

- 550.23 KB
- 2022-04-22 11:40:17 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
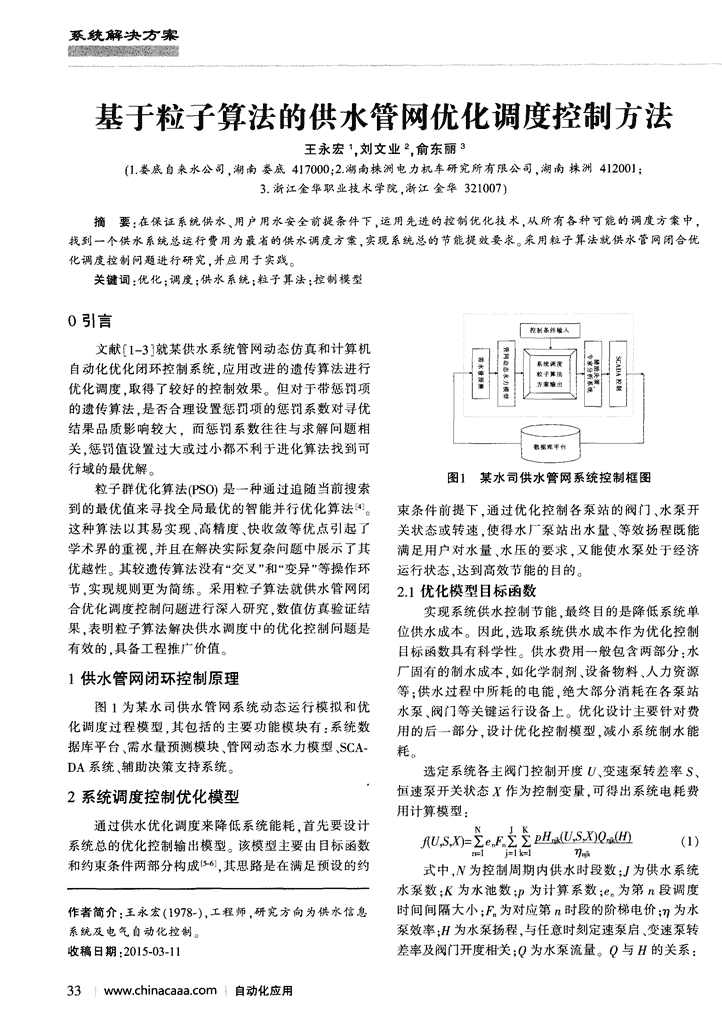
'系统解决方案基于粒子算法的供水管网优化调度控制方法王永宏,刘文业,俞东丽。(1。娄底自来水公司,湖南娄底417000;2.湖南株洲电力机车研究所有限公司,湖南株洲412001;3.浙江金华职业技术学院,浙江金华321007)摘要:在保证系统供水、用户用水安全前提条件下,运用先进的控制优化技术,从所有各种可能的调度方案中,找到一个供水系统总运行费用为最省的供水调度方案.实现系统总的节能提效要求。采用粒子算法就供水管网闭合优化调度控制问题进行研究,并应用于实践。关键词:优化;调度;供水系统;粒子算法;控制模型0引言文献『1—3]就某供水系统管网动态仿真和计算机自动化优化闭环控制系统.应用改进的遗传算法进行优化调度.取得了较好的控制效果但对于带惩罚项的遗传算法.是否合理设置惩罚项的惩罚系数对寻优结果品质影响较大.而惩罚系数往往与求解问题相关.惩罚值设置过大或过小都不利于进化算法找到可行域的最优解图1某水司供水管网系统控制框图粒子群优化算法(eso1是一种通过追随当前搜索到的最优值来寻找全局最优的智能并行优化算法束条件前提下.通过优化控制各泵站的阀门、水泵开这种算法以其易实现、高精度、快收敛等优点引起了关状态或转速.使得水厂泵站出水量、等效扬程既能学术界的重视.并且在解决实际复杂问题中展示了其满足用户对水量、水压的要求,又能使水泵处于经济优越性其较遗传算法没有“交叉”和“变异”等操作环运行状态,达到高效节能的目的。节,实现规则更为简练。采用粒子算法就供水管网闭2.1优化模型目标函数合优化调度控制问题进行深入研究.数值仿真验证结实现系统供水控制节能.最终目的是降低系统单果.表明粒子算法解决供水调度中的优化控制问题是位供水成本。因此.选取系统供水成本作为优化控制有效的.具备工程推广价值目标函数具有科学性。供水费用一般包含两部分:水厂固有的制水成本.如化学制剂、设备物料、人力资源1供水管网闭环控制原理等:供水过程中所耗的电能.