

- 141.70 KB
- 2022-04-22 13:40:29 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
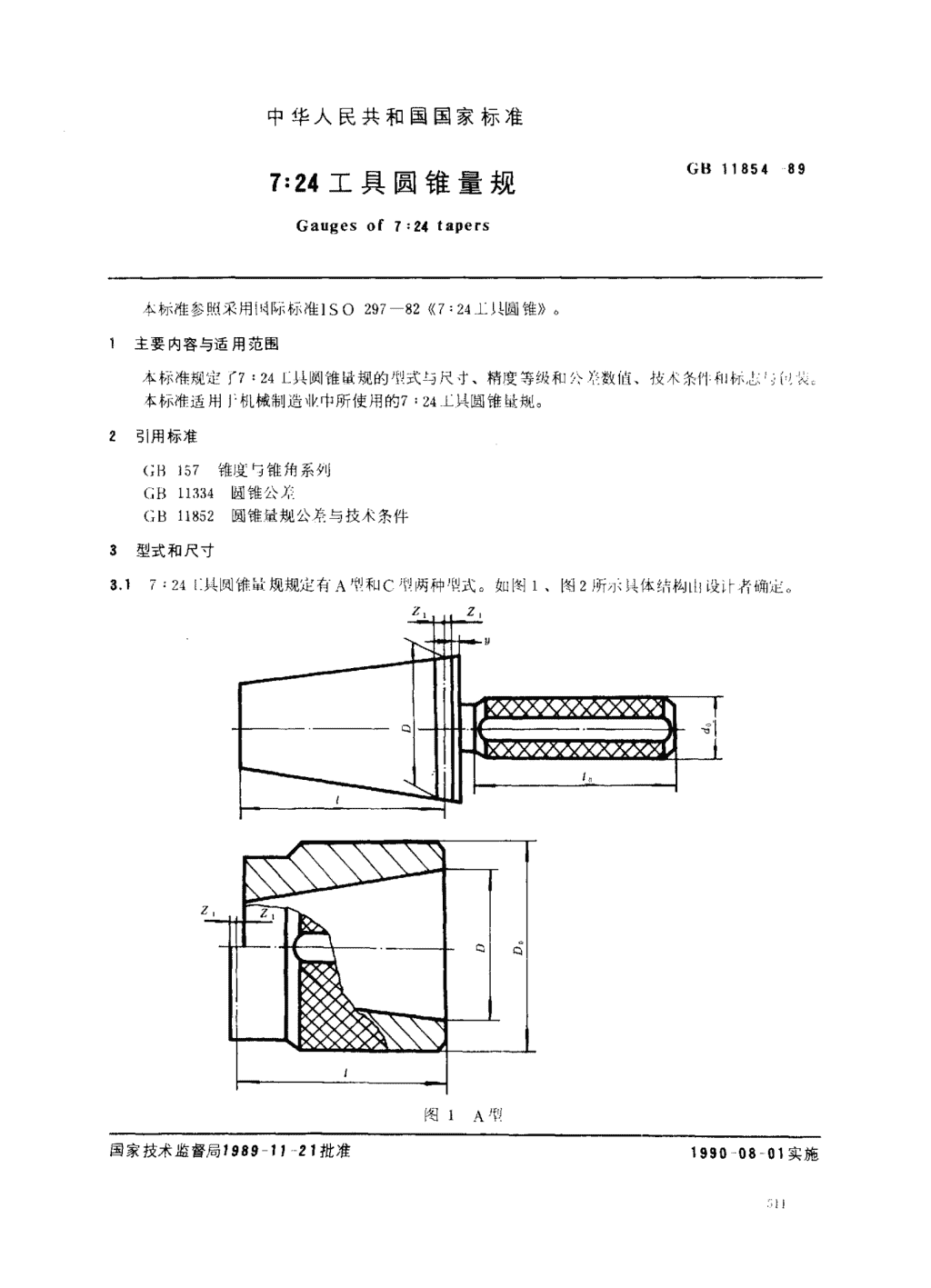
'中华人民共和国国家标准GB11854-897:24工具圆锥量规Gaugesof7;24tapers人标准参照采用{闷际标准ISO297-82((7:24土_具圆锥》。主要内容与适用范围本标准规定犷7:24上少毛圆锥鼠规的塑式与尺寸、精度等级和公牛数放、伎术条件和标志‘议狡本标准适用}1机械制造业中所使用的7:24上具m谁虽规。引用标准GB〕57锥度IJ锥角系列GB11334圆锥公夕花GB11852圆锥量规公差与技术条件型式和尺寸7:24[_具圆锥vi.规规定有A代lj和C塑两种恻式。如图1、图2所刁只体结构山没计台确定。国家技术监督局,98,一1,21批准199008一01实施
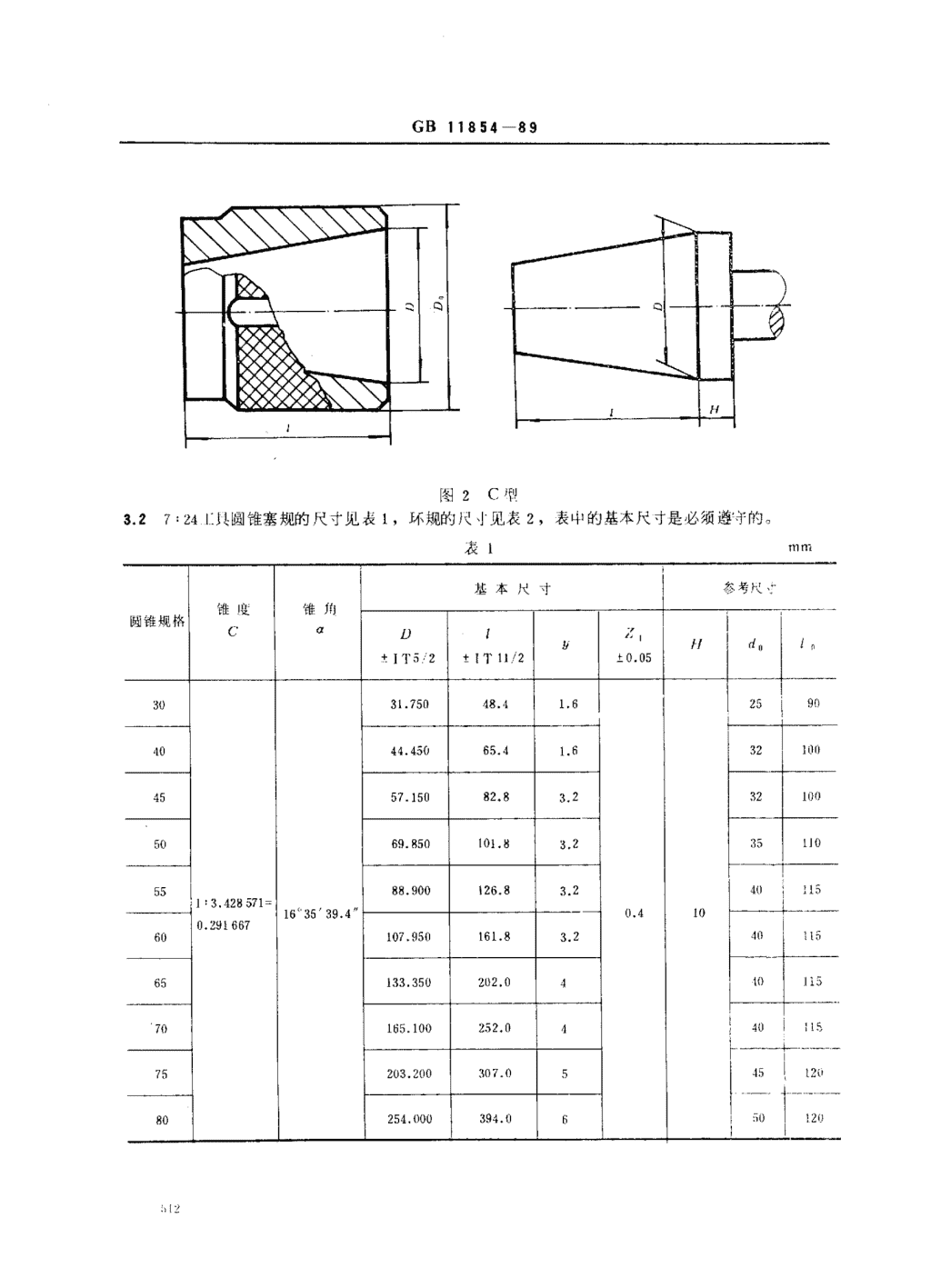
GB11854一89图2C?E"I3.27:241:具圆锥塞规的尺寸见表1,环规的尺」见表2,表中的基本尺寸是必须遵守的表I竹In飞基本尺寸岑考尺、丹-圆锥规格t$C1y锥aJIIDIJfl}、。*IT.5.2+IT11!2与i0.05}}3031.75048.41.6{254044.45065.41.6321山14557.15082.83.232too5O69.850101.83,235110一}一5588.900126.83.240}I151:3.428571={J16"35’39.4"100.29166760107