

- 2.62 MB
- 2022-04-22 13:41:02 发布

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'输出轴机械加工工艺规程及数控加工编程毕业设计目录摘 要5一、零件的分析61.1零件的功用结构及特点61.2零件的结构特点61.3主要加工表面及其要求7二、毛坯的选择82.1确定毛坯的类型,制造方法和尺寸及其公差82.2确定毛坯的技术要求82.3绘制毛坯图8三、基准的选择93.1有关基准的选择说明93.2确定零件的定位基准10四、输出轴的材料、毛坯及热处理104.1输出轴的材料104.2输出轴毛坯104.3输出轴的热处理10五、制定加工工艺路线115.1主轴加工工艺过程分析115.2工艺路线的拟定115.3拟定加工工艺路线125.4加工余量的确定13六、选择机床及工艺装备156.1选择机床156.2选择刀具156.3选择夹具166.4选择量具16七、确定切削用量及基本尺寸167.1车端面和钻中心孔167.2粗加工各轴段187.3半精车输出轴段台阶外圆237.4.精车两段台阶外圆表面25八、输出轴零件的检验268.1加工中的检验268.2加工后的检验27总结28机械加工工艺过程卡30机械加工工序卡片3139
数控加工程序设计清单41摘 要机械制造工艺及设备毕业设计是我们完成本专业教学计划的一个极为重要的实践性教学环节,是使我们综合运用所学过的基本课程,基本知识与基本技能去解决专业范围内的工程技术问题而进行的一次基本训练。本次设计内容涉及了机械制造工艺及机床夹具设计、金属切削机床、公差配合与测量等多方面的知识。我们在完成课程设计的同时,也培养了我们正确使用技术资料、国家标准、有关手册、图册等工具书,进行设计计算、数据处理、编写技术文件等方面的工作能力,也为我们以后的工作打下坚实的基础,所以我们要认真对待这次综合能力运用的机会!输出轴加工工艺规程及其铣面的夹具设计是包括零件加工的工艺设计、工序设计以及加工程序编制三部分。在工艺设计中要首先对零件进行分析,了解零件的工艺再设计出毛坯的结构,并选择好零件的加工基准,设计出零件的工艺路线;接着对零件各个工步的工序进行尺寸计算,关键是决定出各个工序的工艺装备及切削用量;编制出输出轴的加工程序,分析加工程序的合理性与不足之处,并在以后设计编制中注意改进。 关键词:工艺、工序、切削用量、误差、程序。39
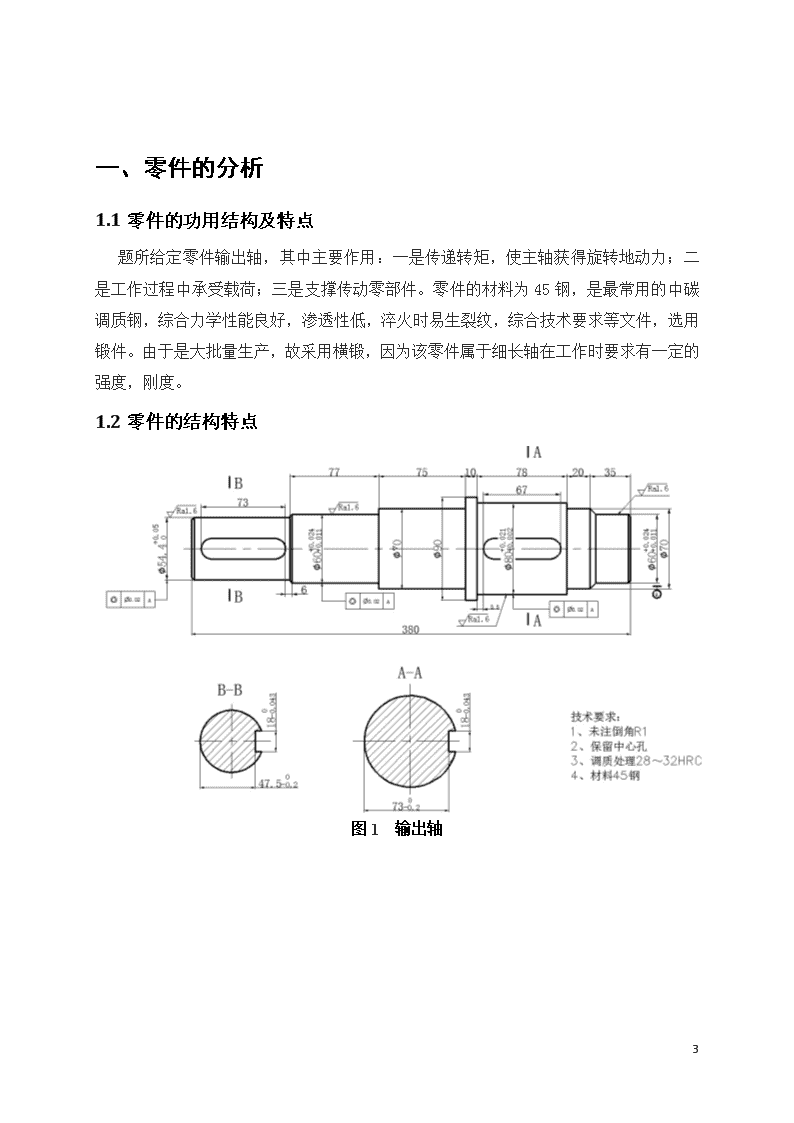
一、零件的分析1.1零件的功用结构及特点题所给定零件输出轴,其中主要作用:一是传递转矩,使主轴获得旋转地动力;二是工作过程中承受载荷;三是支撑传动零部件。零件的材料为45钢,是最常用的中碳调质钢,综合力学性能良好,渗透性低,淬火时易生裂纹,综合技术要求等文件,选用锻件。由于是大批量生产,故采用横锻,因为该零件属于细长轴在工作时要求有一定的强度,刚度。1.2零件的结构特点图1输出轴39
如图所示零件是输出轴,它属于台阶型轴类零件,由圆柱面、轴肩、键槽组成。轴肩一般用来确定安装在其他零件的轴向位置,起定位作用;键槽用于安装和固定各种传动齿轮。如图所示的输出轴零件的A是装配基准,故对A段外圆的加工提出了很高的要求。主轴的支撑轴颈、配合轴颈、端面、键槽等表面是主要加工表面。其中输出轴本身的尺寸精度、几何形状精度、相互位置精度和表面粗糙度尤为重要。1.3主要加工表面及其要求①主要加工面:F54.4,左边F60,右边F60,F80的外圆柱面。F54.4的尺寸公差等级为IT8级,F60的尺寸公差等级为IT5级,F80的尺寸公差等级为IT6级,F60的尺寸公差等级为IT5级。两链槽宽度的尺寸公差等级为IT9级,而两链槽长度的尺寸公差等级均为IT11级。②精糙度方面表现;F54.4的外圆柱面,F60的外圆柱面,F80的外圆柱面左边,F60的外圆柱的精糙度要求均为Ra1.6要求较高,其余表面均为Ra12.5um要求不高。③位置精度:F54.4,左F60和F80轴线对右边F60轴线的同轴度为F0.02mm二、毛坯的选择2.1确定毛坯的类型,制造方法和尺寸及其公差①39
轴类零件最常用的毛坯是棒料和锻件,只有某些大型或结构复杂的轴(如曲轴),在质量允许下采用锻件。由于毛坯经过加热,锻造后能使金属内部的纤维组织表面均与分布,可获得较高的抗拉,抗弯级抗扭强度,所以除轴外直径相差不大的阶梯轴可使用热轧棒成冷轧棒料,一班比较重要的轴大部分都采用锻件,这样既可以改善力的性能,又能节约材料,减少机械加工量:机械生产规模的大小毛坯的锻造有自由锻和模锻。自由锻多用于中小批量生产,模锻多运用于大批量生产。而且毛坯制造精度高,加工量小,效率高。可以锻造形状复杂的毛坯,本零件为大批量生产,所以综上所述采用模锻。②选择通过零件直径的平面为分型面③输出轴属于台阶轴类零件,由于是大批量生产采用的是模锻,所以根据从《机械制造技术课程设计指导》表3-6,采用锻造精度等级E,查表可知雨量a值为(9±3)mm。取a=102.2确定毛坯的技术要求①未注倒角的R1②保留中心孔③调制处理28~32HRC。以消除内应力,改善切削加工性能④材料为452.3绘制毛坯图如图所示在各加表面上加上机械加工余量,绘制毛坯图,并标注尺寸和技术要求如图所示39
三、基准的选择3.1有关基准的选择说明1、粗基准的选用原则1、保证不加工表面与加工表面相互位置要求原则。当有些不加工表面与加工表面之间有相互位置要求时,一般不选择加工表面作为粗基准。2、保证各加工表面的加工余量合理分配的原则。应选择重要加工表面为粗基准。3、粗基准不重复使用的原则。粗基准的精度低,粗糙度数值大,重复使用会造成较大的定位误差,因此,同一尺寸方向的粗基准,通常只允许使用一次。2、精基准的选用原则1、基准重合原则。尽可能使设计基准和定位基准重合,以减少定位误差。2、基准统一原则。尽可能使用同一定位基准加工个表面,以保证各表面的位置精度。如轴类零件常用两端顶尖孔作为统一的定位基准。3、互为基准原则。当两个加工表面间的位置精度要求比较高的时候,可用互为基准的原则反复加工。4、自为基准的原则。当要求加工余量小而均匀时,可选择加工表面作为自身的定位基准。3.2确定零件的定位基准输出轴加工中,为了保证各主要表面的相互位置精度,选择定位基准时,应遵循基准重合、基准统一和互为基准等重要原则,并能在一次装夹中尽可能加工出较多的表面。由于输出轴外圆表面的设计基准是主轴轴心线,根据基准重合的原则考虑应选择输出轴右端的顶尖孔作为精基准面。用顶尖孔定位,还能在一次装夹中将许多外圆表面及其端面加工出来,有利于保证加工面间的位置精度。所以主轴在粗车之前应先加工顶尖孔。为了保证支承轴的同轴度要求,宜按互为基准的原则选择基准面。定位基准每转换一次,都使主轴的加工精度提高一步。39
