

- 1.64 MB
- 2023-01-04 08:30:31 发布

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
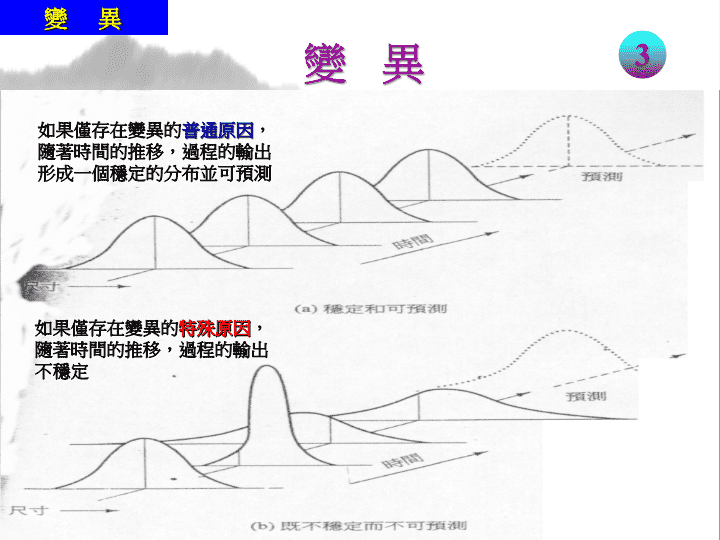
SPC中级教程-2讲师:彭爱兵1\n變異管制圖之應用管制圖的判讀管制圖實用研討Content\n變異如果僅存在變異的普通原因,隨著時間的推移,過程的輸出形成一個穩定的分布並可預測如果僅存在變異的特殊原因,隨著時間的推移,過程的輸出不穩定變異\n變異變異原因:4M1E變異性質分類:a>機遇原因(偶然性,不易識別,不易消除,大量的)對產品品質影響微小,但卻為過程所固有的;如:同批材料內部結構的不均勻性表現的微小差異,設備的微小振動,刀具正常磨損,以及操作者細微不穩定等---佔制程品質問題85%需管理層面人員支持予以改善b>非機遇原因(系統性,易識別,可以消除)其對品質變異影響程度大,為生產失控;如:使用了不合規格標准的原材料,設備的不正確調整,刀具的嚴重磨損,操作者偏離操作規程等---佔制程品質問題15%,現場人員可直接改善變異\n局部措施和對系統採取措施局部措施(locationAction)通常用來消除變差的特殊(原因通常由與過程直接相關的人員實施大約可糾正15%的過程問題對系統採取措施(Actiononthesystem)通常用來消除變差的普通原因幾乎總是要求管理措施,以便糾正大約可糾正85%的過程問題變異\n管制圖管制圖的益處借管制圖得到過程變異顯示過程是否處於統計控制狀態品質穩定借管制圖的數據識別,減少普通變異及進行制程集中性改進對於不同班次,工序,部門人員就相關制程提供共同語言區分普通變異和特殊變異,採取措施;避免混淆及誤導問題管制圖\n管制圖管制圖好比警示燈鏡子鬧鐘體溫計管制圖\n管制圖管制圖分類:By管制數據分:計量型數據管制圖計數型數據管制圖By用途分:解析用管制圖管制用管制圖管制圖\n管制圖計量型數據管制圖分類:均值和極差圖(X–R圖)均值和標準差圖(X–s圖)中位數圖(X–R圖)單值和移動極差圖(X–MR圖)~管制圖\n計數型數據管制圖分類:不良品率圖(P圖)不良品數圖(np圖)不良數圖(c圖)單位產品不良數圖(u圖)管制圖管制圖\n1.管制用管制圖:先有管制界限,后有數據用於控制制程之品質,如有點子跑出界限時,立即采取如下措施:A.追查不正常原因.B.迅速消除此原因.C.研究采取防止此項原因重復發生的措施2.解析用管制圖:先有數據,后才有管制界限A.制程解析用B.制程能力研究用C.制程管制之準備用管制圖管制圖\n平均值與全距管制圖(X-RChart)XBar-R管制圖管制圖\n2.1X-R管制圖的定義在計量值管制圖中,X-R管制圖系最常用的一種,所謂平均值與全距管制圖,系平均值管制圖(Xbar-Chart)與全距管制圖(RChart)二者合並使用.平均值管制系管制平均值的變化,即分配的集中趨勢變化;全距管制圖則管制變異的程度,即分配的離散趨勢的狀況.XBar-R管制圖管制圖\nXBar-R管制圖2.2X-R管制圖的應用均值(X)/極差(R)的計算X=X1+X2+X3+。。。+XnnR=Xmax-Xmin平均極差(R)及過程平均值(X)計算R=R1+R2+R3+。。。+RkkX1+X2+X3+。。。+XkkX=管制圖\n2.2X-R管制圖的應用XBar-R管制圖UCLx=X+A2RX管制圖CLx=XLCLx=X-A2RR管制圖UCLR=CLR=RLCLR=D3RD4Rσ=R/d2^管制圖\nXBar-R管制圖建立X-R解析用管制圖步驟收集數據---依測定時間順序排列數據分組---以3-5個數據一組為佳,記入管制圖的數據欄內計算各組平均值X,並計算總平均值X計算各組全距R及全距平均值R查系數並帶入公式計算上下管制界限繪制管制界限及中心線---X管制線在上,R管制線在下點繪---將數值點在其位置上並以直線連結管制界限之檢討,如有點超出管制界限則應將該點的X及R值去掉重新計算管制界限及中心線將以上各點繪制成直方圖,看看形狀是否呈常態分配,如偏態或數值超過規格界限,應檢討工程穩定性及規格合理性管制圖\nXBar-R管制圖X-R管制圖系數表管制圖\nXBar-R管制圖建立X-R管制用管制圖步驟記上必要事項繪入管制要點繪點狀態之判定改正措施管制界限之調整及延續使用管制圖\n(X-RChart)解析用管制圖實例管制圖\n\n算算看:用X-R管制圖來控制AGPGAP,尺寸單位為mm,請利用下列數據資料,計算其管制界限並繪圖XBar-R管制圖管制圖\n1.