

- 224.88 KB
- 2022-04-22 13:47:43 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'电话:0378-3850378中华人民共和国国家标准GB/T3625一1995换热器及冷凝器用钦及钦合金管c:R362s代替TitaniumandtitaniumalloytubesGB.as68asforcondensersandheatexchangers1主题内容与适用范围本标准规定了换热器及冷凝器用钦及钦合金管的分类、技术要求、试验方法、检验规则及标志、包装、运输、贮存。本标准适用于冷轧(冷拔)方法生产的钦及钦合金无缝管和焊接法及焊接一轧制法生产的钦及饮合金焊接管本标准适用于制作换热器、冷凝器及各种压力容器所使用的钦及钦合金管。2引用标准GB228金属拉伸试验方法GB241金属管液压试验方法GB242金属管扩CI试验方法GB246金属管压扁试验方法GB4698钦及钦合金化学分析方法GB6397金属拉伸试验试样GB818。钦及钦合金加工产品的包装、标志、运输和贮存GB/T3620.1钦及钦合金牌号和化学成分GB/T36202钦及钦合金加工产品化学成分允许偏差GII/T12969钦及钦合金管材超声波和涡流检验方法3产品分类3」牌号、状态、规格产品的牌号、制造方法、供应状态和规格应符合表1的规定国家技术监督局1995-1017批准1996-03-01实施
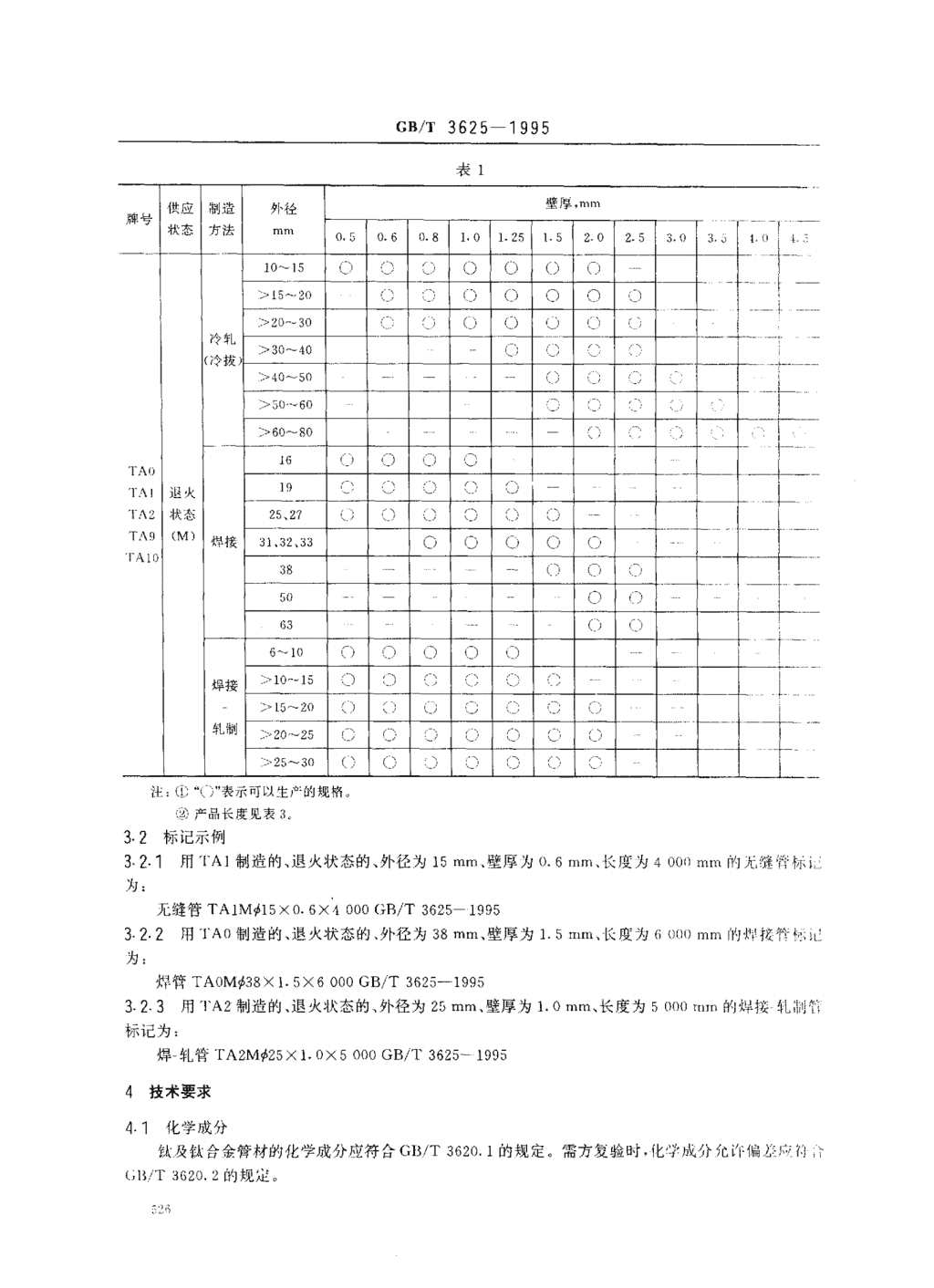
ca/T3625一1995表I壁厚,n、m供应牌号状态塑霆愁登1.512.01O~或朴、旱>15-,20,20--30冷轧)30一斗0(冷拔少1卜>40-50>5()一60匕一丁》6080卜飞16)FA0﹂-J--朴191八1退火斗_仁_仁、︺IIIA2状态25,27-TA9(M撇0甘31,32,33一1一入LO门口385()丰舟一636-10摊,I0一1弓蜘>15~20甘一一丰一20-25口25-"30注:以;‘.(夕”表示可以生产的规格41产品长度见表3,3.2标记示例3.2-1用TAI制造的、退火状态的、外径为15mm,壁厚为。.6mm,{}度为4000mm的无缝箫标;为:无缝管TAIM015X0.6X4000GR/T3625-19953.2.2用TA。