四、输出轴的材料、毛坯及热处理4.1输出轴的材料常用45钢,精度较高的轴可选用40Cr、轴承钢GCr15、弹簧钢65Mn,也可选用球墨铸铁;对高速、重载的轴,选用20CrMnTi、20Mn2B、20Cr等低碳合金钢或38CrMoAl氮化钢。4.2输出轴毛坯 常用圆棒料和锻件;大型轴或结构复杂的轴采用铸件。毛坯经过加热锻造后,可使金属内部纤维组织沿表面均匀分布,获得较高的抗拉、抗弯及抗扭强度。4.3输出轴的热处理锻造毛坯在加工前,均需安排正火或退火处理,使钢材内部晶粒细化,消除锻造应力,降低材料硬度,改善切削加工性能。调质一般安排在粗车之后、半精车之前,以获得良好的物理力学性能。表面淬火一般安排在精加工之前,这样可以纠正因淬火引起的局部变形。精度要求高的轴,在局部淬火或粗磨之后,还需进行低温时效处理。五、制定加工工艺路线拟订零件的加工路线是制定工艺规程的总体布局,主要任务是选择各表面的加工方法,及定位基准,确定加工顺序,各工序采用的机床设备和工艺装备等。5.1主轴加工工艺过程分析主轴加工工艺过程可划分为三个加工阶段,即粗加工阶段(加工顶尖孔、粗车外圆等);半精加工阶段(半精车外圆,精车外圆等);精加工阶段(包括精铣键槽,粗、精磨外圆等)。在机械加工工序中间尚需插入必要的热处理工序,这就决定了主轴加工各主要表面总是循着以下顺序的进行,即粗车→调质(预备热处理)→半精车→精车→淬火-回火。39
5.2工艺路线的拟定为保证几何形状、尺寸精度、位置精度及各项技术要求,必须判定合理的工艺路线。制定工艺路线的出发点,应当是使零件的几何形状、尺寸精度及位置精度等技术要求能得到合理的保证。在生产纲领已确定为中批生产的条件下,可以考虑采用万能性机床配以专用夹具,并尽量使工序集中来提高生产率。除此以外,还应当考虑经济效果,以便使生产成本尽量下降。根据各加工表面的加工精度和表面粗超度要求选定如下加工方法:从轴的右到左。F54.4,F60,F70,F88,F80,F70,F80都用车床进行车削,而两个链槽则采用铣床进行铣削。具体加工方法的分析如下:①输出轴最左端F54.4+0.050的公差分段为IT8,表面粗超度Ra=1.6um。查表4-2及表4-5可知需进行粗车—半精车—精车②轴左也F60+0.024+0.011段的公差等级为IT5,表面粗糙度Ra=1.6um,查表4—2及表4—5可知,需进行:粗车—半精车—粗磨—精磨③左轴F70为未注公差尺寸,公差等级按IT14.,表面粗糙度Ra=12.5um,故粗车就可以了④F90段位未注公差尺寸,公差等级为IT14,表面粗糙度Ra=12.5um,故粗车就可以了⑤F80+0.021+0.002段公差等级为IT6,表面粗糙度Ra=1.6um,查表4—2及表4—5可知,采用:粗车—半精车—精车⑥右边轴段F70为未注公差尺寸,公差等级按IT14,表面粗超度Ra=12.5um,查表可知粗车就可以⑦右端F60+0.024+0.011的公差等级为IT5级,表面粗糙度Ra=1.6um,查表可知:可采用粗车—半精车—粗磨—精磨即可⑧两个链槽的宽度尺寸公差为IT9级而长度尺寸公差为IT11级,又因为是面粗超度Ra=12.5um,所以采用粗铣—精铣5.3拟定加工工艺路线工序号内容设备10模锻毛坯车床39
20车端面,钻中心孔,车另一断面保证总长,钻中心孔车床30粗车三个台阶,调头粗车另一端四个台阶车床40热处理,调质车床50修两端中心孔车床60半精车2个台阶,倒角,调头半精车另外2个台阶面,倒角车床70精车F80+0.021+0.02,调头精车,F54.4+0.050车床80划两个键槽加工线90粗铣两个键槽铣床100精铣两个键槽铣床110修两端中心孔120粗磨左F60+0.024+0.011右半轴F60+0.024+0.011外圆磨床130精磨右F60+0.024+0.011外圆,精磨F60+0.024+0.011磨床140检验39
5.4加工余量的确定工艺路线拟定以后,应确定每道工序的加工余量、工序尺寸及其公差。工序尺寸是工件加工过程中,每个工序加工应保证的尺寸,工序尺寸允许的变动范围就是工序尺寸的公差。工序尺寸的确定与加工余量有着密切的关系。零件图上的尺寸和公差就是最终的加工工序尺寸和公差。将此尺寸加上加工余量就是上一工序的工序尺寸。机械加工余量及工序尺寸:工序号双边余量/mm工序尺寸/mm表面粗糙度Ra/um10a=512.520车端面38012.530(1)粗车∮54台阶直径余量a=1.212.5(2)粗车轴左边∮60台阶直径余量为a=1.161.1+0.3012.5(3)粗车轴左端∮70台阶直径至零件图未示尺寸F7012.5(4)粗车轴右端∮60台阶直径余量为a=1.161.6+0.3012.5工序号单边余量/mm工序尺寸/mm表面粗糙度Ra/um30(5)粗车轴右端F70台阶至零件所标尺寸F7012.539
(6)粗车F80台阶,余量a=1.2F81.2+0.3012.5(7)粗车F88台阶至零件图所标尺寸F8812.560(1)半精车F54.4台阶,直径余量为0.154.5+0.07406.3(2)半精车左轴F60台阶直径余量为0.4mm60.5+0.04606.3(3)半精车轴右端F60台阶直径余量0.460.5+0.04606.3(4)半精车轴F80台阶直径余量0.1F80.1+0.07406.370(1)精车F80台阶F80+0.021+0.0021.6(2)精车F54.4台阶F54.4+0.05090(1)粗铣左边键槽余量为1.0F19+0.084012.5(2)粗铣右边键槽双面余量为1.0100(1)精铣左边键槽至图示尺寸F180-0.04312.5(2)精细边键槽至图示尺寸F47.50-0.239