收集數據並記入數據記錄表2.計算各組X3.計算各組R值4.計算總平均(X)X==(0.63+0.64+0.68+0.66+0.68+0.68+0.68+0.66+0.66+0.65+0.62+0.62+0.63+0.64+0.67+0.67+0.63+0.69+0.67+0.62)÷20=0.66x1+x2+x3+……+xkkXBar-R管制圖管制圖\n5.計算全距之平均值(R)R==(0.08+0.07+0.06+0.09+0.10+0.08+0.07+0.11+0.07+0.08+0.08+0.08+0.08+0.07+0.11+0.11+0.10+0.07+0.03+0.03)÷20=0.086.計算管制界限及繪出X管制圖中心線(CLx)=X=0.66管制上限(UCLx)=X+A2R=0.66+0.577╳0.08=0.70管制下限(LCLx)=X-A2R=0.66-0.577╳0.08=0.61R1+R2+R3+……+RKk管制圖\nR管制圖中心線CLR=R=0.08管制上限UCLR=D4R=2.115╳0.08=0.17管制下限LCLR=D3R=0╳0.08=07.將所求出之各X值及R值點入管制圖上並將相鄰兩點用直線連接8.制程狀態檢討9.記入其它注意事項管制圖\n管制圖\nScanner解析度XBarR管制圖管制圖\nP-Chart管制圖不良品率管制圖(PChart)管制圖\n√p=n1p1+n2p2+n3p3+。。。+nkpkn1+n2+n3+。。。+nk計算過程平均不合格品率(p)P-Chart管制圖式中:n1p1,n2p2.。。。及n1,n2為每個子組內的不合格項目數及檢查的項目數計算上,下控制限(UCL,LCL)UCLp=p+3p(1-p)/nLCLp=p-3√p(1-p)/nCLp=p管制圖\n管制圖DIPCIT測試不良率P-chart管制圖P-Chart管制圖\n管制圖的判讀:滿足下列條件,即可認為制程是在管制狀態:1.多數之點子集中在中心線附近.2.少數之點子落在管制界限附近.3.點之分布呈隨機狀態,無任何規則可循.4.沒有點子超出管制界限之外.非管制狀態:1.點在管制界限的線外(誤判率為0.27%)2.點雖在管制界限內,但呈特殊排列(如以下附圖)管制圖之判讀\n判穩準則在點子隨機排列的情況下,符合下列各點之一判穩:連續25個點,界外點數d=0;連續35個點,界外點數d≦1;連續100個點,界外點數d≧1.當然,即使在判穩時,對於界外點也應按照:“查出異因,採取措施,加以消除,不再出現,納入標準” 的程序去做管制圖之判讀\n管制圖之判讀(a)有1點在A區以外者判異準則\n(c)七點連續上升或下降的傾向時管制圖之判讀(b)點在中心線的單側連續出現7點以上時\n(d)出現的點,有周期性變動時管制圖之判讀\n(e)3點中有2點在A區或A區以外者管制圖之判讀\n(f)5點中有4點在B區管制圖之判讀\n(g)有8點在中心線之兩側,但C區並無點子者管制圖之判讀\n(h)連續14點交互著一升一降者管制圖之判讀\n(i)連續15點在中心線上下兩側之C區者管制圖之判讀\n管制圖實用研討R3σ3σ請問XBarR管制圖中UCLX—LCLX=UCLR—LCLR=3σ是否正確?{σ2=∑(xi–x)2}n-11ni=1\n管制圖實用研討2.XBarR管制圖隻能對X平均值做管制,但每子組中某些數據發生不良時,卻無法管控,此種說法是否正確?隻做XBar管制圖,不做R管制圖是否可行?反之,是否可行?在做XBarR管制圖時,應先做XBar管制圖,還是先做R管制圖?在做解析用管制圖時,每子組數據為五個,以此解析管制圖之管制上下限來進行管制每子組為10個數據,是否合理?如果必需進行管制每子組為10個數據,應如何做?\nQ&A