

- 1.56 MB
- 2022-04-22 13:39:38 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'第43卷第2期煤化工与甲醇化工设计通讯2017年2月CoalCemicalMethanolChemicalEngineeringDesignCommunications煤化工废水处理技术综述薛海涛(运城学院,山西运城044000)摘要:为实现可持续发展战略,促进煤化工企业生产革新,降低煤化工废水污染,从煤化工废水来源、特点、分类等方面进行探讨,找出煤化工废水处理中存在的不足,并以此对煤化工废水处理技术进行了简要探讨。关键词:煤化工;废水来源;特点;处理技术中图分类号:X784文献标志码:B文章编号:1003–6490(2017)02–0012–02SummarizationofCoalChemicalWastewaterTreatmentTechnologyXueHai–taoAbstract:Inordertorealizethesustainabledevelopmentstrategy,promotethecoalchemicalindustryproductioninnovation,reducethecoalchemicalindustrywastewaterpollution.Thispaperdiscussesthesources,characteristicsandclassificationofcoalchemicalwastewater,andfindsouttheshortcomingsinthetreatmentofcoalchemicalwastewater,andmakesabriefdiscussiononcoalchemicalwastewatertreatmenttechnology.Keywords:coalchemicalindustry;wastewatersource;characteristics;treatmenttechnology所谓煤化工是以煤为原料经过化学加工,实现煤的转化煤化工废水的含油量是影响生化处理效果的重要因素之并进行综合利用的工业,是我国染料化工的主体。但煤化工一。常采用气浮法和隔油法进行除油处理。的废水排放多、浓度高、成分复杂、毒害较大,很难进行处理,3.1.2脱酚处理严重阻滞了我国煤化工产业的发展。目前,国家对煤化工废目前最常用溶剂萃取法对废水进行脱酚处理。该方法利水排放严格监控,要求处理后废水回收率高于95%,将排放量用酚在溶剂中与水的分配系数不同而进行回收处理,操作简降到最低。然而,我国大部分企业因为废水处理工艺原因很单、经济效益较好。难达到排放标准,因此,本文就煤化工废水处理技术进行简3.1.3脱氨处理要概述,以期能对煤化工废水处理提供帮助。氨氮的存在能够影响微生物的生长,阻碍了生化处理的1煤化工废水来源及分类进行。目前常采用汽提–蒸氨法进行处理。大量蒸汽接触碱1.1煤化工废水来源性废水,将其中游离氨吹脱分离,进行回收,效果良好。煤化工是以煤炭为原料,在对原料加工成具有应用价值的3.2二级处理(生化处理)技术方法化工产品过程中,会产生成分十分复杂的废水。这些废水中常3.2.1A/O工艺法含有氮、氨、硫、酚、难降解有机物等300余种污染物。