

- 30.86 KB
- 2022-04-22 11:44:42 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
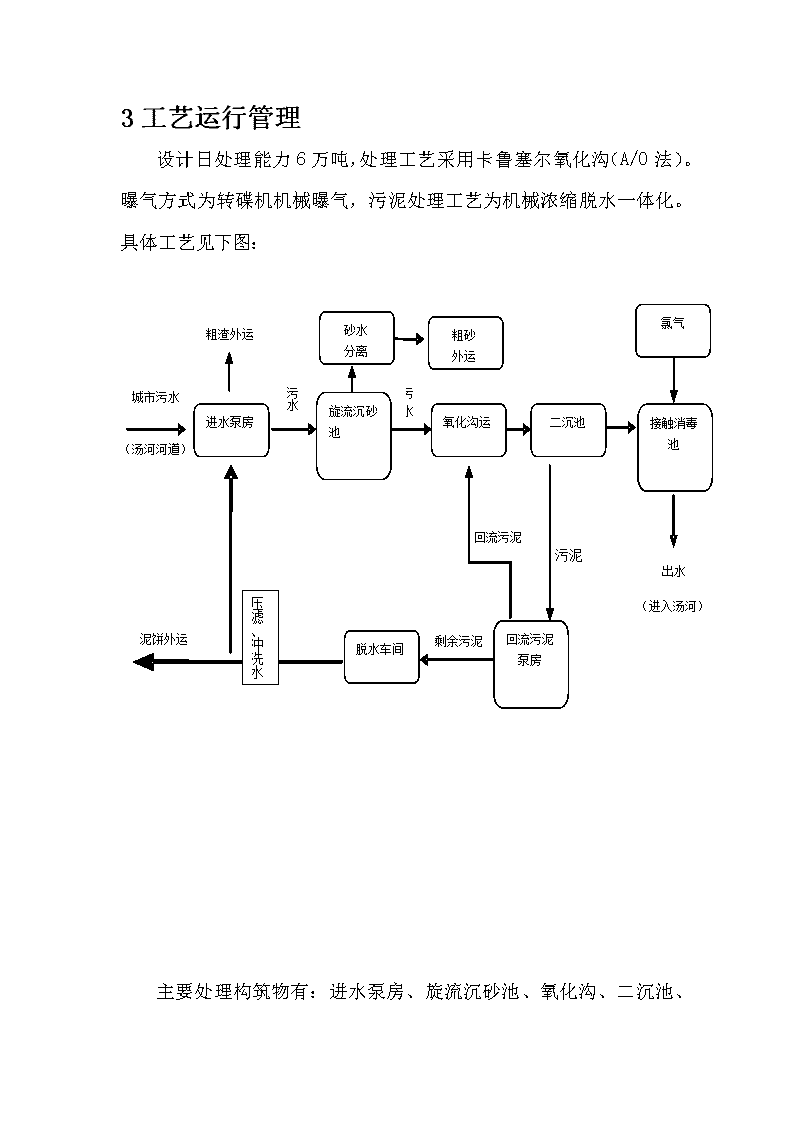
'3工艺运行管理设计日处理能力6万吨,处理工艺采用卡鲁塞尔氧化沟(A/O法)。曝气方式为转碟机机械曝气,污泥处理工艺为机械浓缩脱水一体化。具体工艺见下图:污水处理厂工艺流程框图城市污水(汤河河道)剩余污泥污污污泥回流污泥粗渣外运城市污水(汤河河道)剩余污泥污水泥饼外运污泥回流污泥出水(进入汤河)粗渣外运污水砂水分离粗砂外运进水泵房旋流沉砂池氧化沟运二沉池接触消毒池氯气回流污泥泵房脱水车间压滤、冲洗水水主要处理构筑物有:进水泵房、旋流沉砂池、氧化沟、二沉池、
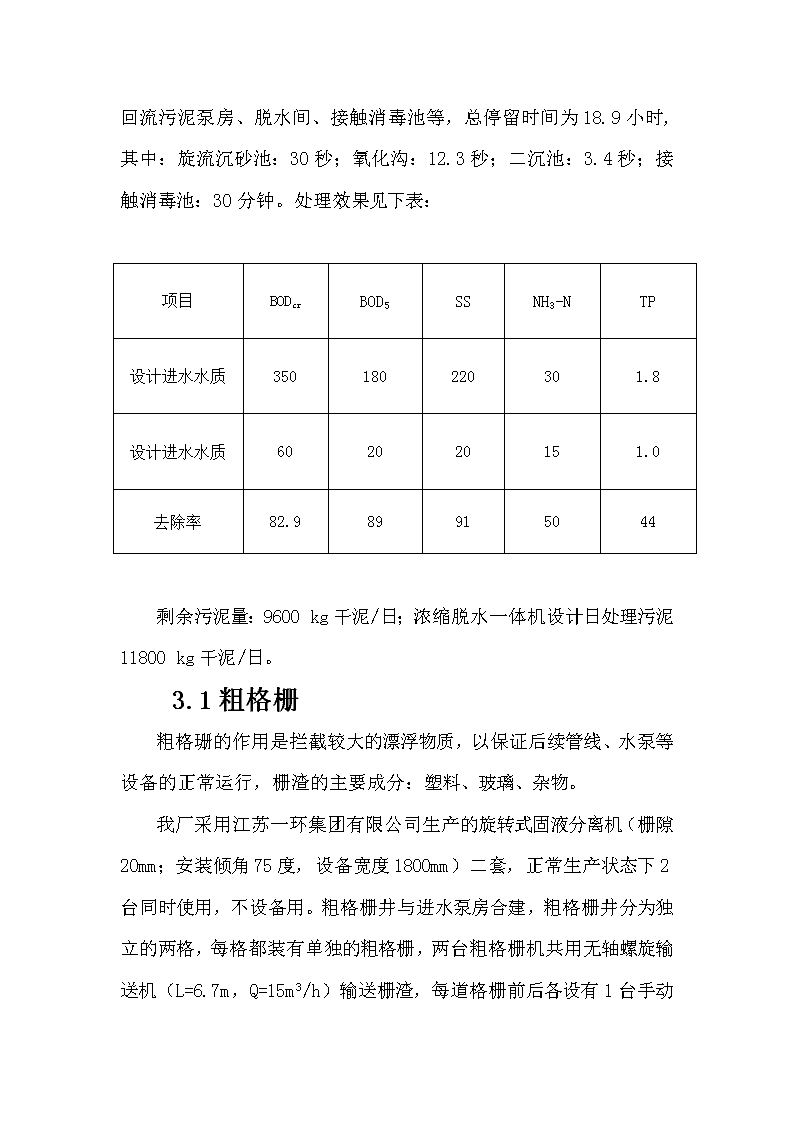
回流污泥泵房、脱水间、接触消毒池等,总停留时间为18.9小时,其中:旋流沉砂池:30秒;氧化沟:12.3秒;二沉池:3.4秒;接触消毒池:30分钟。处理效果见下表:项目BODcrBOD5SSNH3-NTP设计进水水质350180220301.8设计进水水质602020151.0去除率82.989915044剩余污泥量:9600kg干泥/日;浓缩脱水一体机设计日处理污泥11800kg干泥/日。3.1粗格栅粗格珊的作用是拦截较大的漂浮物质,以保证后续管线、水泵等设备的正常运行,栅渣的主要成分:塑料、玻璃、杂物。我厂采用江苏一环集团有限公司生产的旋转式固液分离机(栅隙20mm;安装倾角75度,设备宽度1800mm)二套,正常生产状态下2台同时使用,不设备用。粗格栅井与进水泵房合建,粗格栅井分为独立的两格,每格都装有单独的粗格栅,两台粗格栅机共用无轴螺旋输送机(L=6.7m,Q=15m3/h)输送栅渣,每道格栅前后各设有1台手动
和电动启闭机,作为检修和切换使用。单边粗格栅故障检修时可单台独立工作,不影响正常进水。粗格栅机在正常生产状态下采用现场手动模式运行,正常运行周期为1小时。运行中可根据实际进水含渣量适当调整运行周期。雨天、玉米和小麦收获季节运行频率加大。若出现因栅渣量太大造成堵塞、格栅前后水位差过大等现象时,可连续运行格栅1-2个周期,充分清除积渣。格栅运行过程中出现电流异常、运转有异响等则需要停机检查,粗格栅还配备有自动保护装置,倘若出现电机过载、机械故障等问题则会自动停机,值班人员可根据故障类型现场处理,处理不了立即通知维修部实施检修。若故障短时间无法解决,则需要关闭该格栅进水启闭机以防栅条堵塞。维修过程中需要井下作业时,则需先将格栅进水闸板都关闭,利用提升泵将水位抽低,然后再关闭该格栅与集水井间的反向闸板,之后再恢复另一台格栅正常进水。每道格栅前后都设有1台液位差计,在自动化状态下,可根据液位差自动设定启动。也可根据时间周期设定启动。自动化工控网络系统可随时将粗格栅现场信息反馈至中央控制室,通过中央控制室工控电脑随时监视现场设备运行情况,值班人员可在第一时间发现问题并迅速作出反应。3.2进水泵房
