

- 390.50 KB
- 2022-12-08 09:32:51 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
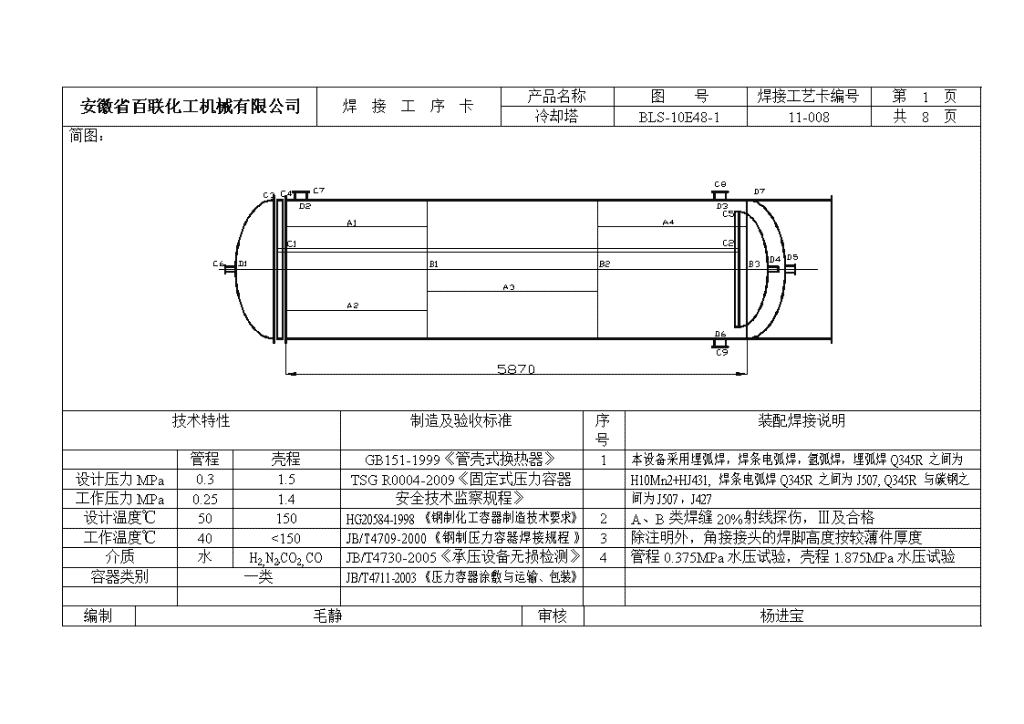
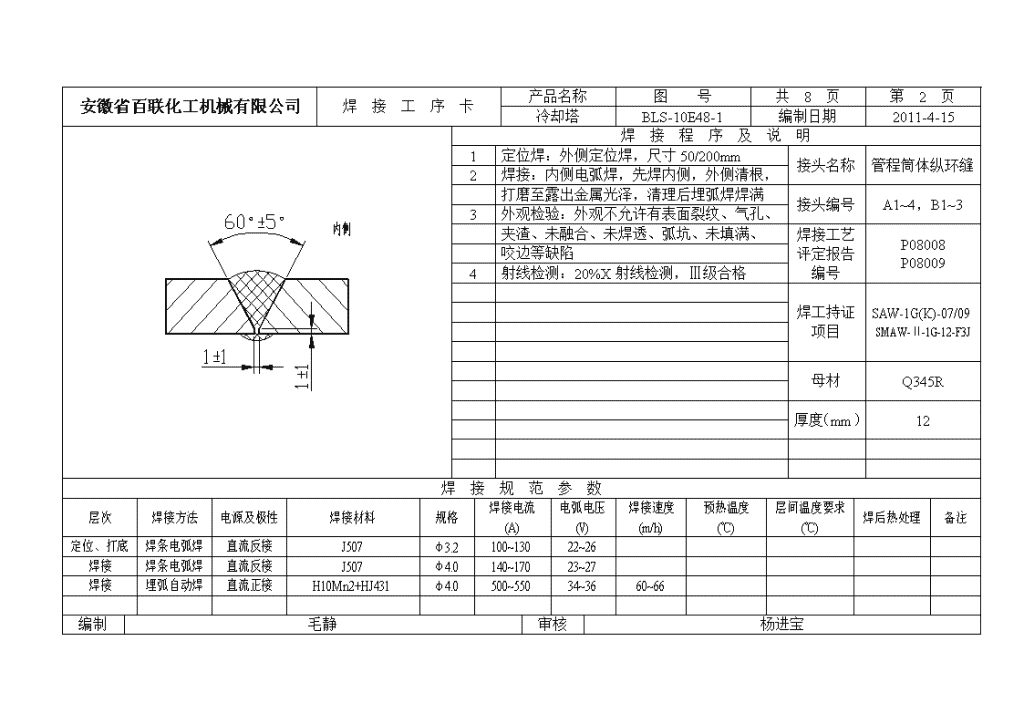
焊接工艺卡产品名称:冷却塔焊接工艺卡编号:11-008图号:BLS-10E48-1编制:日期:审核:日期:安徽省百联化工机械有限公司\n安徽省百联化工机械有限公司焊接工序卡产品名称图号焊接工艺卡编号第1页冷却塔BLS-10E48-111-008共8页简图:技术特性制造及验收标准序号装配焊接说明管程壳程GB151-1999《管壳式换热器》1本设备采用埋弧焊,焊条电弧焊,氩弧焊,埋弧焊Q345R之间为设计压力MPa0.31.5TSGR0004-2009《固定式压力容器H10Mn2+HJ431,焊条电弧焊Q345R之间为J507,Q345R与碳钢之工作压力MPa0.251.4安全技术监察规程》间为J507,J427设计温度℃50150HG20584-1998《钢制化工容器制造技术要求》2A、B类焊缝20%射线探伤,Ⅲ及合格工作温度℃40<150JB/T4709-2000《钢制压力容器焊接规程》3除注明外,角接接头的焊脚高度按较薄件厚度介质水H2,N2,CO2,COJB/T4730-2005《承压设备无损检测》4管程0.375MPa水压试验,壳程1.875MPa水压试验容器类别一类JB/T4711-2003《压力容器涂敷与运输、包装》编制毛静审核杨进宝\n安徽省百联化工机械有限公司焊接工序卡产品名称图号共8页第2页冷却塔BLS-10E48-1编制日期2011-4-15焊接程序及说明1定位焊:外侧定位焊,尺寸50/200mm接头名称管程筒体纵环缝2焊接:内侧电弧焊,先焊内侧,外侧清根,打磨至露出金属光泽,清理后埋弧焊焊满接头编号A1~4,B1~33外观检验:外观不允许有表面裂纹、气孔、夹渣、未融合、未焊透、弧坑、未填满、焊接工艺评定报告编号P08008P08009咬边等缺陷4射线检测:20%X射线检测,Ⅲ级合格焊工持证项目SAW-1G(K)-07/09SMAW-Ⅱ-1G-12-F3J母材Q345R厚度(mm)12焊接规范参数层次焊接方法电源及极性焊接材料规格焊接电流(A)电弧电压(V)焊接速度(m/h)预热温度(℃)层间温度要求(℃)焊后热处理备注定位、打底焊条电弧焊直流反接J507φ3.2100~13022~26焊接焊条电弧焊直流反接J507φ4.0140~17023~27焊接埋弧自动焊直流正接H10Mn2+HJ431φ4.0500~55034