因此,即厌氧/好氧技术。常用活性污泥对废水进行处理。厌氧必须对煤化工废水进行有效处理,否则将会对环境造成不可挽阶段提高废水可生化性,好氧阶段进行硝化反应,将氨氮转回的破坏。化为硝酸盐。该法操作简单,成本低,但是脱除率不高。[1]1.2煤化工废水分类3.2.2PACT法1.2.1煤气化废水PACT法是通过活性炭吸附溶解废水中的氧和有机物,除煤气化废水主要是煤炭与氧气、水蒸气等反应制水煤气去废水中大量污染物、有毒物质,促进生化反应,大大提高的过程。其中污染物主要有氨氮、硫化物、氰化物等。该类有机物氧化分解能力。该法除氮率高,处理难降解有机物效废水成分复杂、污染物浓度高、不易生物降解。果好。1.2.2煤液化废水3.2.3MBBR法煤液化废水主要是煤炭转化为油品过程中产生的废水。MBBR法是结合了流化床和生物接触氧化法的一种方法,该类废水含硫、酚,COD值较高,含盐少,难降解。排放量大,该方法是利用悬浮填料作为微生物活性载体,增大生物膜与很难进行处理。废水接触面积,以此来提高废水处理效率,处理效果稳定,1.2.3煤焦化废水脱氮除磷效果好。煤焦化废水是煤炭隔绝空气受热分解为煤气、焦油等产3.2.4厌氧生物处理品的过程中产生的废水。该类废水COD、氨氮含量高,有机该方法主要利用上流式厌氧污泥床技术对煤化工废水进污染物种类多,成分极其复杂,废水达标处理难度大。行处理。其过程是一个还原过程,将大分子物质分解为小分子,[2]2煤化工废水主要特点提高废水的可生化性能。该方法对煤化工废水中的杂环化合煤化工过程用水量很大,废水成分复杂,是一种典型的物及酚类物质的去除效果良好。难净化工业废水。一旦不经处理进行排放,对周边环境的人、3.3深度处理技术方法畜等造成严重危害。主要特点如下:(1)难降解:联苯、喹3.3.1混凝沉淀法啉等有机污染物的存在使得废水很难进行生物降解。(2)色混凝法是指通过加入沉淀剂使废水中的胶体或悬浮状污度和浊度高:生产过程中各个步骤所产生的污染物混合,发染物聚沉,以此达到降低废水浊度、色度、除去胶体或悬浮生化学反应,产生含生色基团和助色基团物质。(3)含污染物的目的。该法应用广泛,但对废水pH要求较高。物种类多:由于煤化工工艺复杂,环节较多,产生污染物种3.3.2高级氧化法类繁杂,传统物理和化学方法很难对其进行处理。该法是利用强氧化性能的自由基,将大分子有机物分解[3]3煤化工废水处理技术为毒性较小的小分子的煤化工废水处理方法。可在废水处理3.1一级处理(预处理)技术方法后期使用,不但降解效果较好而且降低了使用成本。3.1.1除油处理3.3.3吸附法吸附法是指利用多孔性吸附剂进行物理或化学吸附以对收稿日期:2017–02–06煤化工废水进行处理的方法。该法适合处理固体颗粒污染物作者简介:薛海涛(1994—),男,山西运城人,本科在读,主要研多的废水。但吸附剂价格昂贵,限制了该法的应用。究方向为应用化学专业。(下转第27页)·12·
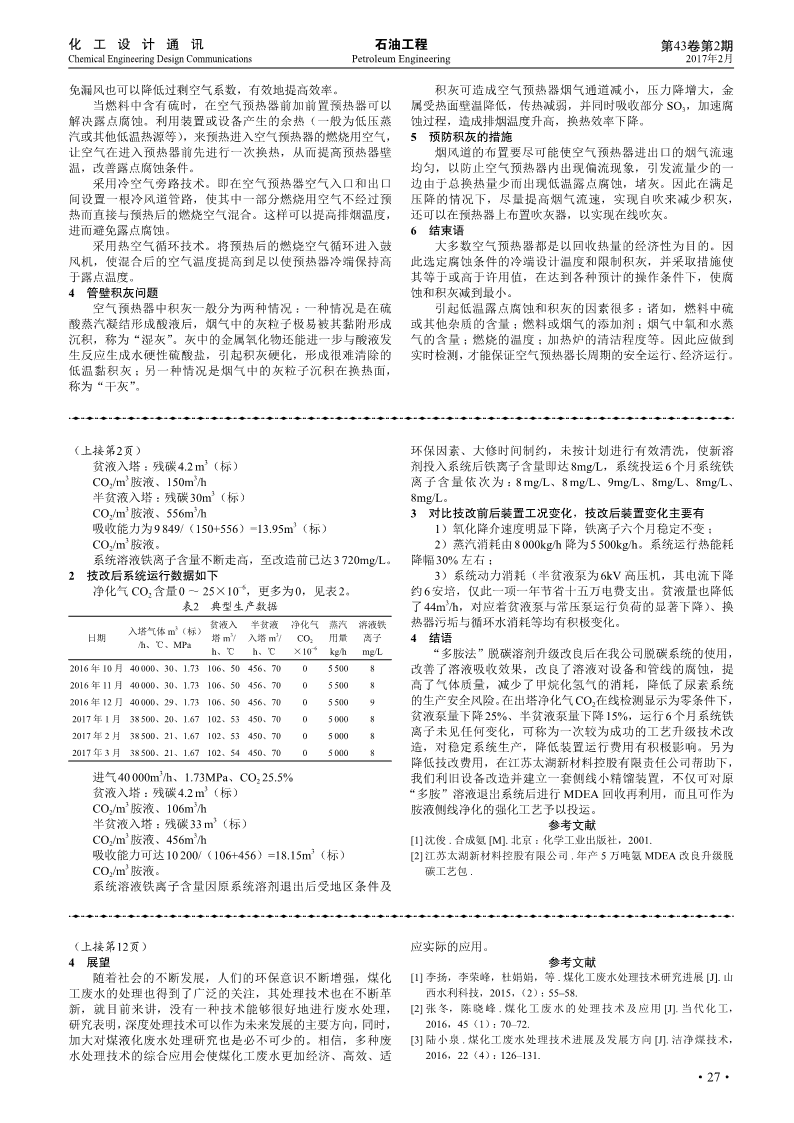