制造的、退火状态的、外径为38mni,壁厚为1.5mil"{r}度为6000mm的钾接爷AI?;1C为:炸管TAOM"38X1.5X6000GB/T3625-19953.2.3用’I"A2制造的、退火状态的、外径为25mm、壁厚为1.0mm、长度为5000rum的焊接轧制k`标记为:焊轧管TA2M"25X1.OX5000GB/T3625--19954技术要求4门化学成分饮及钦合金管材的化学成分应符合GB/T3620.1的规定需方复验时.化学成分允许偏左应钧片GB!T3620.2的规定。
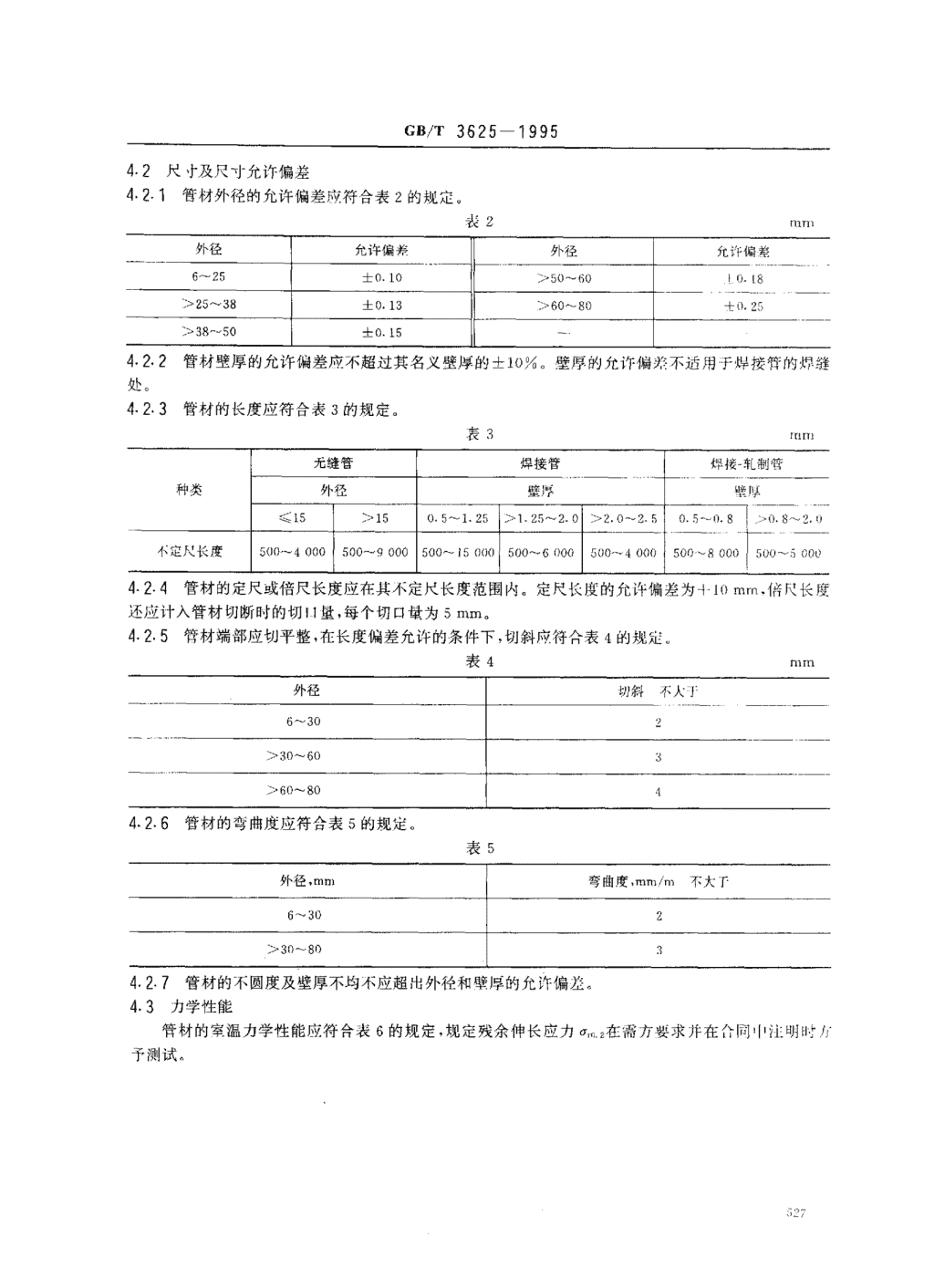
GB/T3625一1995尺于及尺寸允许偏差{.:.1管材外径的允许偏差应符合表2的规定表2外径一外径允许偏差6_Z5一习)50一60、1Io0-.2i&5>zs}s8士0.13)60-80>38-50一42.2管材壁厚的允许偏差应不超过其名义壁厚的士100a0壁厚的允许偏差不适用开焊接管的焊缝处4.2.3管材的长度应符合表3的规定。羡3无缝管焊接管种类外径壁)P镇15"150.5^1.25少125~2_0_)2.0一25不定尺长度500"-4000500-9000500--150005006000500,~40004.2.4管材的定尺或倍尺长度应在其不定尺长度范围内定尺长度的允许偏差为I-10M-倍尺长度还应计入管材切断时的切I量,每个切口量为5nima4.2.5管材端部应切平整,在长度偏差允许的条件下,切斜应符合表4的规定表4mm外径切斜不大于6-30户>30-603>60}8044.2.6管材的弯曲度应符合表5的规定表5外径,mn弯曲度,mn的、不大于6-302>30-8f)34.2.7管材的不圆度及壁厚不均不应超出外径和孽厚的允许偏差4.3力学性能管材的室温力学性能应符合表6的规定,规定残余伸长应力am.z在需方要求井在合同,1"i明时予R}试
cs/T3625一1995表6抗拉强度规定残余伸长应力仲长率泞牌号状态挤b少「弓艺之洲川之飞mpaMPa尹丁AO{280-420异170二一2立TAI370-530李250;?l火状态1八艺440~620>320互一(M)TA9370一530必250泛一20TAN)钊0东一1扮4.4L艺性能4.4.1压扁试验4.4.1.1管材应进行压扁试验。试样压扁后应完好。