120粗磨两段F60台阶,余量为0.1F60.1+0.01901.6130精磨两段F60的台阶至图示尺寸F60+0.0240.0111.6六、选择机床及工艺装备6.1选择机床(1)工序10,20,30,50,60,70是粗车,半精车和精车各工序的工步数不多,大批量生产不要求很高的生产率,故选用卧式车床就能满足要求,本零件外轮廓尺寸不大,选用最常用的GSK980TDa型卧式车床(2)工序90,100为铣削,工序工步简单,外轮廓尺寸不大,考虑本零件为大批量生产,所选机床便使用范围广泛为宜,故可选常用的X6132型铣床能满足加工要求(3)工序120,130是粗磨,精磨,由于是磨削阶梯轴的外表面,所以宜选用常用的M1432A型磨床6.2选择刀具(1)由于零件车床输出轴材料为45钢,推荐用硬质合金中的YT15类道具,因为YT类硬质合金是有较高的硬度和耐磨性,尤其是有高的耐热性,在高速切削钢料时道具磨损小,寿命长,所以车端面时选用60°偏头端面车刀,而车外圆时选用75°偏头外圆车刀刀杆尺寸B×H:16×25牌号P10(2)铣刀选用平键槽铣刀(3)采用白刚玉砂轮6.3选择夹具(1)在工序20,30中选用三爪自定心卡盘(2)50,60,70工序用顶尖夹紧(3)90,100工序平口钳(4)120,130工序用顶尖+中心架39
6.4选择量具(1)选择两段F70的台阶的量具该两段台阶为未注公差尺寸按IT14要求,标准公差值为0.74mm,查《机械制造技术课程设计指导》表5—56可知计量器具确定度允许值U1=0.054mm,查表5—57,分度值0.05mm的游标卡尺,其不确定度数值U=0.050mm,U<U1,查表5—59,用0~200mm/0.05mm(2)F54.4+0.050F60+0.024+0.011F80+0.021+0.002F60+0.024+0.011(右段)的台阶的量具选择由于这四段的公差尺寸太小,千分尺和游标卡尺达不到表5—57要求,故选用量块和千分尺一起用,减小千分尺的不确定性。千分尺选用分度值为0.01mm的外径千分尺(3)键槽量具的选择查表可知同上选用量块+千分尺(4)轴长度方向尺寸用游标卡尺量0~200mm/0.05mm七、确定切削用量及基本尺寸7.1车端面和钻中心孔⑴车左端端面。步骤如下:①确定背吃刀量端面一端的总加工余量是10mm,四次走刀加工。=2.5mm。②确定加工进给量f根据表5-102查得f=0.4~0.5mm/r,查表5-5根据机床纵向进给量取f=0.48mm/r③确定切削速度根据表5-109查得=242,=0.15,=0.35,m=0.20,因为28~32HRC=270~198HBS,查表5-110得=0.69,=1.24,=0.8,=0.92,=1.0.根据表5-108选择刀具寿命为T=60min。带入数据的得=75.7m/min.④确定机床主轴转速nn=74.35r/mi根据表5-4差的相近较小的机床转速为n=400r/min所以实际切削速度=80.89m/min39
⑤计算基本时间切削加工长度l=10mm端面车刀选用主偏角=,背吃刀量=2.5mm查表5-138和表5-139得=+(2~③。取=4mm;=(3~5);批量生产=0i=4L=++=40.2m=i=1.05min⑥辅助时间:查表5-153得装夹工件的时间为0.8min,启动机床的时间为0.02min取量具并测量尺寸的时间为0.5min,共计=1.32min。钻中心孔查《钻削切削用量选择参考表》选择钻孔中心公称直径为2mm,钻中心孔的切削进给量为0.04mm/r,钻中心孔切削速递v=12m/min.⑶车另一个端面,保证总长①确定背吃刀量端面一端的总加工余量是10mm,四次走刀加工。=2.5mm。②确定加工进给量f根据表5-102查得f=0.5~0.7mm/r,查表5-5根据机床纵向进给量取f=0.64mm/r③确定切削速度根据表5-109查得=242,=0.15,=0.35,m=0.20,因为28~32HRC=270~198HBS,查表5-110得=0.69,=1.24,=0.8,=0.92,=1.0.根据表5-108选择刀具寿命为T=60min。故:带入数据的得=68.46m/min.④确定机床主轴转速nn=311.46r/mi根据表5-4差的相近较小的机床转速为n=320r/min所以实际切削速度=70.34m/min⑤计算基本时间切削加工长度l=10mm端面车刀选用主偏角=,背吃刀量=2.5mm查表5-138和表5-139得=+(2~③。取=4mm;=(3~5);批量生产=0i=439
L=++=43mm=i=0.84min⑥辅助时间:查表5-153得装夹工件的时间为0.8min,启动机床的时间为0.02min取量具并测量尺寸的时间为0.5min,共计=1.32min。钻中心孔查《钻削切削用量选择参考表》选择钻孔中心公称直径为2mm,钻中心孔的切削进给量为0.04mm/r,钻中心孔切削速递v=12m/min.7.2粗加工各轴段⑴粗车Ф54.4外圆表面①确定背吃刀量:外圆表面单边余量为4.4mm一次走刀ap1=4.4mm。②确定进给量f:根据表5-102查得f=0.5~0.7查表5-5,根据机床的纵向进给量,去f=0.66mm/r③确定切削速度Vc:查表5-109和5-110,查得Cv=242,xv=0.15,yv=0.35,m=0.20,修正系数KMv=0.69,KHv=1,K hv=0.8,Kkrv=0.86,Ktv=1,刀具寿命为T=60min。Vc=(Cv/Tmapxvfyv)Kv=242×0.69×1×0.8×0.86×1/(600.2×4.40.15×0.660.35)=44.075m/min④确定机床转速n:n=1000Vc/πdw=1000×44.075/3.14×64.4=217.r/min查表5-5得相近的机床转速为200r/min,所以实际切削速度为44mm/min。⑤计算基本时间Tj:切削加工长度85mm.。外圆车刀选用主偏角为75°,背吃刀量ap=1.2,查表5-138和表5-139得:=(85+3+0)/(200×0.66)=0.667min⑥辅助时间:装夹工件的时间为0.8min,启动机床时间为0.02min,测量时间为0.5min共计Ti=1.32min⑵粗车Ф60外圆表面39