~3660~66编制毛静审核杨进宝\n安徽省百联化工机械有限公司焊接工序卡产品名称图号共8页第3页冷却塔BLS-10E48-1编制日期2011-4-15焊接程序及说明1定位焊:电弧焊接头名称管板与换热管焊接2焊接:电弧焊3外观检验:外观不允许有表面裂纹、气孔、接头编号C1、2夹渣、未融合、弧坑、咬边等缺陷焊接工艺评定报告编号P10002焊工持证项目GTAW-Ⅱ-1G-12-02母材Q345R,20厚度(mm)焊接规范参数层次焊接方法电源及极性焊接材料规格焊接电流(A)电弧电压(V)焊接速度(m/h)预热温度(℃)层间温度要求(℃)焊后热处理备注定位、焊接钨极氩弧焊直流正接H10MnSiφ3.2120~14013~18编制毛静审核杨进宝\n安徽省百联化工机械有限公司焊接工序卡产品名称图号共8页第4页冷却塔BLS-10E48-1编制日期2011-4-15焊接程序及说明1定位焊:电弧焊接头名称封头.筒体与设备法兰焊接2焊接:电弧焊,焊脚高度按较薄件厚度3外观检验:外观不允许有表面裂纹、气孔、接头编号C3~4夹渣、未融合、弧坑、咬边等缺陷焊接工艺评定报告编号P08008P08009焊工持证项目SAW-1G(K)-07/09SMAW-Ⅱ-1G-12-F3J母材Q345R厚度(mm)焊接规范参数层次焊接方法电源及极性焊接材料规格焊接电流(A)电弧电压(V)焊接速度(m/h)预热温度(℃)层间温度要求(℃)焊后热处理备注定位、打底焊条电弧焊直流反接J507φ3.2100~13022~26焊接焊条电弧焊直流反接J507φ4.0140~17023~27焊接埋弧自动焊直流正接H10Mn2+HJ431φ4.0500~55034~3660~66编制毛静审核杨进宝\n安徽省百联化工机械有限公司焊接工序卡产品名称图号共8页第6页冷却塔BLS-10E48-1编制日期2011-4-15焊接程序及说明1定位焊:电弧焊接头名称接管与法兰焊接2焊接:电弧焊,焊脚高度按较薄件厚度3外观检验:外观不允许有表面裂纹、气孔、接头编号C6~9夹渣、未融合、弧坑等缺陷,咬边深度≤0.5mm,咬边连续长度≤100mm,焊缝两侧焊接工艺评定报告编号P08008咬边总长≤该焊缝长度的10%焊工持证项目SMAW-Ⅱ-1G-12-F3J母材20Q345R厚度(mm)焊接规范参数层次焊接方法电源及极性焊接材料规格焊接电流(A)电弧电压(V)焊接速度(m/h)预热温度(℃)层间温度要求(℃)焊后热处理备注定位、打底焊条电弧焊直流反接J507φ3.2100~13022~26焊接焊条电弧焊直流反接J507φ4.0150~18023~27编制毛静审核杨进宝\n安徽省百联化工机械有限公司焊接工序卡产品名称图号共8页第7页冷却塔BLS-