压扁间距H值按式(1)计算(1+e)tH=二“·“““·。。。。.。⋯⋯。··⋯⋯,。‘二角⋯。.,。又{e+t/D式中:压板间距,mm;Ht-管材名义壁厚"mmD-管材名义外径,mm;。—常数,其值对「AO,TA1取0.07;TA2,TA9取。.06;对‘1"A10当外径不大于25tnm时取0.01;当外径大于25m。时,取0.064.4.1.2焊接管压扁方向及焊缝位W-如图所示4,4-2展平试验焊接管和焊接一轧制管应进行展平试验,展平后试样焊缝处不应出现裂纹4.4.3扩II试验管材应进行扩口试验,扩口采用顶芯锥度60。的工具.扩口后试样内径的扩大值符合表7的规定时.试样不得出现裂纹。表7管内径扩大,%不小于}yA}1八()22r八1、TA920TA2_TA10174-4.4水(气)从试验4.4.4门管材)、认进行水压或气压试验。需方选择的试验方式和选择的水压试验压1];=在含同j"明
GB/T3625一1995含同中末注明时,山供方自行确定种试验方式和压力4.4-4-2水从试验的压力11值按式(2)if-算;或由供需双方协商.选用5MP.,1.5倍1.作振力或乓他压力SBa.‘二。.⋯。。。.。.⋯。。·一〔2、L)/2一0.打式中:了”试验It力,MP,;t一骨材转义壁厚,mm;J—允许应力,对’i"AO,TAl,TA2,TA9其值取该牌号最小规定残余仲长应力的三(、片.右广1"A10其值取最小抗拉强度的40%.MPa;D—管材的名义外径"m-;E—常数,焊接管和焊接一轧制管取。.85,无缝管取1.0试验时,压力保持5,,管材不应发生畸变或泄漏。对外税不大于76mm的管材,其水压试验的最大压力应不大厂17.2MPa;对外径大于76mm的管材.其水压试验的最大压力应不大于19.3MPa4.4.4.3管材内部气压试验的压力为。.7MP,,试验时压力保持5s,管材应不泄漏车5无损检验外径为10-60mm的管材应进行超声波或涡流探伤检验。并应符合GB/T1296,的规定需方选择的检验方法应在合同中注明合同中未注明时,由供方自行确定一种方法检测其他规格管材需进行超声波或涡流探伤检验时,由供需双方协商4.6表1k质贫4.6.1管材的内外表面应清洁,不应有裂纹、折迭、起皮、针孔等肉眼可见的缺陷4.6.2管材表iffi的局部缺陷可予以清除,但清除后不得使外径和壁厚超出允许的负偏差4.6.3管材表面允许有局部不超出外径和壁厚允许偏差的划伤、凹坑、凸点和矫直痕迹管材经酸洗后的不同颜色不作为报废的依据5试验方法5门化学成分仲裁分析方法管材的化学成分仲裁分析按GB1698进行。