

- 506.64 KB
- 2022-04-22 13:39:37 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'ICS77.140.01H11DB13河北省地方标准DB13/T1484—2011无缝钢管与焊接钢管鉴别金相法2011-12-13发布2011-12-30实施河北省质量技术监督局发布
DB13/T1484—2011前言本标准按照GB/T1.1—2009给出的规则起草。本标准由唐山市质量技术监督局提出。本标准起草单位:唐山市产品质量监督检验所。本标准主要起草人:边勇俊、盛静波、刘志刚、张娜、石伟、陈洁、劳金越、卢绍龙、周宏林、闫涛、郭丽辉。I
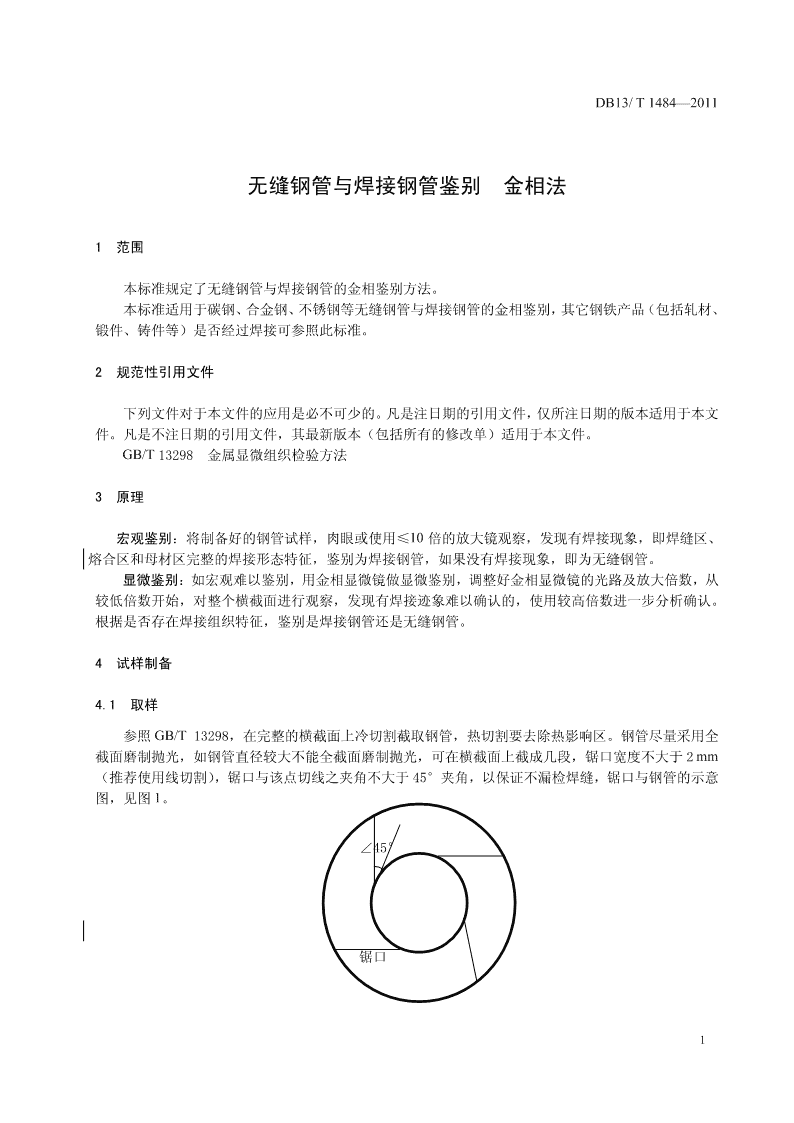
DB13/T1484—2011无缝钢管与焊接钢管鉴别金相法1范围本标准规定了无缝钢管与焊接钢管的金相鉴别方法。本标准适用于碳钢、合金钢、不锈钢等无缝钢管与焊接钢管的金相鉴别,其它钢铁产品(包括轧材、锻件、铸件等)是否经过焊接可参照此标准。2规范性引用文件下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅所注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T13298金属显微组织检验方法3原理宏观鉴别:将制备好的钢管试样,肉眼或使用≤10倍的放大镜观察,发现有焊接现象,即焊缝区、熔合区和母材区完整的焊接形态特征,鉴别为焊接钢管,如果没有焊接现象,即为无缝钢管。显微鉴别:如宏观难以鉴别,用金相显微镜做显微鉴别,调整好金相显微镜的光路及放大倍数,从较低倍数开始,对整个横截面进行观察,发现有焊接迹象难以确认的,使用较高倍数进一步分析确认。根据是否存在焊接组织特征,鉴别是焊接钢管还是无缝钢管。4试样制备4.1取样参照GB/T13298,在完整的横截面上冷切割截取钢管,热切割要去除热影响区。钢管尽量采用全截面磨制抛光,如钢管直径较大不能全截面磨制抛光,可在横截面上截成几段,锯口宽度不大于2mm(推荐使用线切割),锯口与该点切线之夹角不大于45°夹角,以保证不漏检焊缝,锯口与钢管的示意图,见图1。∠45°锯口1
DB13/T1484—2011图1锯口角度示意图4.2组织显示方法4.2.1浸蚀法侵蚀剂推荐选用3%~5%硝酸—乙醇溶液,也可选用其他金相组织显示剂。在室温通风处,将配制好的试剂,均匀浸泡或涂抹在待检面上。浸蚀时间根据钢种和试剂而定。腐蚀后清水冲洗、乙醇冲洗、热风快速吹干。4.2.2化学沉积膜法成膜时要在通风处,将试样浸入试剂中,观察试样颜色,试样表面由黄到蓝时要立即取出试样,用清水冲洗,乙醇冲洗,热风快速吹干。5鉴别方法5.1放大倍数10×、50×、100×、200×、500×等均可,根据检测样品的大小和显微组织清晰程度而定,以能看清组织状态、类别及是否经过焊接为准。