.950161.83.240’Its65133.350202.04生u1上5一{-‘了0165.100252.04{40{115,一乙_____一一75203.200307.0545{一1_______80254.000394.06}5012门Il
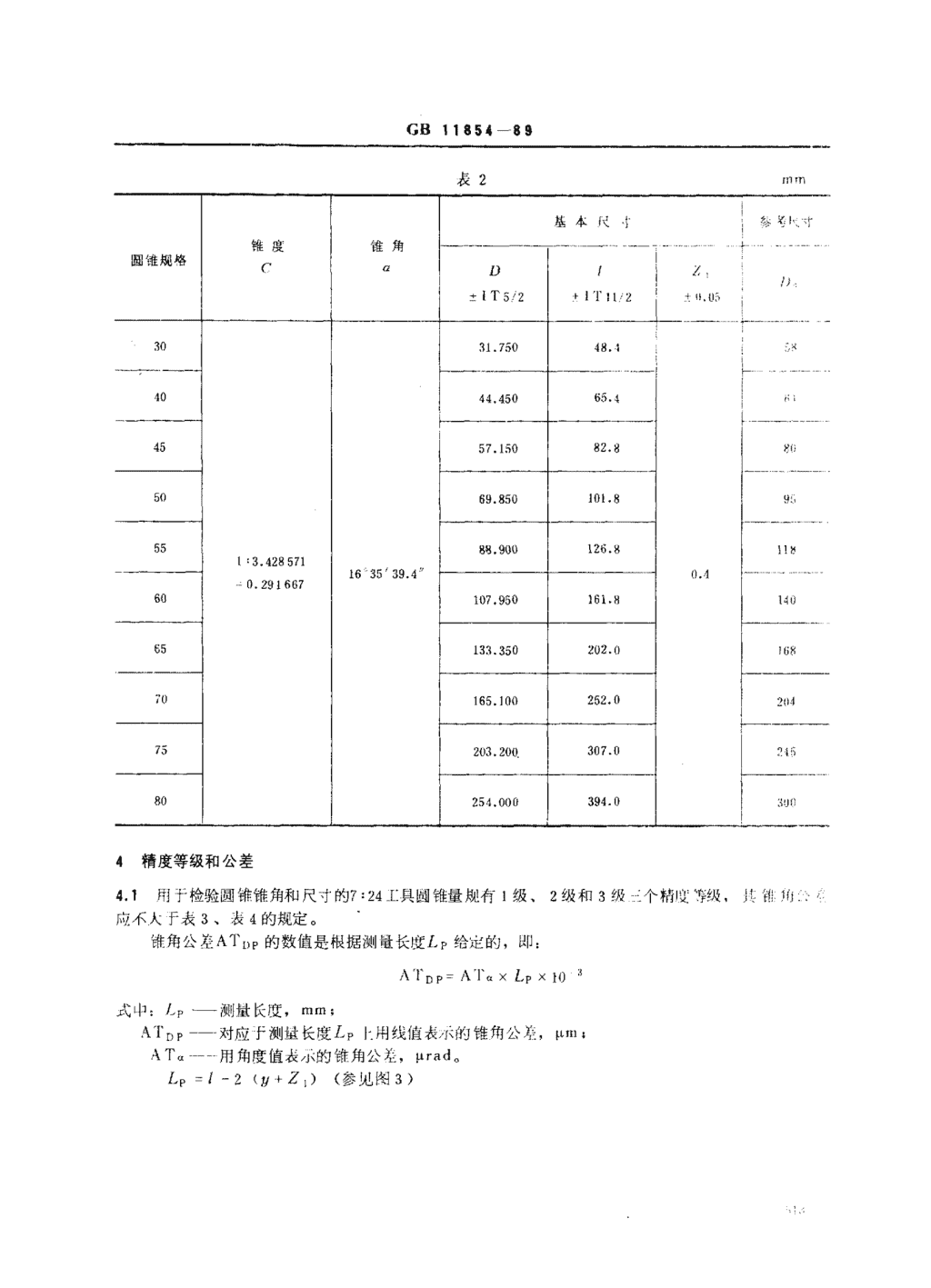
GB11854一:9朴表2叫从本参zI锥度锥角圆锥规格(-}竺一、la,3.42857116一35z3940.291667l60esl一65了O了5p别仁一卜-8Oill们4精度等级和公差圳4.1用于检验圆锥锥角和尺寸的7:245具圆锥量规有1级、2级和3级个精度等级应不人j表3、表4的规定。锥角公盖ATup的数值是根据测量长度Lp给定的,即:ATpp=ATnxl,pxto:,式巾:Lp-一测量氏度,MM;Al,Dp一对应f测量长度Lp卜用线值表J}的锥角公旅,[IIII;AT。一用角度值表d<的锥角公左,}iradoLp二I一2(N+LI)(参见图3)
GB】1854一892“十2L卜图表圆锥鼠规的精度等级测斌长度1级2级3级圆锥规林LrAT。ATD尸A‘f。AfDP入fA!Trnln】卜rad(尸)林m卜rad(刀)卜In协rad(“)卜,”一3044士10上20+0.5+25土5.0+1.2士63上、3.()_卜3.日406l士8土1.5士0.5+20土4()士1.3士50仁11川七:弓.04576士8士15士0.6立20土飞,0土1.6士50‘11.1冬斗11lL_厂一———51)95二6‘3士t.3士06士16士3.0二16上沈0止80工4,055L20士6,3士1.3工0.8士16士3()士2.0士马0少8.