

- 138.51 KB
- 2022-04-22 13:41:41 发布

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
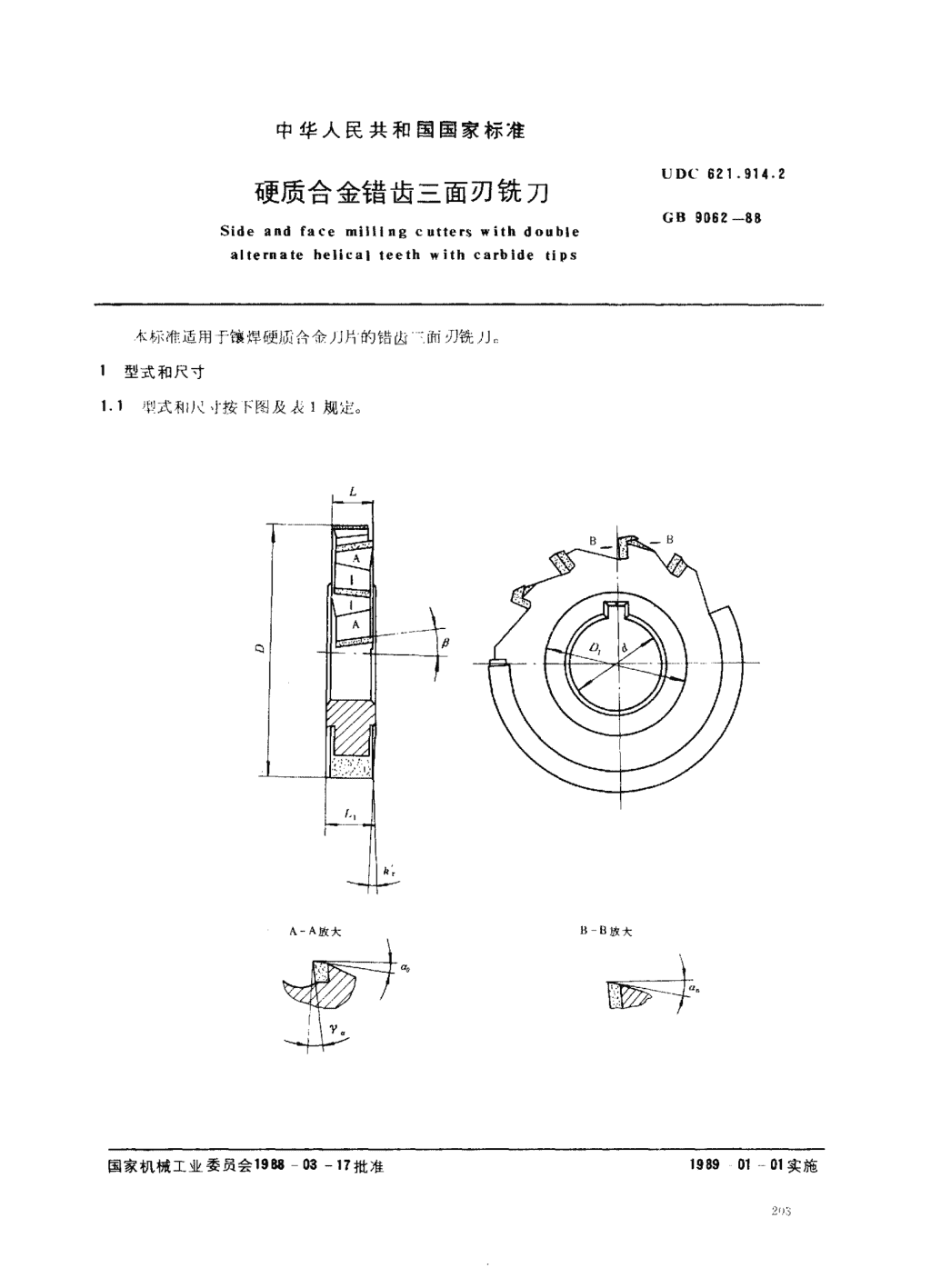
'中华人民共和国国家标准UDC621。914.2硬质合金错齿三面刃铣刀GB9062-89Sideandfacem川ingcutterswithdouble越icematehellcalteethwithcarbidetins卞标准适用于镶焊硬质合金刀片的错}kf而刃铁刀型式和尺寸.1塑式和尺寸按卜图及表1规定。A一A放大B一B放大MO.国家机械工业委员会1988一03一17批准1989-01一01实施21八
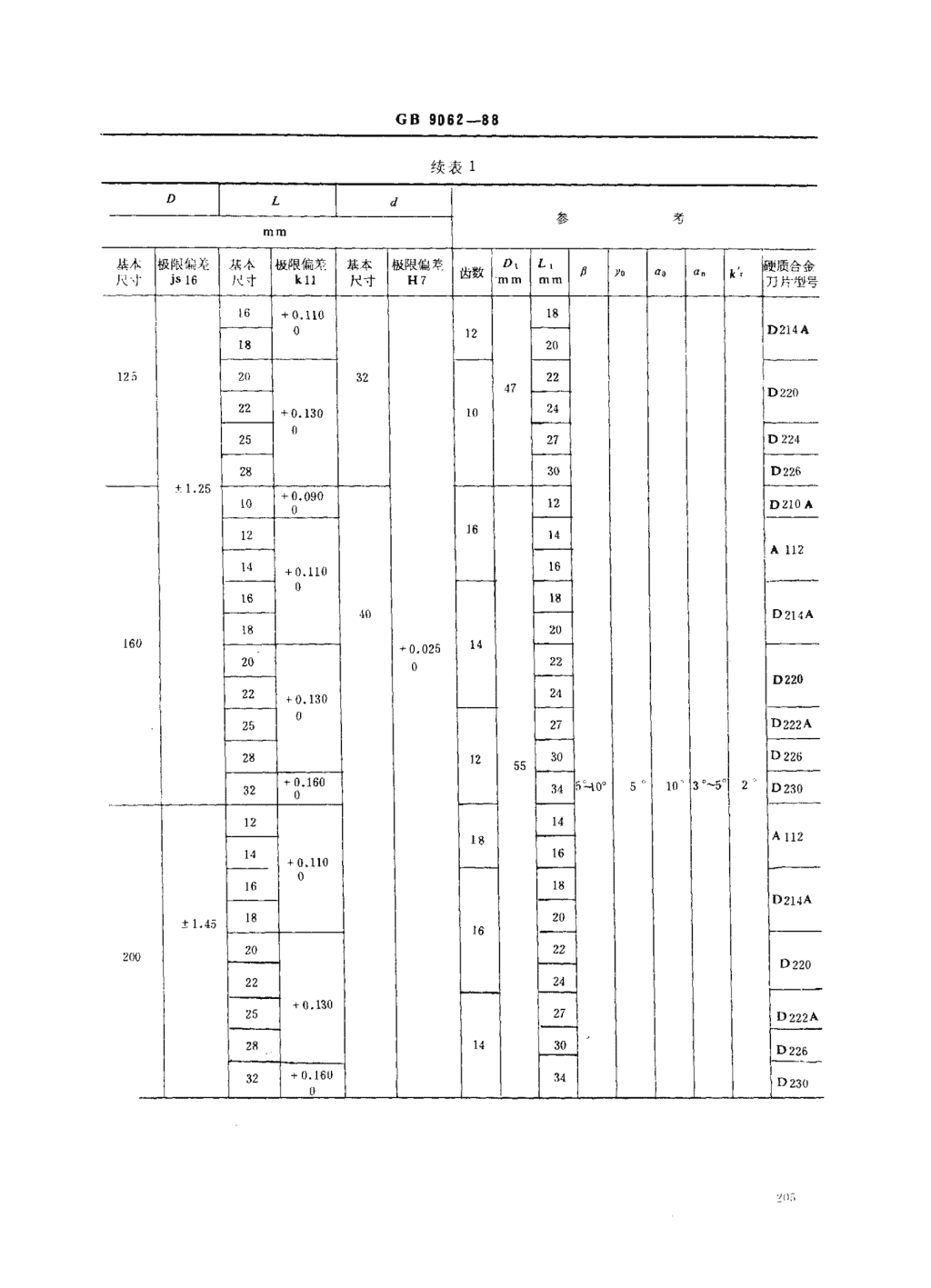
GB9062-69表1D参粉11、111基本极限偏差基本极限偏差基木极限偏差齿数Yok",尺寸JS16尺寸kllI泛寸H7mDm,众台Al08+0.090卜一.---~1011D210A223凉63121314}+0.11015ID2l4l617卜一一一一iA108+0.090+00.021土0.95ID210A101110121327A112日0411415+00.1101617D214.A1820,0.13020221O"0.0901250-1引5103-.S1n121214A11214+0.110161010土1.10161847D214A1R2n十0.02532韶20一+0.130洲D220220一2527n2241410A108+0.09()D210A1251012士1.2512la+0.11012一A1121416
GB9D62-66续表1参考mm极限偏芳极限偏差D,齿数an怂)I,Fttkit煞H711111勺mm16+0.1101RD214A121820卜.一-豁12乃3222一47一一D22022410一十:“3。2725一30一29一-~--士‘·25+0.09012to()-]614一1Z-16一14一16十十·“。比一-一比20160一14220,00.025一224一1一.筋+0.13027!一别|28]255.伙一n18034I5"-100I5U32+),一ll坷12es一l18场es|14|+0.110一招十】6一别1Rl4516器es绷20es~洲一es22一一一|+0.13027|DA2s一一一-30|D2814|-13234+‘,;{6。D230