化工设计通讯石油工程第43卷第2期ChemicalEngineeringDesignCommunicationsPetroleumEngineering2017年2月免漏风也可以降低过剩空气系数,有效地提高效率。积灰可造成空气预热器烟气通道减小,压力降增大,金当燃料中含有硫时,在空气预热器前加前置预热器可以属受热面壁温降低,传热减弱,并同时吸收部分SO3,加速腐解决露点腐蚀。利用装置或设备产生的余热(一般为低压蒸蚀过程,造成排烟温度升高,换热效率下降。汽或其他低温热源等),来预热进入空气预热器的燃烧用空气,5预防积灰的措施让空气在进入预热器前先进行一次换热,从而提高预热器壁烟风道的布置要尽可能使空气预热器进出口的烟气流速温,改善露点腐蚀条件。均匀,以防止空气预热器内出现偏流现象,引发流量少的一采用冷空气旁路技术。即在空气预热器空气入口和出口边由于总换热量少而出现低温露点腐蚀,堵灰。因此在满足间设置一根冷风道管路,使其中一部分燃烧用空气不经过预压降的情况下,尽量提高烟气流速,实现自吹来减少积灰,热而直接与预热后的燃烧空气混合。这样可以提高排烟温度,还可以在预热器上布置吹灰器,以实现在线吹灰。进而避免露点腐蚀。6结束语采用热空气循环技术。将预热后的燃烧空气循环进入鼓大多数空气预热器都是以回收热量的经济性为目的。因风机,使混合后的空气温度提高到足以使预热器冷端保持高此选定腐蚀条件的冷端设计温度和限制积灰,并采取措施使于露点温度。其等于或高于许用值,在达到各种预计的操作条件下,使腐4管壁积灰问题蚀和积灰减到最小。空气预热器中积灰一般分为两种情况:一种情况是在硫引起低温露点腐蚀和积灰的因素很多:诸如,燃料中硫酸蒸汽凝结形成酸液后,烟气中的灰粒子极易被其黏附形成或其他杂质的含量;燃料或烟气的添加剂;烟气中氧和水蒸沉积,称为“湿灰”。灰中的金属氧化物还能进一步与酸液发气的含量;燃烧的温度;加热炉的清洁程度等。因此应做到生反应生成水硬性硫酸盐,引起积灰硬化,形成很难清除的实时检测,才能保证空气预热器长周期的安全运行、经济运行。低温黏积灰;另一种情况是烟气中的灰粒子沉积在换热面,称为“干灰”。(上接第2页)环保因素、大修时间制约,未按计划进行有效清洗,使新溶3贫液入塔:残碳4.2m(标)剂投入系统后铁离子含量即达8mg/L,系统投运6个月系统铁33CO2/m胺液、150m/h离子含量依次为:8mg/L、8mg/L、9mg/L、8mg/L、8mg/L、3半贫液入塔:残碳30m(标)8mg/L。33CO2/m胺液、556m/h3对比技改前后装置工况变化,技改后装置变化主要有3吸收能力为9849/(150+556)=13.95m(标)1)氧化降介速度明显下降,铁离子六个月稳定不变;3CO2/m胺液。2)蒸汽消耗由8000kg/h降为5500kg/h。系统运行热能耗系统溶液铁离子含量不断走高,至改造前已达3720mg/L。降幅30%左右;2技改后系统运行数据如下3)系统动力消耗(半贫液泵为6kV高压机,其电流下降–6净化气CO2含量0~25×10,更多为0,见表2。约6安培,仅此一项一年节省十五万电费支出。贫液量也降低3表2典型生产数据了44m/h,对应着贫液泵与常压泵运行负荷的显著下降)、换3贫液入半贫液净化气蒸汽溶液铁热器污垢与循环水消耗等均有积极变化。入塔气体m(标)33日期塔m/入塔m/CO2用量离子4结语/h、℃、MPa–6h、℃h、℃×10kg/hmg/L“多胺法”脱碳溶剂升级改良后在我公司脱碳系统的使用,2016年10月40000、30、1.73106、50456、70055008改善了溶液吸收效果,改良了溶液对设备和管线的腐蚀,提2016年11月40000、30、1.73106、50456、70055008高了气体质量,减少了甲烷化氢气的消耗,降低了尿素系统2016年12月40000、29、1.73106、50456、70055009的生产安全风险。