①确定背吃刀量:外圆表面单边余量为4.45mm一次走刀ap1=4.45mm。②确定进给量f:根据表5-102查得f=0.5~0.7查表5-5,根据机床的纵向进给量,去f=0.66mm/r③确定切削速度Vc:查表5-109和5-110,查得Cv=242,xv=0.15,yv=0.35,m=0.20,修正系数KMv=0.69,KHv=1,K hv=0.8,Kkrv=0.86,Ktv=1,刀具寿命为T=60min。Vc=(Cv/Tmapxvfyv)Kv=242×0.69×1×0.8×0.86×1/(600.2×4.450.15×0.660.35)=44m/min④确定机床转速n:n=1000Vc/πdw=1000×44/(3.14×70)=200r/min查表5-5得相近的机床转速为200r/min,所以实际切削速度为44mm/min。⑤计算基本时间Tj:切削加工长度77mm.。外圆车刀选用主偏角为75°,背吃刀量ap=1.2,查表5-138和表5-139得:=(77+3+0)/(200×0.66)=0.606min⑥辅助时间:装夹工件的时间为0.8min,启动机床时间为0.02min,测量时间为0.5min共计Ti=1.32min⑶粗车Ф70外圆表面①确定背吃刀量:外圆表面单边余量为5mm一次走刀ap1=5mm。②确定进给量f:根据表5-102查得f=0.5~0.7查表5-5,根据机床的纵向进给量,去f=0.66mm/r③确定切削速度Vc:查表5-109和5-110,查得Cv=242,xv=0.15,yv=0.35,m=0.20,修正系数KMv=0.69,KHv=1,K hv=0.8,Kkrv=0.86,Ktv=1,刀具寿命为T=60min。Vc=(Cv/Tmapxvfyv)Kv=242×0.69×1×0.8×0.86×1/(600.2×50.15×0.660.35)=43.238m/min④确定机床转速n:n=1000Vc/πdw=1000×43.238/(3.14×80)=172.125r/min查表5-5得相近的机床转速为200r/min,所以实际切削速度为50mm/min。⑤计算基本时间Tj:切削加工长度75mm.。外圆车刀选用主偏角为75°,背吃刀量39
ap=1.2,查表5-138和表5-139得:=(75+3+0)/(200×0.66)=0.59min⑥辅助时间:装夹工件的时间为0.8min,启动机床时间为0.02min,测量时间为0.5min共计Ti=1.32min⑷粗车Ф60外圆表面①确定背吃刀量:外圆表面单边余量为4.45mm一次走刀ap1=4.45mm。②确定进给量f:根据表5-102查得f=0.5~0.7查表5-5,根据机床的纵向进给量,去f=0.66mm/r③确定切削速度Vc:查表5-109和5-110,查得Cv=242,xv=0.15,yv=0.35,m=0.20,修正系数KMv=0.69,KHv=1,K hv=0.8,Kkrv=0.86,Ktv=1,刀具寿命为T=60min。Vc=(Cv/Tmapxvfyv)Kv=242×0.69×1×0.8×0.86×1/(600.2×4.450.15×0.660.35)=44m/min④确定机床转速n:n=1000Vc/πdw=1000×44/3.14×70=200r/min查表5-5得相近的机床转速为200r/min,所以实际切削速度44mm/min。⑤计算基本时间Tj:切削加工长度35mm.。外圆车刀选用主偏角为75°,背吃刀量ap=1.2,查表5-138和表5-139得:=(35+3+0)/(200×0.66)=0.287min⑥辅助时间:装夹工件的时间为0.8min,启动机床时间为0.02min,测量时间为0.5min共计Ti=1.32min⑸粗车Ф70外圆表面①确定背吃刀量:外圆表面单边余量为5mm一次走刀ap1=5mm。②确定进给量f:根据表5-102查得f=0.5~0.7查表5-5,根据机床的纵向进给量,去f=0.66mm/r③确定切削速度Vc:39
查表5-109和5-110,查得Cv=242,xv=0.15,yv=0.35,m=0.20,修正系数KMv=0.69,KHv=1,K hv=0.8,Kkrv=0.86,Ktv=1,刀具寿命为T=60min。Vc=(Cv/Tmapxvfyv)Kv=242×0.69×1×0.8×0.86×1/(600.2×50.15×0.660.35)=43.238m/min④确定机床转速n:n=1000Vc/πdw=1000×43.238/3.14×80=172.125r/min查表5-5得相近的机床转速为200r/min,所以实际切削速度为50mm/min。⑤计算基本时间Tj:切削加工长度20mm.。外圆车刀选用主偏角为75°,背吃刀量ap=1.2,查表5-138和表5-139得:=(20+3+0)/(200×0.66)=0.151min⑥辅助时间:装夹工件的时间为0.8min,启动机床时间为0.02min,测量时间为0.5min共计Ti=1.32min⑹粗车Ф80外圆表面①确定背吃刀量:外圆表面单边余量为4.4mm一次走刀ap1=4.4mm。②确定进给量f:根据表5-102查得f=0.6~0.9查表5-5,根据机床的纵向进给量,去f=0.86mm/r③确定切削速度Vc:查表5-109和5-110,查得Cv=235,xv=0.15,yv=0.45,m=0.20,修正系数KMv=0.69,KHv=1,K hv=0.8,Kkrv=0.86,Ktv=1,刀具寿命为T=60min。Vc=(Cv/Tmapxvfyv)Kv=235×0.69×1×0.8×0.86×1/(600.2×4.40.15×0.860.45)=42.153m/min④确定机床转速n:n=1000Vc/πdw=1000×43.153/3.14×90=152.699r/min查表5-5得相近的机床转速为150r/min,所以实际切削速度为42mm/min。⑤计算基本时间Tj:切削加工长度78mm.。外圆车刀选用主偏角为75°,背吃刀量ap=1.2,查表5-138和表5-139得:=(78+3+0)/(150×0.66)=0.818min⑥辅助时间:装夹工件的时间为0.8min,启动机床时间为0.02min,测量时间为0.5min39