GB9062-88续表LD参芍mm极限偏j为战l李js16k含煞街数mDm,mLm,{1;h镇_习一.一16愉2()18D214A2050+0.02522、。、一5一,。6R3一5}“D22O2.50I+1.45}19247一D222.A3n一D226s.aD230注:芯键槽的尺寸与偏差按GB6132-85《铣刀和铣刀刀杆的互换尺吐》。②切削刃的形状和角度根据被加L材料和切削条件可适当改变③硬质合金刀片型号按GB5245-85《硬质合金烨接刀片》。1.2标记不例:外径Dloomm,厚度L=16MM,焊有用途分类代号为P20的硬质合金错齿二面刃铣1]为:铁刀10OX16一P20GB9062-872技术要求2.1铣月刀片上不得有裂纹,切削刃不得有崩刃,以及铣刀表面不得有刻痕、锈迹等影响使用性能的缺陷。铁刀焊缝处不应有砂眼和未焊透现象。:‘:表面粗糙度按GB1031-83《表面粗糙度参数及其数值》,其数值不得大于下列规定:前面和后面··········-········,······-··-...·······.........R.3.211m内孑L表面···..........................................................R.1.254m刀齿两侧隙面和两支承端面··.·.-·····-·-···-.一。....R.1.25um2.4形状和位置公差按表2规定。20石
GB9062-88表2mm夕卜芳项目Ds,8oD?80~125D.12bK周刃对内孑!轴线的车Iif)0〔13径向圆跳动-一巨--.---相邻.04200n..052050032端刃对内孔轴线的端转0.0320.04{〕0.050i断圆t动幸目邻0.0160.020日‘自2乙{外径锥度nO3注:圆跳动的检测方法见附录A。2.5材料和硬度2.5.1铣刀)ii}按GB2075-87(切削b1]工用硬质合金分类、分组代q》选用。2.5.2铣刀刀体用40Cr或同等性能以上的合金钢制造,其硬度不低于HRC300性能试验铁刀刀片一采用P20-P30或M20一M30的硬质合金,试验材料用45钢,其硬Iz为HB17I)一200;`tA小勺采用K20一K30的硬质合金,试验材料用灰铸铁,其硬度为HB1g。一2203.2试脸时不用冷却液。3.3试验切削规范按表3规定。表3从木尺铁削深度铁肖」速心铁削进给暇铁削总长I"ll一一}-1一更Inn飞mm}=mn,arnlnl一一【妇】1,KIPMKP一M!KM行一尸下二一}一M车一一」一-8~10一一一卜12-l68一10OL12一。8()一8日80一100IS〔)10一().12I川川12~190.7L上