绝大部分消耗在各泵站图1为某水司供水管网系统动态运行模拟和优水泵、阀门等关键运行设备上。优化设计主要针对费化调度过程模型.其包括的主要功能模块有:系统数用的后一部分.设计优化控制模型.减小系统制水能据库平台、需水量预测模块、管网动态水力模型、SCA—耗。DA系统、辅助决策支持系统选定系统各主阀门控制开度、变速泵转差率S、恒速泵开关状态作为控制变量.可得出系统电耗费2系统调度控制优化模型用计算模型:通过供水优化调度来降低系统能耗.首先要设计系统总的优化控制输出模型该模型主要由目标函数Au,sz):圭旦k(lJ((1)n=lj=lk=1町和约束条件两部分构成[].其思路是在满足预设的约式中,Ⅳ为控制周期内供水时段数;I,为供水系统水泵数:K为水池数;P为计算系数;e为第n段调度作者简介:王永宏(1978一),工程师,研究方向为供水信息时间间隔大小;为对应第n时段的阶梯电价;77为水系统及电气自动化控制。泵效率:日为水泵扬程,与任意时刻定速泵启、变速泵转收稿日期:2015.03.11差率及阀门开度相关;p为水泵流量。p与日的关系:33、^n^n^f.chinacaaa.com自动化应用
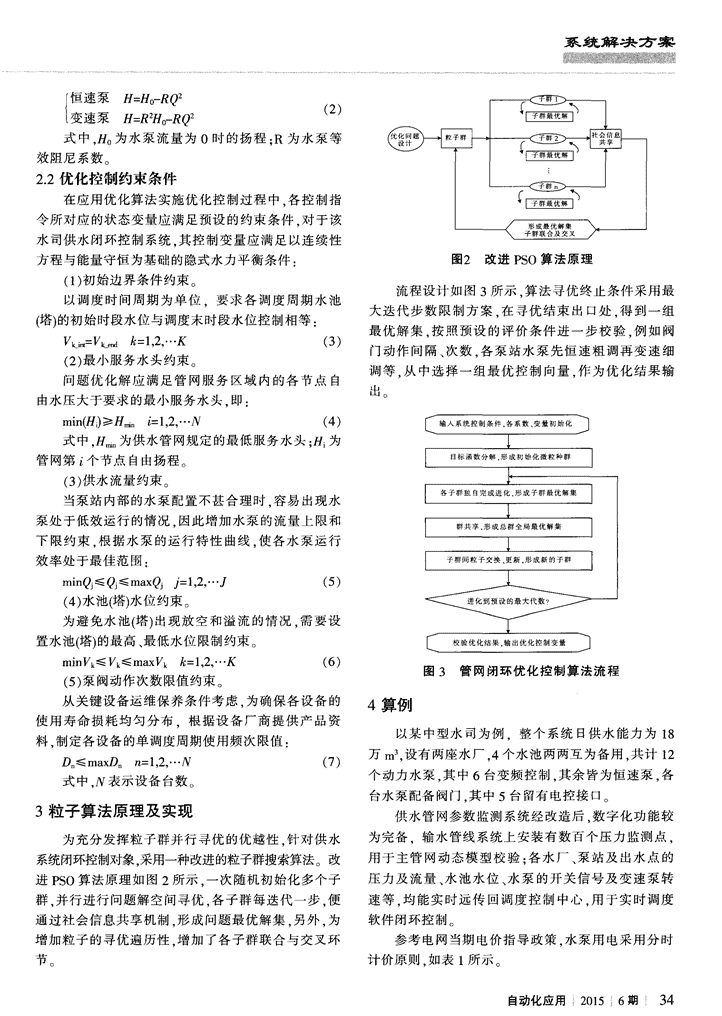
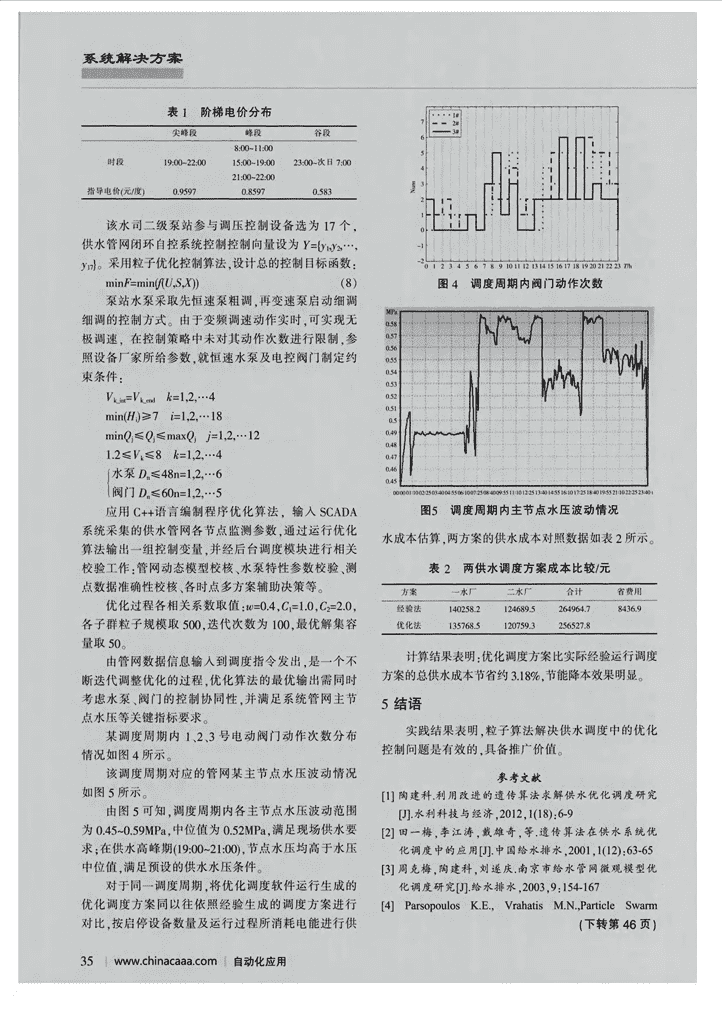
系统解决方案譬曩壤黪毒蠹管f恒速泵H=HRpz【变速泵H=RZHo-RQ2式中,为水泵流量为0时的扬程;R为水泵等效阻尼系数2.2优化控制约束条件在应用优化算法实施优化控制过程中.各控制指令所对应的状态变量应满足预设的约束条件.对于该水司供水闭环控制系统.其控制变量应满足以连续性方程与能量守恒为基础的隐式水力平衡条件:图2改进PSO算法原理(1)初始边界条件约束。流程设计如图3所示.算法寻优终止条件采用最以调度时间周期为单位.要求各调度周期水池大迭代步数限制方案,在寻优结束出口处,得到一组(塔1的初始时段水位与调度末时段水位控制相等:最优解集.按照预设的评价条件进一步校验.例如阀Vki=kk=l,2,⋯K(3)门动作间隔、次数。各泵站水泵先恒速粗调再变速细(2)最小服务水头约束调等,从中选择一组最优控制向量,作为优化结果输问题优化解应满足管网服务区域内的各节点自出。