进水泵房的作用是将污水提升至一定高度,然后依靠重力流完成整个后续工艺流程.我厂进水泵房与粗格栅合建,位于厂区外300米处,构筑物平面大小为:11.0×5.3m,进水泵房设有ITT飞力公司生产的潜污泵4台,分别为:CP3356/665型(Q=1500m3/h;H=15.7m;P=75kw)和CP3306/605型(Q=1100m3/hH=15m;P=58kw)各两台,正常生产状态下2用2备。运行时可根据泵房集水井内水位确定不同型号水泵的开启台数,使用情况下为4小时轮换一次。泵房内各水泵管道相互独立,管道上均装有止回阀,手动电动启闭阀门,泵故障检修时可通过调整其他泵和相应阀门保证正常进水,大泵额定电流160A,小泵额定电流122A,工作电压380V。开泵实行闭闸启动,倘若生产运行过程中出现电流异常三相电压不均衡运转有异响等问题则应该停机检查。潜污泵自身还配备有自动报警装置和自动保护装置,倘若出现电机进水,油温过高,电机过载等问题则会立即发出报警并自动停机.自动化工控网络可随时将进水泵现场信息反馈至中央控制室,通过中央控制室工控电脑随时监视现场设备运行。值班人员可在第一时间发现问题并迅速作出反应。3.3细格栅细格栅用于二次拦截清捞进厂污水中携带的较为细小的漂浮杂物,防止杂物进入下道工序。我厂采用江苏一环集团有限公司生产的阶梯式细格栅两台(栅隙5mm,功率1.1kw,宽度1600,安装倾角
75o),正常生产状态下2台同时使用、不设备用。细格栅进水渠与沉砂池相连,平面尺寸:5.3m*4.0m,高1.6m。每道格栅前设手动闸板,用于检修和切换。两进水渠相互独立,进水渠上各设有单独的格栅,两台细格栅共用一台无轴螺旋输送器(L=6.62m,Q=10m3/h,n=8.5r/min)输送栅渣。单边细格栅故障检修时可单台独立工作。在正常生产状态下细格栅采用自动运行模式,定时或根据格栅前后液位差开启清捞栅渣以保证格栅正常过水量。生产运行中格栅运行周期可根据实际进水中含渣量的大小进行调整。倘若出现因栅渣太大造成格栅栅条堵塞的现象,可现场手动连续运行格栅几个周期,充分清除积渣。正常生产状态下细格栅每120分钟运行一次,若运行过程中出现电流异常、运转有异响等问题则需停机检查。细格栅还配备有自动保护装置,倘若出现电机过载、机械故障等问题则会自动停机,值班人员可根据故障类型进行现场处理,必要时通知维修部实施检修。倘若细格栅故障且短时间内无法修复,则需先将进水量降至≤1600m3/h。然后关闭该格栅手动进水闸板,以防栅条堵塞。倘若维修过程中需要下井作业时,则需先将该格栅进、出水闸门都关闭,之后开放空阀排空积水。自动化工控网络系统可随时将细格栅现场信息反馈至中央控制室,通过中央控制室工控电脑随时监视现场设备运行情况,值班人员可在第一时间发现问题并迅速做出反应。