共计Ti=1.32min⑺粗车Ф88外圆表面①确定背吃刀量:外圆表面单边余量为5mm一次走刀ap1=5mm。②确定进给量f:根据表5-102查得f=0.~0.9查表5-5,根据机床的纵向进给量,去f=0.86mm/r③确定切削速度Vc:查表5-109和5-110,查得Cv=235,xv=0.15,yv=0.45,m=0.20,修正系数KMv=0.69,KHv=1,K hv=0.8,Kkrv=0.86,Ktv=1,刀具寿命为T=60min。Vc=(Cv/Tmapxvfyv)Kv=235×0.69×1×0.8×0.86×1/(600.2×50.15×0.860.45)=41.352m/min④确定机床转速n:n=1000Vc/πdw=1000×41.352/3.14×98=134.381r/min查表5-5得相近的机床转速为150r/min,所以实际切削速度为46mm/min。⑤计算基本时间Tj:切削加工长度10mm.。外圆车刀选用主偏角为75°,背吃刀量ap=1.2,查表5-138和表5-139得:=(10+3+0)/(150×0.66)=0.232min⑥辅助时间:装夹工件的时间为0.8min,启动机床时间为0.02min,测量时间为0.5min共计Ti=1.32min7.3半精车输出轴段台阶外圆⑴半精车F54.4台阶①确定背吃刀量查《车削切削用量选取参考表》可知=0.55mm,一次走刀加工。②确定加工进给量f根据表5-103查得f=0.40~0.55mm/r,查表5-5根据机床纵向进给量取f=0.5mm/r③确定切削速度根据表5-109查得=242,=0.15,=0.35,m=0.20,因为28~32HRC=270~198HBS,查表5-110得=0.69,=1.24,=0.8,=0.86,=1.0.根据表5-108选择刀具寿命为T=60min。故:带入数据的得=84.43m/min.39
④确定机床主轴转速nn==r/min=483.61r/mi根据表5-4差的相近较小的机床转速为n=500r/min所以实际切削速度=87.29m/min⑤计算基本时间切削加工长度l=85mm端面车刀选用主偏角=,背吃刀量=0.55mm查表5-138和表5-139得=+(2~③。取=3mm;=(3~5);批量生产=0i=1L=+++=92mm=i=0.369min⑥辅助时间:查表5-153得装夹工件的时间为0.8min,启动机床的时间为0.02min取量具并测量尺寸的时间为0.5min,共计=1.32min。⑵半精车左半轴F60台阶①确定背吃刀量查《车削切削用量选取参考表》可知=0.35mm,一次走刀加工。②确定加工进给量f根据表5-103查得f=0.40~0.55mm/r,查表5-5根据机床纵向进给量取f=0.5mm/r③确定切削速度根据表5-109查得=242,=0.15,=0.35,m=0.20,因为28~32HRC=270~198HBS,查表5-110得=0.69,=1.24,=0.8,=0.86,=1.0.根据表5-108选择刀具寿命为T=60min。故:带入数据的得=84.46mm/min.④确定机床主轴转速nn==r/min=440.23r/min根据表5-4差的相近较小的机床转速为n=450r/min所以实际切削速度=86.33mm/min⑤计算基本时间切削加工长度l=72mm端面车刀选用主偏角=,背吃刀量=0.35mm查表5-138和表5-139得=+(2~③。取=3mm;=(3~5);批量生产=0i=1L=+++=79mm=i=0.35min39
⑥辅助时间:查表5-153得装夹工件的时间为0.8min,启动机床的时间为0.02min取量具并测量尺寸的时间为0.5min,共计=1.32min。⑶半精车右半轴F60台阶①②③过程同⑵⑤计算基本时间切削加工长度l=35mm端面车刀选用主偏角=,背吃刀量=0.35mm查表5-138和表5-139得=+(2~③。取=3mm;=(3~5);批量生产=0i=1L=+++=79mm=i=0.19min⑥同⑵⑷半精车轴F80台阶①确定背吃刀量查《车削切削用量选取参考表》可知=0.4mm,一次走刀加工。②确定加工进给量f根据表5-103查得f=0.40~0.55mm/r,查表5-5根据机床纵向进给量取f=0.5mm/r③确定切削速度根据表5-109查得=242,=0.15,=0.35,m=0.20,因为28~32HRC=270~198HBS,查表5-110得0.69,=1.24,=0.8,=0.86,=1.0.根据表5-108选择刀具寿命为T=60min。故:带入数据的得=82.78mm/min.④确定机床主轴转速n根据表5-4差的相近较小的机床转速为n=320r/min所以实际切削速度=86.33mm/min⑤计算基本时间切削加工长度l=78mm端面车刀选用主偏角=,背吃刀量=0.4mm查表5-138和表5-139得=+(2~③。取=3mm;=(3~5);批量生产=0i=139
L=+++=85mm=i=0.53min⑥同上7.4.精车两段台阶外圆表面(1)工步1——精车Ф80外圆表面①确定背吃刀量:外圆表面直径余量为0.1mm一次走刀ap1=0.05mm。②确定进给量f:根据机械制造课程设计指导书表5-104查得f=0.10mm/r;③确定切削速度Vc:查表5-109和5-110,查得Cv=291,xv=0.15,yv=0.20,m=0.20,修正系数KMv=0.69,KHv=1,K hv=0.8,Kkrv=0.86,Ktv=1,刀具寿命为T=60min。Vc=(Cv/Tmapxvfyv)Kv=291×0.69×1×0.8×0.86×1/(600.2×0.050.15×0.10.20)=136.36m/min④确定机床转速n:n=1000Vc/πdw=1000×136.36/3.14×80.1=542r/min查表5-5得相近的机床转速为560r/min,所以实际切削速度为140mm/min。⑤计算基本时间Tj:切削加工长度78mm=(78+2+3)/0.1×560=1.48min⑥辅助时间:装夹工件的时间为0.8min,测量时间为0.5min共计Ti=1.3min总Tj=2.78min⑵工步2——精车Ф54.4外圆表面①确定背吃刀量:外圆表面直径余量为0.1mm一次走刀ap1=0.05mm。②确定进给量f:根据机械制造课程设计指导书表5-104查得f=0.10mm/r;③确定切削速度Vc:查表5-109和5-110,查得Cv=291,xv=0.15,yv=0.20,m=0.20,修正系数KMv=0.69,KHv=1,K hv=0.8,Kkrv=0.86,Ktv=1,刀具寿命为T=60min。Vc=(Cv/Tmapxvfyv)Kv=291×0.69×1×0.8×0.86×1/(600.2×0.050.15×0.10.20)=136.36m/min39