由水压大于要求的最小服务水头。即:min(H。)≥Hi=1,2,⋯N(4)输人系统控制条件.各系数、变量初始化式中,为供水管网规定的最低服务水头;日i为目标函数分解形成初始化微粒种群管网第个节点自由扬程(3)供水流量约束各子群独自完成进化.形成子群最优解集当泵站内部的水泵配置不甚合理时.容易出现水泵处于低效运行的情况.因此增加水泵的流量上限和群共享.形成总群全局最优解集下限约束.根据水泵的运行特性曲线.使各水泵运行效率处于最佳范围:子群间粒子交换、更新.形成新的子群minQJ≤QJ≤maxQjj=l,2,⋯J(5)(4)水池f塔1水位约束。为避免水池f塔1出现放空和溢流的情况,需要设置水池f塔1的最高、最低水位限制约束。校验优化结果.输出优化控制变量minVk≤Vk≤maxVkk=l,2,⋯K(6)图3管网闭环优化控制算法流程(5)泵阀动作次数限值约束。从关键设备运维保养条件考虑.为确保各设备的4算例使用寿命损耗均匀分布.根据设备厂商提供产品资以某中型水司为例.整个系统Et供水能力为18料,制定各设备的单调度周期使用频次限值:万m,.设有两座水厂,4个水池两两互为备用。共计12D≤maxDn=l,2,⋯N(7)个动力水泵.其中6台变频控制,其余皆为恒速泵,各式中.Ⅳ表示设备台数台水泵配备阀门.其中5台留有电控接口。3粒子算法原理及实现供水管网参数监测系统经改造后,数字化功能较为充分发挥粒子群并行寻优的优越性.针对供水为完备.输水管线系统上安装有数百个压力监测点,系统闭环控制对象.采用一种改进的粒子群搜索算法改用于主管网动态模型校验:各水厂、泵站及出水点的进PSO算法原理如图2所示.一次随机初始化多个子压力及流量、水池水位、水泵的开关信号及变速泵转群并行进行问题解空间寻优,各子群每迭代一步,便速等.均能实时远传回调度控制中心.用于实时调度通过社会信息共享机制,形成问题最优解集,另外,为软件闭环控制增加粒子的寻优遍历性.增加了各子群联合与交叉环参考电网当期电价指导政策.水泵用电采用分时节计价原则.如表1所示自动化应用20156期;34
