

- 88.83 KB
- 2022-04-22 13:42:39 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'ICS25.100.20J41中华人民共和/,、7-H缮酉国国家标准GB/T14330--2008代替GBFI、143301993硬质合金机夹三面刃铣刀Machanicallyclampedcarbidesidemillingcutters2008—11一04发布2009-04—01实施宰瞀嬲零鞭挈襻瞥星发布中国国家标准化管理委员会擞1”
刖置本标准代替GB/T143301993((硬质合金机夹三面刃铣刀》。本标准与GB/T143301993相比主要变化如F:修改r原标准中表1(取消了基本尺寸d、D、L的极限偏差值和部分参考值y、A。);修改了原标准中的3.4(将刀片分组代号修改为:刀片用途代号);修改r原标准巾的d.2(将刀体内孔表面和两支承端面的表面粗糙度上限值Rn1.25ffm修改为:Ra0.8”m);修改了原标准中的4.4(将夹紧件用45号钢,其硬度不低于HRC40修改为:夹紧件硬度不低于40HRc);取消厂原标准中的性能试验部分。本标准的附录A为资料性附录。本标准由中国机械工业联合会提出。本标准由全国刀具标准化技术委员会(SAC/TC91)归口。本标准起草单位:成都工具研究所。本标准主要起草人:刘玉玲。本标准所代替标准的历次版本发布情况为:一GB/T143301993.
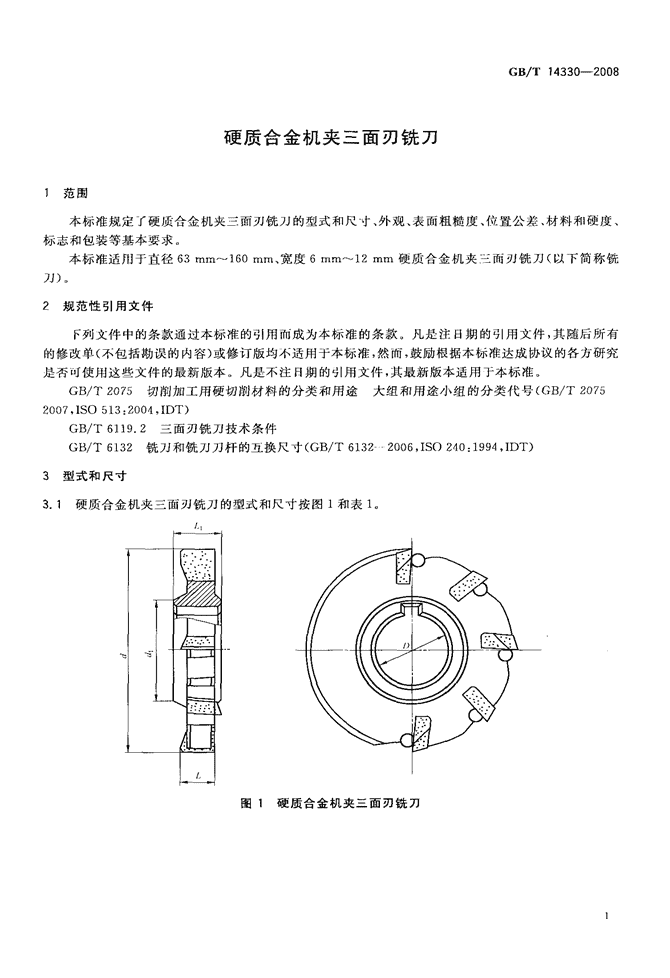
硬质合金机夹三面刃铣刀GB/T14330--20081范围本标准规定丁硬质合金机夹三面刃铣刀的型式和尺寸、外观、表面粗糙度、位置公差、材料和硬度、标志和包装等基本要求。本标准适用于直径63mm~160rD.112、宽度6mm~12mm硬质合金机夹三面刃铣刀(以下简称铣刀)。2规范性引用文件FN文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。GB/"I、2075切削加工用硬切削材料的分类和用途大组和用途小组的分类代号(GB/T20752007,ISO513:2004,IDT)GB/T6119.2三面刃铣刀技术条件GB/T6132铣刀和铣7J刀杆的互换尺寸(GB/T61323型式和尺寸3.1硬质合金机夹三面刃铣刀的型式和尺寸按图l和表1。图1硬质合金机夹三面刃铣刀
GB/T14330--2008表1单位为毫米参考值dDLjsl6H7k11d】L】齿数68106322338lo12121468】08027401012121468101003250】21012】2l4810l254010121412I4——8lO1604010I21812143.2键槽尺d‘和偏差按GB/T6132规定。3.3铣刀刀片的型式和尺寸参照本标准附录A。3.4标记示例:铣刀外径d一80inm,宽度L一10mm,刀片用途代号为P30的硬质合金机夹二面刃铣刀为硬质合金机夹三面刃铣刀80×10P301433020084技术要求4.1外观和表面粗糙度4.1.1铣刀刀片不得有裂纹、崩刃,其余零件不得有裂纹、刻痕和锈迹等影响使用性能的缺陷。4.1.2铣刀表面粗糙度的上限值:——刀体内孔表面和两支承端面:Ra0.8I*m;刀片前面和后面:Rao.63pm。2