GB9062一刁8续表3基本尺寸铁肖U深度铁削速度铣削进给hl铣削总长度mm.!m1.mm产街n,n飞一.-t一.】nttlKPIMIKPIMIKP{MIKP}M8~101.0LI2512-180.7L20-28101.0L12-18氏1600.7L0-80,。_,。。1-00.1.215o20一28.1102-1000320.6L一12一18绷0.7L20-28320.6L-25014-1820-280.7L320.6去注:①L州失刀刀齿厚度。②K、P、M--.硬质合金用途分组代号。8.月经试验后,铣刀切削刃上不得有崩刃和显著的磨钝现象。4标志和包装4.1标志4.1.1铁刀七应标志:制造厂商标,外径和厚度、刀片材料(用途代号或牌号)。4.1.2铣刀的包装盒上应标志:产品名称、国标号、制造厂名和商标,铁刀的外径和厚度,刀片材V(用途代号或牌号)、件数、制造年月。4.1.3铣刀的包装盒上应按GB2075-87((切削加工用硬质合金分类、分组代号》规定,按分类代号相应的颜色标志加以区别。4.2包装:铁刀在包装前应经防锈处理。成包的铣刀应防止损伤。ZOR
CB9062-88附录A硬质合金三面刃铁刀国跳动的检测方法(参考件)锥度芯轴图AL附加说明:本标准由全国刀具标准化技术委员会提出。本标准由成都上具研究所归口。本标准由上海工具)负责起草。'
您可能关注的文档
- GBT9019-2015压力容器公称直径.pdf
- GBT902.2-2010电弧螺柱焊用焊接螺柱.pdf
- GBT902.4-2010短周期电弧螺柱焊用焊接螺柱.pdf
- GBT9029-2011录放音设备抖晃测量方法.pdf
- GBT9037.1-1988相片传真机技术条件.pdf
- GBT9037.2-1988相片传真机测试方法.pdf
- GBT9045-2006摄影照相材料ISO分辨力的测定.pdf
- GBT905-94冷拉圆钢、方钢、六角钢尺寸、外形、重量及允许偏差.pdf
- GBT9059-1988精密插齿机精度.pdf
- GBT9065.2-2010液压软管接头24°锥密封端软管接头.pdf
- GBT9065.5-2010液压软管接头37°扩口端软管接头.pdf
- GBT9069-2008往复泵噪声声功率级的测定工程法.pdf
- GBT9074.14-1988六角头螺栓和平垫圈组合件.pdf
- GBT9074.18-1988十字槽盘头自攻螺钉和平垫圈组合件.pdf
- GBT9074.19-1988十字槽盘头自攻螺钉和大垫圈组合件.pdf
- GBT9074.20-1988十字槽凹穴六角头自攻螺钉和平垫圈组合件.pdf
- GBT9074.21-1988十字槽凹穴六角头自攻螺钉和大垫圈组合件.pdf
- GBT9074.22-1988六角头自攻螺钉和平垫圈组合件.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明