日一}苏.0{60155士5士1.0土0.8士13士25士20上3]5L6.5兰5.(1}厂65一,”3土5土10止1.0止13斗2.5二2,631.5十6.苏一几6.。l一}7〔j243+4步0.日二1.0士互0土2,5土25上5.0去6.U{{1r752毛爹6土魂土0.8士丁.2一10rZ.0立3.0}土2石二5.()一8.」){_卜一日O381了4士0.8三1.5上10,2.G+39士25止5.口]l
GBll854一89表4校对塞规测量!长度用1一1级环规一}1113级上f、规圆锥规格l尸{」丁--ATaA‘rDI、AfA厂fDP入},入卜nln卜rad(“)拌nl落止rad(胭)1儿m11rad〔‘1阳马3044+10+2.0+0525一50+1.2+63厂下!万一万一406l+8+1.5+0.5+2()+通.0十1.3+501生0厂一、:4576+8+1.5+06‘20+4.0+1.6+5()+11.1)一干」自5095十6.3+],3+06+16十30+1.6斗创J十8.IJ{一1!!r一—一—一r55120+63+1‘3+0‘8+16+3‘0十2.0+41)8.日;斗5.{「,60155+5+10+0.8+13十25十2.0+315+6.5+污.J!一r一—一-一一65193十5十1‘0十10+13+2.5+2.6十31.51十65十卜.日},一一!7O243+4+0.8+1.0+10+20十25十25+5.0十6二〕一}75296十4+0.8十1.2+10十2.0十30+25+50+8.()80381+4十0.8+1.5+生0+20+3.9+25十5.0斗1(l。4.2各精度等级的圆锥量规的形状公差应不大于表5的规定。表5圆锥量规规格圆锥鼠规!30404气6O‘157〔奋75}精度等级}共圆锥量规的形状公派『「F,曰。10.50,8节一;划。1.3十一一洲卜27334to
