

- 131.92 KB
- 2022-04-22 13:50:06 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
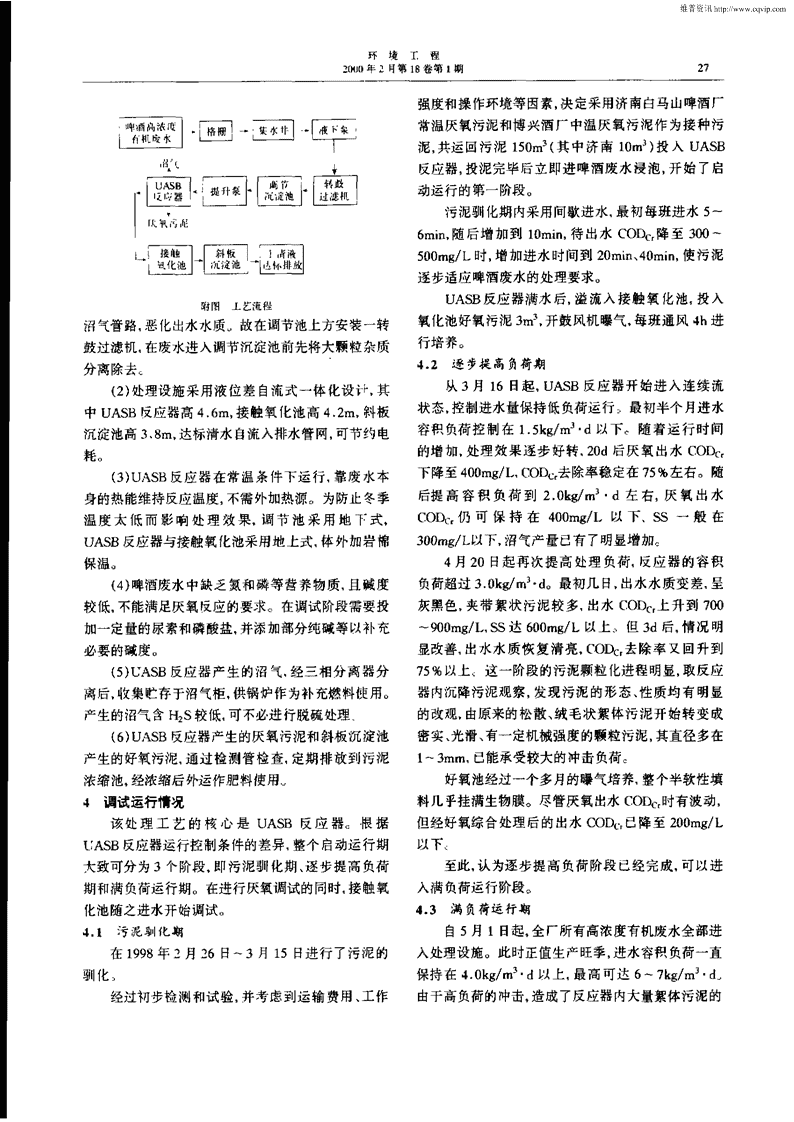
'维普资讯http://www.cqvip.com王f境工程2000年2月第18卷第1期啤酒废水处理技市晌应用@一塑.5)l。,;(山东省博县啤洒厂.山东256500)摘要采用腰氧(UASB)+接触氧化X-艺处理啤酒生产高维度有机废水.处理后的备项指标完圭达到了国束规定的排被标准。对废水综鲁处理系统的调试、运行过程进行了技术总结,并就其X-艺要点进行了探讨。关键词!废水接触处4I艺应调试鹰’。卜文r、1概述附表啤酒废水水质目前,啤酒废水的处理问题严重困扰着行业的发展。现有的啤酒废水处理工艺大多存在处理设施占地面积大、能源消耗高的不足。近年来,厌氧+好氧的综合生化处理工艺开始应用于啤酒废水的处理。博兴啤酒厂与清华大学环境工程系和济南二机床集团环保工程公司台作采用厌氧(UASB)+接触氧化工艺处理啤酒废水,取得了良好的处理3啤酒废水处理的工艺流程效果。3.1皮水处理I艺流程2啤酒废水的水质特征博兴啤酒厂废水处理工程采用了上流式厌氧污博兴啤酒厂设计生产能力为2万t/a,生产旺季泥床(uAsB)与生物接触氧化相串联的二级生化处废水排出量约800~1000m3/d。废水中的主要污染理工艺,其工艺流程见附图。物来源于设备、管道中残留的麦汁、啤酒以及麦糟和3.2关于I艺流程的几点说明酵母等废弃物,其中含有大量的糖类、蛋白质、纤维素(1)啤酒废水中含有麦糟、废商标纸等固态悬浮物,如进入UASB反应器会形成浮渣.占据一部分反等有机物,且浓度较高,可生化性较好。废水的水质随生产的变化波动较大,见附表。应器的有效容积,并带走部分微生物,严重时会阻塞3.4处理系统存在问题及解决办法艺处理聚苯乙烯生产废水.废水处理工程经近半年的由于该废水主要污染物为阴离子表面活性剂,在运转实践证明.该工艺运行效果稳定,CODc平均去曝气时会产生很高的泡沫层,给运行操作带来了一定除率为88.2%,出水指标在国家二级排放标准以下.的困难.并且会带走步部分的活性污泥影响处理效该废水处理系统的运行费用在1.27元/t(不含设备果和表观。针对此情况从节省投资和降低运行费用折旧费)。出发.采用在生化池上架设上喷式高压冷却水蠖淋装参考文献置消泡.效果很好。1鄞水东、自端超A.O工艺水解(礁化)系统的微生物生态及其在印3.5设施投资与运行费用染废水处理中的作用环境科学与技术.1998(2):22~23.16该工程共投资约为280万元.具体运行费用如2颢夏声、黄铭荣、王占生术处理工程.北京;清华大学出版杜、1985下:电费为0.72元/t,药剂费为0.50元/t,人工费为3陶有胜水解礁化.生物接触氧化工艺处理璋酒废水工程实倒环境工程,199816(4):20—220.05元/t,即废水处理费用为1.27元/t(不含设备折旧费),以设计水量1400t/d计,运行费为1778元/d。第一作者王连军,男.1961年6月生,副教授.南京理工大学在职博士.担任南京理_r大学化工学院副院长及环境工程设计研究所所长4结论负责过多项工业废水处理工程设计厘现场调试.已发表沦文40亲篇。采用混凝沉淀.酸化水解.生物接触氧化组合工西丽顶蓓