5.2宏观鉴别经过上述制样后,可使用放大倍数≤10倍的放大镜观察,参照图2所示,图中部是宏观焊接形貌。231图2宏观焊接形貌1——母材区2——焊缝区3——熔合区5.3显微鉴别如果宏观没有发现焊缝,可以使用显微镜检测。没有经过焊接的显微组织,热轧带状组织、孪晶组织、等轴晶粒等具有连续性。经过焊接的钢管,焊接组织形貌特征明显。不锈钢一般有敏化区、焊缝区、熔合区、母材四个区域,参见图3。42
DB13/T1484—2011图3不锈钢焊接区1——敏化区2——焊缝区3——熔合区4——母材区5.4焊接组织特征金相组织参考图片:经过焊接的组织,有明显的熔合区。焊缝处有冷却结晶的组织,一般结晶有方向性。靠近焊缝母材处的热影响区组织,有碳化物析出或组织粗大等特征。5.3.15.4.1碳钢焊接组织放大倍数100倍,参考图4—7;213312图4图531231、2图6图71——熔合区2——焊缝区3——热影响区5.3.25.4.2不锈钢焊接组织放大倍数50倍,参考图7—8。3
DB13/T1484—2011123231图7奥氏体型不锈钢图8马氏体型不锈钢1——焊缝区2——熔合区3——母材区6试验报告试验报告包括以下内容:a)试样名称及规格型号;b)试样数目及取样部位;c)检验方法;d)检验依据;e)检验结论(是否有焊缝,附照片)。_________________________________4'
您可能关注的文档
- DB13T 1475-2011 电控液力自动变速器总成技术条件.pdf
- DB13T 1476-2011 地理标志产品 蔚州杏扁.pdf
- DB13T 1477-2011 绿芦笋有机栽培技术规程.pdf
- DB13T 1478-2011 土壤深松机械作业技术规范.pdf
- DB13T 1479-2011 果树调亏灌溉技术规程.pdf
- DB13T 1480-2011 M30车用甲醇汽油.pdf
- DB13T 1481-2011 车用甲醇汽油组分油.pdf
- DB13T 1482-2011 病死动物产品鉴别技术规范.pdf
- DB13T 1483-2011 矿用井下探测机器人.pdf
- DB13T 1485-2011 通信塑料光纤综合布线系统总体技术要求.pdf
- DB13T 1486-2011 改性硫铝酸盐水泥.pdf
- DB13T 1487-2011 盐碱地园林绿化施工规范.pdf
- DB13T 1488-2011 杏梅栽培技术规程.pdf
- DB13T 1489-2011 微咸水灌溉棉花一饲用黑麦一体化种植技术规程.pdf
- DB13T 1490-2011 城轨桥梁伸缩装置.pdf
- DB13T 1491-2011 高温润滑脂.pdf
- DB13T 1492-2011 七彩山鸡饲养技术规程.pdf
- DB13T 1493-2011 地理标志产品 永年大蒜.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明