GB11854一895技术要求5.17:211.SL圆锥哒规的技术要求,应遵照(:1311852的有关规定。52各精度等级的圆锥上作环规,用校对来规检验时,具研合的接触率应达到90R"以{,州公未用‘!_作塞规配对研合时,则研合率应达到98,0o以I..,涂层厚度按G1311852的有关规定_5.3川校对塞规检验圆锥l作环规的圆锥直径公浪时,19锥[_作环规的回锥大端端LfiI!c?1J校对寒规的人端直径刀平面标志线贡合,允许有不大f0.3Z的旅距。如果用_I_作寒规检验、则圆狱卜作坏规的圆锥大端端面,‘:第_条Z标志线的跟离不应小十Z,允许有不大于1.3Z的跄离。、1气这个瑞向招越了校对寒规的大端直径U平面标志线的后边缘或距离C作塞规第条7.标志线为0.8Z时即A为hl准,.,=.环规已达到磨损极限(参见图4)。仇32作环规作环规ba.1_线即f边标志线前边缘人端直径力第_乙条2标志线!作塞规}山}粉sk.第一条2标志线校对难规图46标志与包装6.1在圆锥量规的非工作表面上,应清晰地标志出制造j商标,圆锥敬规的规格、旱号、精度等级量规的用途代号和生产序S(_〔作e}a规可以省略用途代号)。标记示例:1,塑,规格为45号的1级精度的工作量规,标志为:7:2445C1一(:RA"f"",规格为35号的3级精度的校对来规,标志为:7,2435A一3-J6.2圆锥量规应经防锈处理,妥善包装。包装盒上应标志与6.1相同的内容。6.3按本标准生产的圆锥量规应附有合格证。