系统解决方案0l澎誊警j囊囊∥3控制功能实现用于轧辊精确预摆辊缝.与电动压下机构联合实现轧辊的校平。在最后一、二个机架,为使轧件板形较好,也可采3.1粗轧可逆轧机的顺序控制用液压~LfO]力控制.实现恒轧制力控制.以获得好的板粗轧平辊轧机对轧件多道次轧制.立辊轧机VE1形。各机架内环可由操作工选择恒轧制力控制或恒辊缝只在奇道次轧制,偶道次时打开空过。控制。液压APC控制原理如图3所示。平辊轧机速度曲线如图2所示。一轧机空转速度;一第i道次咬钢速度;一第i道次轧制速度。一第i道次轧制速度;。一加速度;一减速计时单元设定值;一反向轧制计时单元设定值。图3厚度控制系统中的APC内环图2可逆轧机速度曲线3.4卷取区夹送辊控制3.2热卷箱控制夹送辊位于卷取机入口前。其作用:在带钢尾部热卷箱工作模式有3种:卷取、直通和仿真模式离开轧机时建立带尾与卷筒之间的张力:在开始卷取(包括卷取仿真和直通仿真)。时咬人带钢.使带钢头部向下弯曲并沿着导板方向顺热卷箱有三种工作方式:自动、半自动和手动。自利地进入卷筒和第一助卷辊之间进行卷取。动情况下.热卷箱L1级PLC根据R1末道次中间坯的夹送辊具有夹送辊速度、压力、辊缝控制功能。位置按照确定的程序顺序控制R1、输送辊道和热卷夹送辊的设定条件以及输出设定值的时间都和箱各辊的速度.并自动控制弯曲辊辊缝、压力和动作G辊道的超前率一样.但当轧制很短的带钢时.计算机时序.将钢坯卷成钢卷。卷取完成后自动送入开卷站,要把G辊道的超前率清除掉,却并不清除夹送辊、助卷自动控制开卷过程.此时卷取站做好进行下一块钢坯辊和卷筒的超前率.这是考虑到带钢头部的卷取的卷取准备半自动方式是指卷取过程自动完成.但当带钢刚进入夹送辊时.夹送辊处于速度调节方开卷前由操作工进行确认后再启动自动开卷过程。手式.由主干系统通过通信实现具有超前率的速度设定动方式时.卷取和开卷过程均由操作工手控完成,这与输出辊同步当带钢在卷简上绕了几圈后.夹送辊种方式只在调试和设备故障情况下投入就自动变为“0”电流控制方式.这时它的速度将与带3.3精轧液压APC控制钢速度同步.只起传送作用APC控制就是在指定的时刻.将被控对象的位置自动地调节到预先给定的目标值上.使调节后的位置4结语与目标值之差保持在允许的误差范围内。该系统中精控制技术是当前带钢热连轧的关键技术.关系到轧6个机架的液压APC控制与粗轧电动APC控制的带钢产品的重要参数。