52力学性能检验方法管材的室温拉伸试验按GB228进行外径不大于35mm的管材选取GB6397中的S8试样;外径大卜35mm的管材选取54试样531二艺性能检验方法5.3.1压扁试验按(;B246进行5.12焊接管及焊接轧制管展平检验时,取100mm管段,在焊缝两侧的90。处纵向剖切、展开然f压平,焊缝置干最大弯曲点七5.13扩n试验按GB242检验方法进行。5.14水压(气压)试验分别按下述规定进行水压试验按GB241检验方法进行。气压试验可按供需双方商定的方法进行。54无损检验方法超声波或涡流探伤方法按GB/T12969检验方法进行。5.5尺寸测以方法尺寸检测用相应精度的量具进行5.6表面质fS检验表面质+?用日视检验
CB/"r3625一19956检验规则6门检查和验收6.1.1管材应由供方技术监督部门进行检验.保证产品质量符含本标准的规定,并填写质枯证明Pi6.1.2需方对收到的产品,月按本标准的规定进行验收如俭验结果与本标准规定不符时.应在收到产品之[11起二个月内向供方提出,由供需双方协商解决6.2组批管材应成批提交验收每批应由同,牌号、熔炼炉号、规格、制造方法、状态和同一热处理炉批的产品组成。6.3检验项目每批管材均应进行化学成分、尺寸偏差、力学性能、工艺性Alb.无损(超声波或涡流)探伤和表a质I!,,的检验6.4取样位置和取样数量6.4.1管材的化学成分由供方在铸锭上取样分析需方要求并在合同中注明要在成品卜进行氮含梢分析时.T1批管材山成品上任取一个试样进行氢含量的分析需方可在管材卜任急取祥分析6.4.2管材应逐根进行表面质量和外形尺寸检验。对于内径不大于20mrti的管材,允许采用每批任取5根643,每根各取150mm管段,沿纵向切成两半,测量壁厚及作内表面检验,代替逐根检验64室温力学性能检验,每批任取两根管材,每根各取一个试样645压扁、展平和扩口试验.每批任取两根管材,每根各取一个试样;水(气)压试验应逐根进行65无损(超声或涡流)检验应逐根进行。重复试验在化学成分、室温力学性能、压扁、展平、扩口及6.4.2的剖切检验中,如果有一个试样的检验结果不合格,则从该批取双倍试样进行该不合格项目的复验。