在合格证卜应注明本标准的代号附加说明:本标准山全N量1L量仪标准化技术委员会提出。本标准JI中华人民共和国机械电f上业部成都ill.研究所归曰。本标准由机械电子」_业部成都「具研究所负责起iiia木标准主要起草人崔文祥。'
您可能关注的文档
- GBT11836-2009混凝土和钢筋混凝土排水管.pdf
- GBT11837-2009混凝土管用混凝土抗压强度试验方法.pdf
- GBT11839-2008二氧化铀芯块中硼的测定姜黄素萃取光度法.pdf
- GBT11841-1989二氧化铀粉末和芯块中铀的测定硫酸亚铁还原-重铬酸钾氧化滴定法.pdf
- GBT11847-2008二氧化铀粉末比表面积测定BET容量法.pdf
- GBT11849-1989重水罐.pdf
- GBT11849-2008重水罐.pdf
- GBT11852-1989圆锥量规公差与技术条件.pdf
- GBT11853-1989莫氏与公制圆锥量规.pdf
- GBT1186-1992压缩空气用橡胶软管(2.5MPa以下).pdf
- GBT1187-1981输水胶管.pdf
- GBT11875-2010船用航向变化率指示器.pdf
- GBT11877-2010船用陀螺罗经组合操舵仪.pdf
- GBT11882-1989绘图机.pdf
- GBT11883-1989电子吊秤.pdf
- GBT11884-2008弹簧度盘秤.pdf
- GBT11890-89水质苯系物的测定气相色谱法.pdf
- GBT11891-89水质凯氏氮的测定.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明