莱钢1500带钢自动控制系统设目的相同.但由于执行机构为液压系统.控制系统直计精良,故障率低,为提高企业效益提供了技术保障。接将辊缝设定换算为液压缸的位置给定.由当前位置向目标位置积分来作为位置参考值参考文献在现代热连轧机组中.液压APC一般作为液压[1]周沛.热轧带钢活套控制系统设计与实现[J].电气自动AGC的内环.执行厚度外环液压AGC控制向其输出位化,2005,(02)置(或轧制力)的动态调节量(辊缝调节量)。即液压APC[2]李辉.太钢热连轧活套控制系统的设计与实现[J].山西是液压AGC的执行机构.并进行轧辊的倾斜控制:其次冶金,2011,(02)(上接第35页)[5】信昆仑.给水管网微观模型优化调度应用研究[D].上OptimizationmethodinMulti—objectiveProblems[J].海:同济大学,2003Proc.the2002ACMSymposiumonAppliedComputing,[6]皮朗.水厂自动化供水系统的优化设计[D].成都:电子2002.I:603-607科技大学.2009自动化应用20156期46'
您可能关注的文档
- 供水管网改造施工方案.pdf
- 供水管网漏损监测、供水管网泄漏监测系统.pdf
- 供水管网施工合同.doc
- 供水管网巡查工作制度.doc
- 浅析市政供水管网漏损的对策.pdf
- 低pH低碱度水源水引起供水管网黄水的控制措施.pdf
- 浦口区2017年街道供水管网改造工程.docx
- 城市供水管网漏损控制及评定标准 CJJ92.doc
- 基于无线GPRS网络的供水管网远程测控监测系统.doc
- 市政供水管网漏水探测与控制问题研究-论文.pdf
- 浅析市政供水管网漏损的解决方法.doc
- 论自来水公司供水管网信息化建设及展望.doc
- 供水管网无线数据采集监测系统应用方案.docx
- 供水管网爆管事故分析与对策探讨.doc
- 某供水管网改造工程监理规划_建筑土木_工程科技_专业资料.doc
- 荣昌县黄金组团供水管网工程(一阶段)材料采购招标(第.doc
- 城镇供水管网运行、维护及安全技术规程.doc
- 供水管网管线工程测量工程施工工艺及方法.docx