物质和絮凝剂。工艺流果,焦化废水处理出水指标达到了国家《污水综合排程见图1(见第61页)。放标准》(GB897921996)的二级标准(见表1)。22A/O污水处理的影响因素表1污水处理站进水和出水情况COD挥发酚氰化物硫化物氨氮2.1进水污染物质量浓度的影响-1-1-1-1-1pH/mg·L/mg·L/mg·L/mg·L/mg·L进水污染物各物质质量浓度的控制对处理效果进水2000~3000400~60010~2030~100200~3007~10影响明显。蒸氨后的质量浓度NH32N控制在出水120~1800.01~0.50.01~0.50.3~15~257~8300mg/L以下;COD要控制在3500mg/L以下;标准≤150≤0.5≤0.5≤1.0≤256~9硫化物控制在80mg/L以下。短时间的进水质量1A2/O污水处理工艺浓度变化因为由调节池的作用对系统影响不太明显,若长时间或频繁的影响,硝化和反硝化过程都会焦化废水经过气浮除油和调节池,去除废水中受到抑制,而且恢复时间较长,特别是出水氨氮的重油、乳化油以及部分悬浮物后,进入厌氧池、缺指标恢复较慢。实际操作中,进水出现COD大于3500mg/L、NH32N大于400mg/L和硫化物大于收稿日期:2006208216100mg/L约3天~5天,一周后出水COD开始升作者简介:倪宁峰,男,1970年出生,1992年毕业于中国矿业大学环高,然后影响到NH32N和挥发酚。若能够及时控制境工程专业,工程师,现主要从事环境管理和环境监测管理工作。
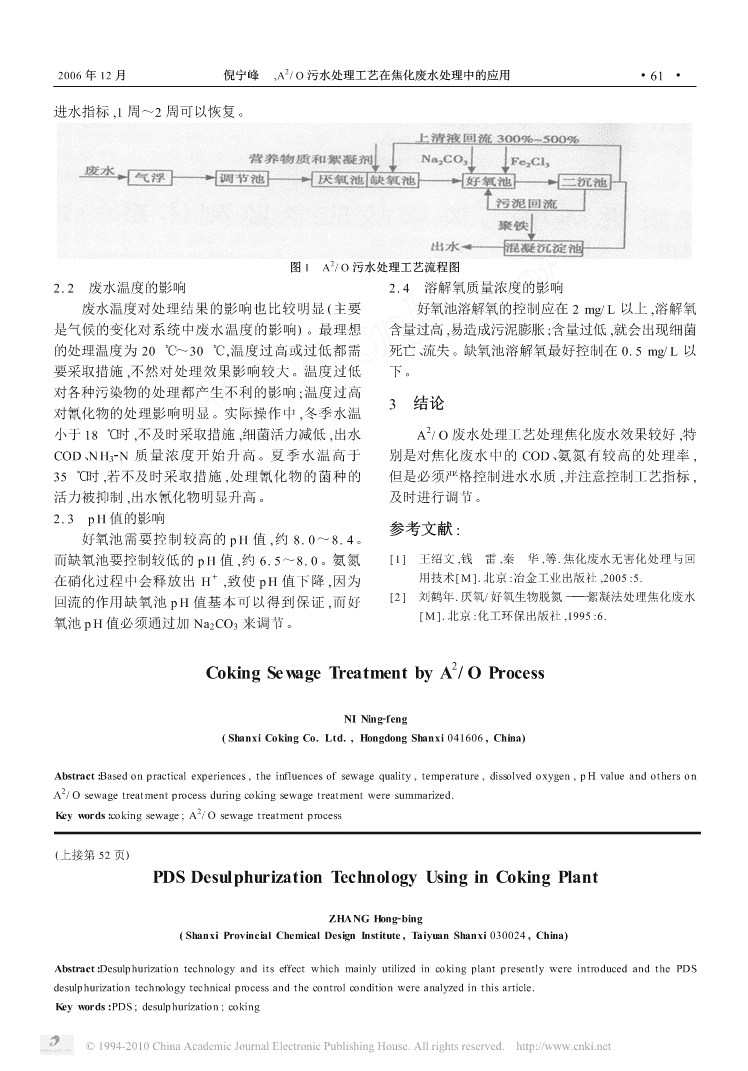
22006年12月倪宁峰,A/O污水处理工艺在焦化废水处理中的应用·61·进水指标,1周~2周可以恢复。2图1A/O污水处理工艺流程图2.2废水温度的影响2.4溶解氧质量浓度的影响废水温度对处理结果的影响也比较明显(主要好氧池溶解氧的控制应在2mg/L以上,溶解氧是气候的变化对系统中废水温度的影响)。最理想含量过高,易造成污泥膨胀;含量过低,就会出现细菌的处理温度为20℃~30℃,温度过高或过低都需死亡、流失。缺氧池溶解氧最好控制在0.5mg/L以要采取措施,不然对处理效果影响较大。温度过低下。对各种污染物的处理都产生不利的影响;温度过高3结论对氰化物的处理影响明显。实际操作中,冬季水温2小于18℃时,不及时采取措施,细菌活力减低,出水A/O废水处理工艺处理焦化废水效果较好,特COD、NH32N质量浓度开始升高。夏季水温高于别是对焦化废水中的COD、氨氮有较高的处理率,35℃时,若不及时采取措施,处理氰化物的菌种的但是必须严格控制进水水质,并注意控制工艺指标,活力被抑制,出水氰化物明显升高。及时进行调节。2.3pH值的影响参考文献:好氧池需要控制较高的pH值,约8.0~8.4。而缺氧池要控制较低的pH值,约6.5~8.0。氨氮[1]王绍文,钱雷,秦华,等.焦化废水无害化处理与回在硝化过程中会释放出H+,致使pH值下降,因为用技术[M].北京:冶金工业出版社,2005:5.回流的作用缺氧池[2]刘鹤年.厌氧/好氧生物脱氮———絮凝法处理焦化废水pH值基本可以得到保证,而好[M].北京:化工环保出版社,1995:6.氧池pH值必须通过加Na2CO3来调节。2CokingSewageTreatmentbyA/OProcessNINing2feng(ShanxiCokingCo.Ltd.,HongdongShanxi041606,China)Abstract:Basedonpracticalexperiences,theinfluencesofsewagequality,temperature,dissolvedoxygen,pHvalueandotherson2A/Osewagetreatmentprocessduringcokingsewagetreatmentweresummarized.2Keywords:cokingsewage;A/Osewagetreatmentprocess(上接第52页)PDSDesulphurizationTechnologyUsinginCokingPlantZHANGHong2bing(ShanxiProvincialChemicalDesignInstitute,TaiyuanShanxi030024,China)Abstract:DesulphurizationtechnologyanditseffectwhichmainlyutilizedincokingplantpresentlywereintroducedandthePDSdesulphurizationtechnologytechnicalprocessandthecontrolconditionwereanalyzedinthisarticle.Keywords:PDS;desulphurization;coking'