维普资讯http://www.cqvip.com环境工程2fM}0年2月第18卷第1期强度和操作环境等因素,决定采用济南白马山啤酒厂常温厌氧污泥和博兴酒厂中温厌氧污泥作为接种污’回·圈泥,共运回污泥150m3(其中济南10m)投入UASB反应器,投泥完毕后立即进啤酒废水浸泡,开始了启动运行的第一阶段。.圈"UASBt困·图·污泥驯化期内采用间歇进水,最初每班进水5~i幔氧拧6min,随后增加到10min,待出水CODc降至300~L嚣HI一500mg/L时,增加进水时间到20min、40min,使污泥逐步适应啤酒废水的处理要求。UASB反应器满水后,溢流入接触氧化池,投入附l訇工砸崔沼气管路,恶化出水水质。故在调节池上方安装一转氧化池好氧污泥3m3,开鼓风机曝气,每班通风4h进鼓过滤机,在废水进入调节沉淀池前先将大颗粒杂质行培养。4.2逐步提高负荷期分离除去从3月16日起,UASB反应器开始进入连续流(2)处理设施采用液位差自流式一体化设,其状态,控制进水量保持低负荷运行。最初半个月进水中UASB反应器高4.6m,接触氧化池高4.2m,斜板沉淀池高38m.达标清水自流入排水管网,可节约电容积负荷控制在1.5kg/m3-d以下。随着运行时间的增加,处理效果逐步好转,20d后厌氧出水CODc耗。下降至400mg/L,CODc去除率稳定在75%左右。随(3)UASB反应器在常温条件下运行,靠废水本身的热能维持反应温度,不需~"I"/JU热源。为防止冬季后提高容积负荷到2.0kg/m-d左右,厌氧出水温度太低而影响处理效果,调节池采用地下式,CODc仍可保持在400rag/L以下ss一般在UASB反应器与接触氧化池采用地上式,体外加岩棉300mg/L以下,沼气产量已有了明显增加。保温。4月20日起再次提高处理负荷,反应器的容积(4)啤酒废水中缺乏氨和磷等营养物质,且碱度负荷超过3.0kg/md。最初几日,出水水质变差,呈较低,不能满足厌氧反应的要求。在调试阶段需要投灰黑色,夹带絮状污泥较多,出水CODc,上升到700加一定量的尿素和磷酸盐,并添加部分纯碱等以补充-900mg/L,SS达600mg/L以上。但3d后,情况明必要的碱度。显改善,出水水质恢复清亮,CODc去除率叉回升到(5)UASB反应器产生的沼气,经三相分离器分75%以上。这一阶段的污泥颗粒化进程明显,取反应离后,收集贮存于沼气柜,供锅炉作为补充燃料使用。器内沉降污泥观察,发现污泥的形态、性质均有明显产生的沼气含H2S较低,可不必进行脱硫处理。的改观,由原来的松散、绒毛状絮体污泥开始转变成(6)UASB反应器产生的厌氧污泥和斜板沉淀池密实、光滑、有一定机械强度的颗粒污泥,其直径多在产生的好氧污泥,通过检测管检查,定期排放到污泥1~3mm,已能承受较大的冲击负荷。浓缩池,经浓缩后外运作肥料使用。好氧池经过一个多月的骣气培养,整个半软性填4调试运行情况料几乎挂满生物膜。尽管厌氧出水CODc时有波动,该处理工艺的核心是UASB反应器恨据但经好氧综合处理后的出水CODc已降至200mg/LUASB反应器运行控制条件的差异,整个启动运行期以下。大致可分为3个阶段,即污泥驯化期、逐步提高负荷至此,认为逐步提高负荷阶段已经完成,可以进期和满负荷运行期。在进行厌氧调试的同时,接触氧入满负荷运行阶段。化池随之进水开始调试。4.3满负荷运行期4.1污泥驯化期自5月1日起,全厂所有高浓度有机废水全部进在1998年2月26日~3月15日进行了污泥的入处理设施。此时正值生产旺季,进水容积负荷一直驯化。保持在4.0kg/md以上,最高可达6~7kg/md。经过初步检测和试验,并考虑到运输费用、工作由于高负荷的冲击,造成了反应器内大量絮体污泥的