细格栅前安装有在线水质检测仪表,数据直接传输到中央控制室,可以大致判断进厂污水水质情况。检测指标分别是温度、PH及SS。正常运行控制范围:温度:15o~35o、PH:6~8、SS:≤220mg/l。3.4旋流沉砂池旋流沉砂池及砂水分离器用于去除污水中裹携的砂、碎石与较大的颗粒物,以减少它们在后续构筑物中的沉降,防止造成设施淤砂,影响功效;防止造成磨损堵塞,影响管线、设备的正常运行。旋流沉砂池由相互独立的两个池体组成。单池:Φ×H=3.5m×1.5m;砂斗:Q*H=1.5m×1.9m;进水渠宽0.8m;有效水深0.8m;出水渠水道宽1.6m;表面负荷182m3/m2·h,水力停留时间30S,正常生产状态下两座同时使用,不设备用,每座沉砂池上设有江苏泉溪环保股份有限公司生产的立式浆叶分离机(叶片直径:ø1.6m)和ITT飞力生产的CP3102MT432型输砂泵(Q=25.6l/s;H=5.5m;P=2.4kw)各一台,共用江苏泉溪环保股份有限公司生产的砂水分离器(P=0.75kw;N=7.3r/min;处理量Q=43.7t/d)。污水由进水渠道沿池体正切线方向进入池内,利用立式浆叶分离机上浆叶旋转产生水力涡流,污水由池中心线方向流向出水渠,砂粒下沉进入储砂斗,实现泥砂和污水分离。立式浆叶分离机上浆叶连续运行,下浆叶配合输砂泵定时启动,以防沉砂淤积。同时砂水分离器同步脱水。正常生产状态下采取现场手动运行。目前由于进水含砂量小;运行周期为每天一次。此外,冬季要注意防冻。
倘若在生产运行过程中出现电流异常,运转有异响等问题则需停机检查,若故障短时间内无法解决,则需关闭沉砂池进水以防积砂。若需下池作业,则可通过放空阀排空。自动化工控网络系统可随时将细格栅现场信息反馈至中央控制室,通过中央控制室工控电脑随时监视现场设备运行情况并实施远程监控,值班人员可在第一时间发现问题并迅速做出反应。3.5卡鲁塞尔氧化沟卡鲁塞尔氧化沟是污水处理厂生化处理的核心,通过氧化沟内的活性污泥,大部分有机污染物得到生物降解。卡鲁塞尔氧化沟共两座,结构为六沟式。进水和回流污泥由启闭机分开控制,各自独立。卡鲁塞尔氧化沟分为好氧区和缺氧区,前端为缺氧区。氧化沟平面尺寸为119m×47.1m,有效水深3.5m,沟宽7.5m,总容积为15430m3。其中缺氧区有效容积3400m3,好氧区有效容积为12030m3。工艺参数:水力停留时间12.3h其中缺氧区水力停留时间2.7h;好氧区水力停留时间9.6h;BOD5污泥负荷:0.1kgBOD5/kgMLSS·d,污泥龄11-12d,,混合液污泥浓度3500mg/l,污泥回流比可达100%,剩余污泥量9600kg/l,好氧区需氧量559kgO2/h。每座氧化沟上设11台江苏一环集团有限公司生产的转碟曝气机(碟片直径D=1400mm,转速=50-55r/min;P=30kw)。为使氧化沟内混合液处于悬浮状态,防止污泥沉积,在氧化沟的下部分别设有