④确定机床转速n:n=1000Vc/πdw=1000×136.36/3.14×54.5=796.8r/min查表5-5得相近的机床转速为710r/min,所以实际切削速度为121m/min。⑤计算基本时间Tj:切削加工长度85mm=(85+2+3)/0.1×710=1.26min⑥辅助时间:装夹工件的时间为0.8min,测量时间为0.5min共计Ti=1.3min总Tj=2.56min八、输出轴零件的检验8.1加工中的检验自动测量装置,作为辅助装置安装在机床上。这种检验方式能在不影响加工的情况下,根据测量结果,主动地控制机床的工作过程,如改变进给量,自动补偿刀具磨损,自动退刀、停车等,使之适应加工条件的变化,防止产生废品,故又称为主动检验。主动检验属在线检测,即在设备运行,生产不停顿的情况下,根据信号处理的基本原理,掌握设备运行状况,对生产过程进行预测预报及必要调整。在线检测在机械制造中的应用越来越广。8.2加工后的检验单件小批生产中,尺寸精度一般用外径千分尺检验;大批大量生产时,常采用光滑极限量规检验,长度大而精度高的工件可用比较仪检验。表面粗糙度可用粗糙度样板进行检验;要求较高时则用光学显微镜或轮廓仪检验。圆度误差可用千分尺测出的工件同一截面内直径的最大差值之半来确定,也可用千分表借助V形铁来测量,若条件许可,可用圆度仪检验。圆柱度误差通常用千分尺测出同一轴向剖面内最大与最小值之差的方法来确定。主轴相互位置精度检验一般以轴两端顶尖孔或工艺锥堵上的顶尖孔为定位基准,在两支承轴颈上方分别用千分表测量。39
总结时光飞逝,在这次设计过程中,使我真正的认识到自己的不足之处,以前上课没有学到的知识,在这次设计当中也涉及到了。使我真正感受到了知识的重要性。这次设计将我以前学过的机械制造工艺与装备、公差与配合、机械制图、工程材料与热处理工艺等知识很好的串联了起来,起到了穿针引线的作用,巩固了所学知识的作用。在机械制造工艺课程设计中,首先是对工件机械加工工艺规程的制定,这样在加工工件就可以知道用什么机床加工,怎样加工,加工工艺装备及设备等,因此,工件机械加工工艺规程的制定是至关重要的。在这次械制造工艺课程设计中,对我来说有所收获也存在着不足之处。本次课程设计在老师悉心的带领下我们顺利的完成了此次设计。在这个过程中我们掌握了减速器其主要零部件的基本设计及算法,掌握了减速器工作的基本原理,掌握了其工作的适用范围,掌握了其加工的工艺办法等等。更重要的是我们学会了团队配合。本次课程设计我们学会了很多,也收获了很多,进一步巩固了Word、AutoCAD、Proe的基础学习;在今后的工作中我们会将本次课程设计中所学到的知识、品质和精神一同带进去,发挥其作用。收获:1)能把以前所学的各种知识,综合的运用的这次设计中,巩固了以前所学的知识。2)学会了参阅各种资料及查各种余量、切削用量等手册。3)学会了,分析问题,解决问题的能力。不足之处:1)有些步骤,问题解决的方法不是很好,需在以后的学习、实践中进一步改进。2)有些工艺路线制定的不是太好,而且余量、切削用量设计不是很精确,需在以后的实践中积累经验,进一步改进。综上所述:这次的械制造工艺课程设计对我以后的工作起了很大的帮助,我认识到,无论是工作还是学习都必须做到认真、谨慎,时时处处细心。39
参考文献1、顾崇衍等编著。机械制造工艺学。陕西:科技技术出版社,1981。2、倪森寿主编。机械制造工艺与装备。化学工业出版社,2001。3、姜敏凤主编。工程材料及热成型工艺。高等教育出版社,2003。4、机械制造工艺及设备设计手册编写组编。机械制造工艺及设备设计手册。机械工业出版社,1989。5、胡家秀主编。简明机械零件设计实用手册。机械工业出版社,1999。6、刘长靑主编.机械制造技术课程设计指导.武汉:华中科技大学出版社,2007.7、赵瑾主编.互换性与测量技术基础.武汉:华中科技大学出版社,2006.8、王茂元主编.机机械制造技术基础.北京:机械工业出版社,2005.39
机械加工工艺过程卡重庆机电职业技术学院机械加工工艺过程卡产品型号零件图号产品名称输出轴零件名称输出轴材料牌号45钢毛坯种类圆棒料毛坯外观尺寸F100×390零件数量1共1页第1页备注:工序号工序名称工序内容生产车间生产工段选用设备工艺装备10下料模锻毛坯锯床20车削车端面,钻中心孔,车另一断面保证总长,钻中心孔金工卧式车床900外圆车刀30车削粗车三个台阶,调头粗车另一端四个台阶金工卧式车床900外圆车刀40热处理热处理,调质箱式炉50修两端中心孔金工卧式车床900外圆车刀60车削半精车2个台阶,倒角,调头半精车另外2个台阶面,倒角金工卧式车床900外圆车刀70车削精车F80+0.021+0.02,调头精车,F54.4+0.050金工卧式车床900外圆车刀80车削划两个键槽加工线金工卧式车床900外圆车刀90车削粗铣两个键槽金工铣床端铣刀100车削精铣两个键槽金工铣床端铣刀110修两端中心孔金工120车削粗磨左F60+0.024+0.011右半轴F60+0.024+0.011外圆金工磨床130车削精磨右F60+0.024+0.011外圆,精磨F60+0.024+0.011金工磨床140钳工清洗、去毛刺、倒角、金工钳工台150检验检验各部尺寸、表面粗糙度、各台阶同轴度质检室检验台设计日期审核日期标准化日期会签日期2013.11标记处数更改文件号签字日期标记处数更改文件号签字日期39
机械加工工序卡片重庆机电职业技术学院机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共9页第1页车间工序号工序名称材料牌号金工车间10模锻毛坯45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件11设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1锻造毛坯设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期39