4.2位置公差铣刀的位置公差按表2。表2单位为毫米铣刀直径d项目~80>80~125>125相邻齿0.030.04主切削刃对内孔轴线的径I柚圆跳动一转0.050.06端刃对内孔轴线的端面圆跳动0030.04005支承端面对内孔轴线的端面固跳动002注:圆跳动的检测方法按GB/T61192附录A的规定。4.3材料和硬度4.3.1铣7J刀体材料为合金结构钢,其硬度不低于40HRC。4.3.2夹紧件硬度不低于们HRC。4.3.3铣刀刀片材料按GB/T2075推荐选用P30、K20硬质合金。5标志和包装5.1标志5.1.1铣刀产品t应标志:制造厂或销售商的商标;铣刀外径d和宽度L;刀片材料(硬质合金牌号或用途代号)。5.1.2包装盒上应标志:~制造厂或销售商的名称、地址和商标;一产晶名称;标准编号;~铣刀外径d和宽度L;一刀片材料(硬质合金牌号或用途代号);~件数;一制造年月。5.2包装铣刀在包装前应经防锈处理。包装应牢固,防止运输过程中损伤。
GB/T14330--2008附录A(资料性附录)铣刀刀片的型式尺寸-:j--,:’。j≯?0;j’≥;单位为毫米图A.1表A.1单位为毫米铣刀宽度^65.o868108.81210.8'
您可能关注的文档
- GBT14311-2008棉印染灯芯绒.pdf
- GBT14314-199316mm影片作直接正面放映时在放映机中的用法.pdf
- GBT14315-2008电力电缆导体用压接型铜、铝接线端子和连接管.pdf
- GBT14316-2008间距1[1].27mm绝缘刺破型端接式聚氯乙烯绝缘带状电缆.pdf
- GBT14319-2008固结磨具陶瓷结合剂强力珩磨磨石与超精磨磨石.pdf
- GBT14321-2008刚玉磨料中α-Al2O3相X射线定量测定方法.pdf
- GBT14325-1993辐射防护最优化纲要.pdf
- GBT14326-2009苯中二硫化碳含量的测定方法.pdf
- GBT14327-2009苯中噻吩含量的测定方法.pdf
- GBT14333-2008盘形轴向剃齿刀.pdf
- GBT14335-2008化学纤维短纤维线密度试验方法.pdf
- GBT14336-2008化学纤维短纤维长度试验方法.pdf
- GBT14337-2008化学纤维短纤维拉伸性能试验方法.pdf
- GBT14338-2008化学纤维短纤维卷曲性能试验方法.pdf
- GBT14339-2008化学纤维短纤维疵点试验方法.pdf
- GBT14347-2009开式压力机型式与基本参数.pdf
- GBT14348-2007双圆弧齿轮滚刀.pdf
- GBT14350-1993锆英石耐火材料化学分析方法.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明