若复验结果仍有一个试样不合格时、则整批报废或逐根对不合格项目进行检验.合格者重新组批了标志、包装、运输、贮存了门产品标志[4;检验的管材(或包装箱)_七应作如卜标志:a.产,Id,牌号;n.供应状态:c.批号;d,标71fS编号了.2包装、包装标志、运输和贮存产品的包装、包装标志、运输和贮存应符合GB8180的规定。了.3质里证明书每批管材应附有质量证明书,注明:a.供方名称;h·产品名称;产品牌号、规格、制造方法和状态;d熔炼炉号、批号、批重和件数;。_所规定的各项分析检验结果及技术监督部门印记;
Cs/T3625一1995本标准编号包装日期附加说明:本标准由中国有色金属工业总公司提出。本标准由宝鸡有色金属加工厂负责起草。本标准主要起草人冯玉}H.张延生、孟庆林、王宝生、杨丽娟'
您可能关注的文档
- GBT3597-2002肥料中硝态氮含量的测定氮试剂重量法.pdf
- GBT3598-1983肥料中尿素态氮含量的测定尿素酶法.pdf
- GBT3600-1983肥料中氨态氮含量的测定甲醛法.pdf
- GBT3606-1983家用沼气灶.pdf
- GBT3607-1983中华蜜蜂十框蜂箱.pdf
- GBT3609.2-2009职业眼面部防护焊接防护自动变光焊接滤光镜.pdf
- GBT3610-2010电池锌饼.pdf
- GBT3612-2008量规、量具用硬质合金毛坯.pdf
- GBT3619-1983纺织经编机盘片用铝合金模锻件.pdf
- GBT3629-2006钽及钽合金板材、带材和箔材.pdf
- GBT3630-2006铌板材、带材和箔材.pdf
- GBT3634.2-2011氢气第2部分:纯氢、高纯氢和超纯氢.pdf
- GBT3637-2011液体二氧化硫.pdf
- GBT3639-2009冷拔或冷轧精密无缝钢管.pdf
- GBT3648-2013钨铁.pdf
- GBT3653.2-1983硼铁化学分析方法气体容量法测定碳量.pdf
- GBT3653.6-1988硼铁化学分析方法锑磷钼蓝光度法测定磷量.pdf
- GBT3654.10-1983铌铁化学分析方法EDTA容量法测定铝量.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明