重庆机电职业技术学院机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共9页第2页车间工序号工序名称材料牌号金工车间20粗车端面45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件11设备名称设备型号设备编号同时加工件数车床GSK980TDa1夹具编号夹具名称切削液三爪自定心卡盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1粗车左端面至尺寸390车刀,游标卡尺40080.090.482.540.841.322钻中心孔中心钻400120.0413粗车右端面,保证总长380车刀,游标卡尺32070.340.642.540.841.324钻另一中心孔中心钻400120.041设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期39
重庆机电职业技术学院机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共9页第3页车间工序号工序名称材料牌号金工车间30粗车外圆柱面45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件11设备名称设备型号设备编号同时加工件数车床GSK980TDa1夹具编号夹具名称切削液三爪自定心卡盘乳化液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1粗车Ф54.4外圆表面至图示尺寸车刀,游标卡尺220440.664.410.6671.322粗车左轴Ф60外圆表面至图示尺寸车刀,游标卡尺200440.664.4510.6061.323粗车左轴Ф70外圆表面至图示尺寸车刀,游标卡尺200500.66510.591.324粗车右轴Ф60外圆表面至图示尺寸车刀,游标卡尺200440.664.4510.2871.325粗车右轴Ф70外圆表面至图示尺寸车刀,游标卡尺200500.66510.1511.326粗车Ф80外圆表面至图所示尺寸车刀,游标卡尺150420.864.410.8181.327粗车Ф88外圆表面至图所示尺寸车刀,游标卡尺150460.8650.2321.32设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)39
标记处数更改文件号签字日期标记处数更改文件号签字日期39
重庆机电职业技术学院机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共9页第4页车间工序号工序名称材料牌号金工车间60半精车45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件11设备名称设备型号设备编号同时加工件数车床GSK980TDa1夹具编号夹具名称切削液顶尖工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1半精车F54.4台阶外圆至如图所示工序尺寸车刀,外径千分尺+量块50087.290.50.5510.3691.322半精车左轴段F60台阶外圆至如图所示工序尺寸车刀,外径千分尺+量块45086.330.50.310.351.323半精车右轴段F60台阶外圆至如图所示工序尺寸车刀,外径千分尺+量块45086.330.50.310.191.324半精车轴段F80台阶外圆至如图所示工序尺寸车刀,外径千分尺+量块32081.590.50.410.531.325倒圆角C1车刀,游标卡尺50087.290.511设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期39
重庆机电职业技术学院机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共9页第5页车间工序号工序名称材料牌号金工车间70精车45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件11设备名称设备型号设备编号同时加工件数车床GSK980TDa1夹具编号夹具名称切削液顶尖工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1精车F80台阶外圆至如图所示尺寸车刀,外径千分尺+量块5601400.10.0511.481.32精车F54.4台阶台阶外圆至如图所示尺寸同上710121.0.10.0511.260.5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期39
重庆机电职业技术学院机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共9页第6页车间工序号工序名称材料牌号金工车间90粗铣键槽45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件11设备名称设备型号设备编号同时加工件数铣床X61321夹具编号夹具名称切削液平口钳工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1一次粗铣左边键槽键槽铣刀,外径千分尺+量块60030.10.008511.950.892二次粗铣左边键槽键槽铣刀,外径千分尺+量块60030.10.0081.511.950.893一次粗铣右边键槽键槽铣刀,外径千分尺+量块60030.10.08511.760.894二次粗铣右边键槽键槽铣刀,外径千分尺+量块60030.10.08511.760.89设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期39