ITT飞力生产的SR4430型液下推进器6台(转速=35r/min;螺旋桨直径=1800mm;P=4kw),其中缺氧段设2台。其运行正常与否直接影响到出水水质,需要认真的控制和精心的管理。1、污泥浓度正常值:2.5~4.5kgMLSS/m3之间。污泥浓度过高会造成泥龄过长;COD去除率低;曝气机开启台数过多;并且充氧不足,出水水质下降。污泥浓度过低会造成系统超负荷(即污泥负荷过高)出水水质下降。2、污泥中的灰烬正常值:介于20%~50%,污泥中包含的灰烬主要取决于进水水质,通常其含量较小。如果升高,则污泥浓度要相应提高,以确保有足够的活性污泥。当污泥灰分过高导致活性污泥SVI过低、污泥活性不足影响生物系统正常运行时,应立即查明原因:倘若是因为进水有机物浓度过低、营养源不足则可以投加适量的甲醇等营养物质。倘若是由于进水中含有毒物质导致污泥中毒微生物大量死亡,则应当立即减少进水量并采取相应的污泥复壮措施。3、沉降性能正常值:SV介于35-80ml/l之间,SVI介于80~150ml/gMLSS,数值太高会造成污泥流失,出水水质下降。采取措施:污泥浓度过高会导致污泥体积增加。这种情况应增加排泥以减少污泥浓度。污泥体积的增加也可能是因为丝状菌的大量繁殖引起。建议由有经验的人员进行显微镜观察微生物种类,以确定丝
状菌种类,改善工艺条件。4、溶解氧浓度(DO)好氧段混合液的DO值控制在1.5—2.5kg/l;缺氧段DO控制在低于0.5mg/l。DO过高会造成能量消耗加大;在缺氧和厌氧阶段时为消耗DO需更长时间,因而使实际缺氧时间缩短。DO过高势必造成打碎污泥,使污泥絮细,降低沉降性能,导致污泥流失,SS出水高。DO过低会造成BOD/COD的去除率降低,硝化效果差、污泥质量下降(丝状菌生长过剩)。采取措施:DO值高,可通过改变曝气机的台数、时间、顺序来调节。DO值低,可能由多种原因造成:1、耗氧太多,因污泥浓度太高。这种情况应减小污泥浓度;2、因污泥负荷高,这种情况应减小负荷。5、pH值正常值:6.5~8.0,PH值超出正常范围将导致污泥中毒。此外,硝化过程是生物处理过程中对pH值最敏感的过程,由于进水成分参与生物反应,使pH值发生变化,因此比进水中的pH值变化更加重要。如果曝气池中的pH值超出可接受的范围,出水水质将显著下降。如果pH值特别高或特别低(>9或<5)且是由进水引起的,应马上关闭进水泵;如果pH值偏离但在可接受的范围内,应更加频繁地测定曝气池中的pH值,以保证池中的工艺参数正常,同时查出导致pH值变化的原因并进行适当的工艺调整。目前,因我厂进水水质大部分时间不高,在正常生产状态下,6