维普资讯http://www.cqvip.com环境工程2000年2月第18卷第1期进一步流失,导致出水感观不佳,CODc和ss浓度增的成球趋向。启动初期采用较小的水力负荷,有利于加,影响了CODc,去除率。通过采取一系列技术措施形成颗粒污泥的初生体。当出现一定数量的颗粒污后,情况明显好转。泥后,提高水力负荷可冲出部分絮体污泥,而使比重此时好氧处理能力已经形成,实行连续通风后较大的颗粒污泥沉降到反应器底部,形成颗粒污泥处理效率提高,能使最终出水的COD仍然控制在层,这部分污泥可首先获得充足的营养而较快地增200mg/L以下长;当继续提高水力负荷时,可以冲走大部分絮体污经过近一个月的满负荷运行后,UASB反应器具泥,从而加速污泥的完全颗粒化。但是,提高水力负有了较强的抗冲击负荷能力,颗粒污泥逐步形成,处荷不能过快。否则,大量絮体污泥被过早淘汰,会导理能力提高,其运行情况是令人满意的。在处理废水致反应器内污泥负荷过高,使反应器运行不稳定.并量为800~1000m3/d的条件下,反应器的容积负荷有产生酸化的危险。在6~7kg/md,水力停留时间为6h,出水CODc,浓6结论度平均小于500mg/L,COD去除率平均在80%左(1)博兴啤酒厂采用厌氧(UASB)+接触氧化工右,沼气产率为0.495m/kg.污泥产率为0.1kg/kg。艺处理啤酒高浓度有机废水的启动和运行是非常成这一阶段,由于污泥的负荷较高,颗粒污泥增长功的。当进水CODe,浓度为1800mg/L左右时,进水很快,到6月5日.UASB反应器已实现厌氧污泥全容积负荷可达6~7kg/md,出水CODo≤150部颗粒化,为高教运行起到了决定性作用。rng/L.CODc总去除率达92%以上,运行费用仅为与此同时,好氧池中微生物得到大量繁殖,生物045元/t。目前处理设施运行正常,并已通过地区膜已完全形成.处理效果更加稳定,经处理后的出水有关部门的验收。已完全达到GB8978—1996(污水综合排放标准)规定(2)UASB反应器是处理工艺的核心,其成功启的二级标准要求,即CODc≤150rag/L、BOD5≤动和高负荷运行的关键在于培养沉降性能良好的厌60rag/L,SS~200mg/L。氧颗粒污泥。而培养厌氧颗粒污泥的关键技术是提5分析与讨论供良好的营养条件、维持适当的进水碱度和适时调整(1)提供良好的营养条件对UASB反应器的快水力负荷。速启动和实现污泥颗粒化是十分必要的。由于啤酒(3)该处理工艺通过厌氧降解高浓度有机废水的废水氮、磷养料不足.故在启动运行过程中投加尿素CODc,指标,好氧进行补充处理,整个系统运行平稳,和磷酸二铵.以满足厌氧微生物的生长需要,有效氮耐冲击负荷能力强,出水指标可达到国家规定的排放与有效磷的投加量分别为35g/t废水与7g/t废水,标准,具有高教低耗、结构紧凑、占地面积少、污泥产cODf:N:P控制在200:5:1。量少、操作管理方便、运行可靠等特点。(2)维持适当的进水碱度对促进颗粒污泥的形成参考文献起很大作用。根据研究,UASB反应器启动初期进水1弄振良饮料废水的练合治理拉术探讨.饮料工业1998.(I)碱度应维持在1000mg/L以上,待枵泥颗粒化后,进2管敦仪啤酒工业手册第二版北京;轻工业出版社.1998水碱度可降至750mg/L。因为啤酒废水的碱度只有3顾国贤.酿造酒工艺学第二版.北京:轻工业出版社.1996450mg/L左右,故需补充碱度,以调节反应器内的4[美]c.P.小幕斯利格雷迪,亨利·c利姆.李献文等译.废水生物处理理论与应用.北京;建筑工业出版社1989pH值维持在6.5~78(3)适时调整水力负荷,对促进颗粒污泥的形成是重要的。水力负荷对UASB反应器的影响主要是作着麓夼左永泉.男,1964年出生.毕业于山东轻工韭学院.工程师。水力筛选作用,高的水力负荷可以淘汰沉降性能差的絮体污泥,而保留沉降性能好的污泥.同时产生剪切19。9。9。o4。’。-。。1。。9。0R。—~—力,使污泥不断旋转,有利于丝状菌互相缠绕,有强烈'