10E48-1编制日期2011-4-15焊接程序及说明1定位焊:电弧焊接头名称管程接管与筒体焊接2焊接:电弧焊,焊脚高度按较薄件厚度3外观检验:外观不允许有表面裂纹、气孔、接头编号D1~6夹渣、未融合、弧坑等缺陷,咬边深度≤0.5mm,咬边连续长度≤100mm,焊缝两侧焊接工艺评定报告编号P08021咬边总长≤该焊缝长度的10%焊工持证项目SMAW-Ⅱ-6FG-12/50-F3J母材20Q345R厚度(mm)焊接规范参数层次焊接方法电源及极性焊接材料规格焊接电流(A)电弧电压(V)焊接速度(m/h)预热温度(℃)层间温度要求(℃)焊后热处理备注定位、打底焊条电弧焊直流反接J507φ3.2100~13022~26焊接焊条电弧焊直流反接J507φ4.0150~18023~27编制毛静审核杨进宝\n安徽省百联化工机械有限公司焊接工序卡产品名称图号共8页第8页冷却塔BLS-10E48-1编制日期2011-4-15焊接程序及说明1定位焊:电弧焊接头名称裙座与封头焊接2焊接:电弧焊,焊脚高度按图要求3外观检验:外观不允许有表面裂纹、气孔、接头编号D7夹渣、未融合、弧坑、咬边等缺陷焊接工艺评定报告编号P08008P08009焊工持证项目SAW-1G(K)-07/09SMAW-Ⅱ-1G-12-F3J母材Q345R厚度(mm)焊接规范参数层次焊接方法电源及极性焊接材料规格焊接电流(A)电弧电压(V)焊接速度(m/h)预热温度(℃)层间温度要求(℃)焊后热处理备注定位、打底焊条电弧焊直流反接J507φ3.2100~13022~26焊接焊条电弧焊直流反接J507φ4.0140~17023~27焊接埋弧自动焊直流正接H10Mn2+HJ431φ4.0500~55034~3660~66编制毛静审核杨进宝\n安徽省百联化工机械有限公司焊接工序卡产品名称图号共8页第5页冷却塔BLS-10E48-1编制日期2011-4-15焊接程序及说明1定位焊:电弧焊接头名称封头与管板焊接2焊接:电弧焊,焊脚高度按较薄件厚度3外观检验:外观不允许有表面裂纹、气孔、接头编号C5夹渣、未融合、弧坑、咬边等缺陷焊接工艺评定报告编号P08008P08009焊工持证项目SAW-1G(K)-07/09SMAW-Ⅱ-1G-12-F3J母材Q345R厚度(mm)焊接规范参数层次焊接方法电源及极性焊接材料规格焊接电流(A)电弧电压(V)焊接速度(m/h)预热温度(℃)层间温度要求(℃)焊后热处理备注定位、打底焊条电弧焊直流反接J507φ3.2100~13022~26焊接焊条电弧焊直流反接J507φ4.0140~17023~27焊接埋弧自动焊直流正接H10Mn2+HJ431φ4.0500~55034~3660~66编制毛静审核杨进宝\n