台液下推进器全开,8#、3#或4#曝气机常开,6#常闭,其余根据进水量,进水水质、回流比、DO调控3.6二次沉淀池二次沉淀池用于将氧化沟混合液泥水进行分离、上清液排放,沉淀下来的污泥排入回流污泥泵房。我厂二沉池采用中心进水,周边出水的辐流式沉淀池,共4座。单池直径35m。4座二沉池的配水井(分配进水)、出水井、排泥井合建,直径14.6M。二次沉淀池上设有无锡通用机械厂有限责任公司生产的BXH35型双周边驱动刮吸泥机(机长=34.748m;P=2.79kw),其利用池内液位与集泥槽液位之间形成的静水压将池底污泥吸入集泥槽;再由真空虹吸管将污泥排入中心配水井。同时刮吸泥机上设刮渣板,可将二沉池表面浮渣刮至排渣斗中。工艺参数:实际水力表面负荷为0.88m3/m2·h;出水堰负荷≤1.7l/s·m;池边水深3.5m;其中有效水深3m;缓冲层高0.3m;污泥区高度0.2m;池底坡度i=0.5%;水力停留时间3.4h。正常生产状态下,刮吸泥机应先启动真空泵,然后再开启行走装置。刮吸泥机工作时必须连续行走,连续排泥。真空泵补水周期为8h,真空装置在冬季时要做好保温和防冻措施。每座二沉池开启通过相应中心配水井的启闭机控制,开启座数根据污水负荷。并且不少于2座,在污水量小的情况下,为保证活性污泥的活性,二沉池要间隔8小时轮换一次。
刮吸泥机桥架控制箱对应的另一端装有紧急停车按钮,供紧急状况下使用。刮吸泥机配备有自动报警装置和自动保护装置,倘若出现电机过载、机械故障等问题则会自动停机,值班人员可根据故障类型进行现场处理,必要时通知维修部实施检修。二沉池刮吸泥机必须始终保证正常运行,倘若刮吸泥机出现故障且短时间内无法修复,则需先关闭该池进水闸板,以防堵塞吸泥管。然后泄掉刮吸泥机管路的真空。自动化工控网络系统可随时将二沉池现场信息反馈至中央控制室,通过中央控制室工控电脑随时监视现场设备运行。值班人员可在第一时间发现问题并迅速作出反应。中心配水井安装有在线水质检测仪表,数据直接传输到中央控制室,可以大致判断出污水水质情况。检测指标分别是出水温度、PH、DO及SS。3.7回流污泥泵房回流污泥泵房内设回流污泥泵及剩余污泥泵,均采用潜水排污泵,分别用于提升回流污泥至氧化沟和提升剩余污泥至储泥池。回流污泥最大回流比采用100%,采用四台潜污泵,水泵特性参数:Q=800m3/h,H=7m,P=30kW,三用一备。剩余污泥由二台剩余污泥泵进行提升,单台Q=68.4m3H=7mP=3kW,一用一备。控制:根据氧化沟内的混合液污泥浓度,自动调控污泥泵开启台数。
正常情况下,一台剩余污泥泵连续运转。当氧化沟混合液污泥浓度过低时,减少污泥排放量;当污泥浓度过高时,增加污泥排放量。3.8加氯间加氯间按Q=6万800m3/d规模设计,设计加氯量6mg/L.氯瓶按库存20天,1吨氯瓶实际供氯量按800kg计,实际挥发量按4.0kg/h计,则需工作瓶4瓶,氯瓶总数9瓶。'