重庆机电职业技术学院机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共9页第7页车间工序号工序名称材料牌号金工车间100精铣键槽45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件11设备名称设备型号设备编号同时加工件数车床X61321夹具编号夹具名称切削液平口钳工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1精铣左边键槽键槽铣刀,外径千分尺+量块60030.10.080.411.8060.272精铣右边键槽键槽铣刀,外径千分尺+量块60030.10.080.511.7060.2731设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期39
重庆机电职业技术学院机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共9页第8页车间工序号工序名称材料牌号金工车间120粗磨45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件11设备名称设备型号设备编号同时加工件数车床M1432A1夹具编号夹具名称切削液顶尖工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1粗磨左边F60外圆砂轮,外径千分尺+量块140030800.0352粗磨右边F60外圆砂轮,外径千分尺+量块140030800.0353设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期39
重庆机电职业技术学院机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共9页第9页车间工序号工序名称材料牌号金工车间130精磨45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件11设备名称设备型号设备编号同时加工件数车床M1432A1夹具编号夹具名称切削液顶尖工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1精磨左边F60外圆砂轮,外径千分尺+量块200020700.00872精磨右边F60外圆砂轮,外径千分尺+量块200020700.0087设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期39
数控加工程序设计清单重庆机电职业技术学院数控加工程序设计清单零件名称输出轴(右端)程序名称O0001零件图号数控系统名称广州数控段位号程序内容程序说明选用刀具说明备注%N10G98G00X105Z590度外圆车刀N20M03S200T010190度外圆车刀N30G71U0.7R1F10090度外圆车刀N40G71P50Q140U0.590度外圆车刀N50G00X5890度外圆车刀N60Z090度外圆车刀N70G01X60Z-190度外圆车刀N80Z-3090度外圆车刀N90X70Z-3590度外圆车刀N100Z-5590度外圆车刀N110X8090度外圆车刀N120Z-13390度外圆车刀N130X9090度外圆车刀N140Z-14590度外圆车刀N150M03T0101S50090度外圆车刀N160G70P50Q140F8090度外圆车刀N170G00X100Z10090度外圆车刀N180M3090度外圆车刀程序设计签字日期会签日期程序审核签字日期标记处数更改文件号签字日期程序执行签字日期共2页第1页39
重庆机电职业技术学院数控加工程序设计清单零件名称输出轴(左端)程序名称O0002零件图号数控系统名称广州数控段位号程序内容程序说明选用刀具说明备注%N10G98G00X105Z590度外圆车刀N20M03S200T010190度外圆车刀N30G71U0.7R1F10090度外圆车刀N40G71P50Q130U0.590度外圆车刀N50G00X52.490度外圆车刀N60Z090度外圆车刀N70G01X54.4Z-190度外圆车刀N80Z-8590度外圆车刀N90X5690度外圆车刀N100X60Z-8790度外圆车刀N110Z-16290度外圆车刀N120X7090度外圆车刀N130Z-21790度外圆车刀N140M03T0101S50090度外圆车刀N150G70P50Q130F8090度外圆车刀N160G00X100Z10090度外圆车刀N170M3090度外圆车刀程序设计签字日期会签日期程序审核签字日期标记处数更改文件号签字日期程序执行签字日期共2页第2页39
毕业设计(论文)评分表课题名称: 输出轴机械加工工艺规程及数控加工编程 系 别: 机电工程系 班 级: XXXXXXXXXX 学生姓名: XXX 指导老师意见:指导老师签字:年月日指导教师评分:指导老师签字:年月日毕业设计(论文)等级:系教学主任签字:年 月 日说明:毕业设计实践等级按优秀、良好、中等、及格、不及格五级评分。评分时根据合计得分折成五级等级。100-90分为“优秀”;89-80分为“良好”;“79-70”为“中等”;“69-60”分为及格;60分以下为不及格。39'
您可能关注的文档
- 路基施工技术毕业论文.doc
- 轧辊轴承座拆卸装置设计与分析毕业设计.doc
- 转炉炼钢中能量回收与利用毕业论文模板.doc
- 软件工程课程设计的度量与评价系统毕业设计.doc
- 软件开发毕业设计范文.doc
- 软件测试毕业论文.doc
- 软件测试毕业论文样文.doc
- 轴类零件加工工艺及夹具毕业设计论文.doc
- 轻钢结构住宅前景及现状分析毕业论文.doc
- 输液配药机机械毕业设计.doc
- 辣椒的贮藏保鲜技术研究毕业论文.doc
- 边坡治理土木工程专业毕业设计论文.doc
- 辽宁石油化工大学毕业论文指导书.doc
- 运动会管理系统毕业论文.doc
- 运用ADAMS参数优化的马铃薯收获机械设计毕业论文.doc
- 运用Jsp+Servlet和Oracle开发河南财经政法大学在线考试系统毕业论文.doc
- 进销存管理系统毕业 设计论文.doc
- 进销存管理系统毕业设计论文.doc
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明