在出塔净化气CO2在线检测显示为零条件下,2017年1月38500、20、1.67102、53450、70050008贫液泵量下降25%、半贫液泵量下降15%,运行6个月系统铁2017年2月38500、21、1.67102、53450、70050008离子未见任何变化,可称为一次较为成功的工艺升级技术改造,对稳定系统生产,降低装置运行费用有积极影响。另为2017年3月38500、21、1.67102、54450、70050008降低技改费用,在江苏太湖新材料控股有限责任公司帮助下,3进气40000m/h、1.73MPa、CO225.5%我们利旧设备改造并建立一套侧线小精馏装置,不仅可对原3贫液入塔:残碳4.2m(标)“多胺”溶液退岀系统后进行MDEA回收再利用,而且可作为33CO2/m胺液、106m/h胺液侧线净化的强化工艺予以投运。3半贫液入塔:残碳33m(标)参考文献33CO2/m胺液、456m/h[1]沈俊.合成氨[M].北京:化学工业出版社,2001.3吸收能力可达10200/(106+456)=18.15m(标)[2]江苏太湖新材料控股有限公司.年产5万吨氨MDEA改良升级脱3CO2/m胺液。碳工艺包.系统溶液铁离子含量因原系统溶剂退出后受地区条件及(上接第12页)应实际的应用。4展望参考文献随着社会的不断发展,人们的环保意识不断增强,煤化[1]李扬,李荣峰,杜娟娟,等.煤化工废水处理技术研究进展[J].山工废水的处理也得到了广泛的关注,其处理技术也在不断革西水利科技,2015,(2):55–58.新,就目前来讲,没有一种技术能够很好地进行废水处理,[2]张冬,陈晓峰.煤化工废水的处理技术及应用[J].当代化工,研究表明,深度处理技术可以作为未来发展的主要方向,同时,2016,45(1):70–72.加大对煤液化废水处理研究也是必不可少的。相信,多种废[3]陆小泉.煤化工废水处理技术进展及发展方向[J].洁净煤技术,水处理技术的综合应用会使煤化工废水更加经济、高效、适2016,22(4):126–131.·27·'
您可能关注的文档
- 浅析废纸造纸废水处理技术.pdf
- 浅论石油化工污水处理技术.pdf
- 浅谈制药废水处理技术及发展.pdf
- 浅谈化工污水处理技术.pdf
- 浅谈环境监测废水及工业废水处理技术.pdf
- 浅谈石油化工污水处理技术的现状及发展.pdf
- 海洋石油平台污水处理技术现状及发展趋势研究.pdf
- 地下水处理技术.ppt
- 焦化废水处理技术研究现状及发展趋势分析.pdf
- 煤化工过程中化学污染废水处理技术探讨.pdf
- 环氧氯丙烷高盐有机废水处理技术探讨.pdf
- 现代煤化工企业的废水处理技术及应用分析.pdf
- 生物流化床污水处理技术进展与展望.pdf
- 甲烷氯化物有机废水处理技术及应用研究.pdf
- 甲醛废水处理技术研究进展.pdf
- 电子水处理技术的应用研究进展.pdf
- 电镀废水处理技术研究概述.pdf
- 盐化工废水处理技术的优化及应用分析.pdf