

- 429.29 KB
- 2022-04-22 13:42:46 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'uz中华人民共和国地质矿产部部标准DZ1.4一翻地质岩芯钻探管材螺纹量规1!拐一肠一幻发布1987一01一01实施中华火良共和国地质矿产部批准
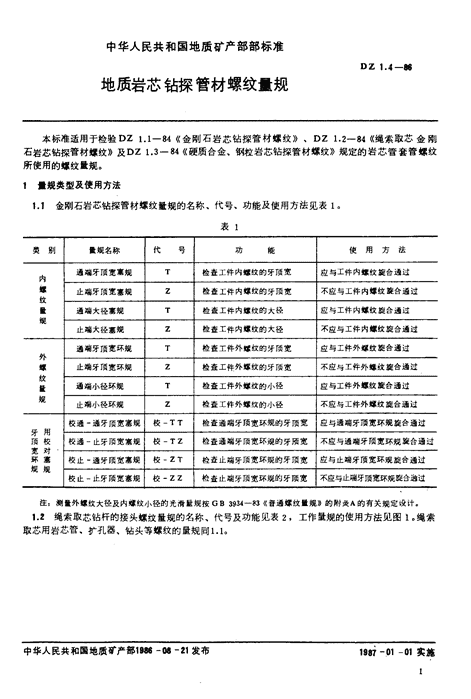
中华人民共和国地质矿产部部标准DZ1.4一书地质岩芯钻探管材螺纹最规本标准适用于检验DZ1.1-84《金刚石岩芯钻探管材螺纹》、DZ1.2-84《绳索取芯金刚石岩芯钻探管材螺纹》及DZ1.3-84《硬质合金、钢粒岩芯钻探管材螺纹》规定的岩芯管套管螺纹所使用的螺纹最规。,t规类型及使用方法1.1金刚石岩芯钻探管材螺纹量规的名称、代号、功能及使用方法见表1.表类别91规名称代号功能使用方法通端牙顶宽塞规T检查工件内螺纹的牙顶宽应与工件内螺纹旋合通过内坛止端牙顶宽塞规Z检查工件内螺纹的牙顶宽不应与工件内螺纹旋合通过纹吸通端大径塞规T检查工件内螺纹的大径应与工件内螺纹旋合通过规止端大径塞规Z检查工件内螺纹的大径不应与工件内螺纹旋合通过通端牙顶宽环规T检查工件外螺纹的牙顶宽应与工件外螺纹旋合通过外螺止端牙顶宽环规Z检查工件外螺纹的牙顶宽不应与工件外螺纹旋合通过纹通端小径环规T检查工件外娜纹的小径应与工件外蛛纹旋合通过最规止端小径环规Z检查工件外螺纹的小径不应与工件外螺纹旋合通过校通一通牙顶宽塞规校一TT检查通端牙顶宽环规的牙顶宽应与通端牙顶宽环规旋合通过牙用顶校校通一止牙顶宽塞规校一TZ检查通端牙顶宽环规的牙预宽不应与通端牙顶宽环规旋合通过宽对环塞校止一通牙顶宽塞规校一ZT检查止端牙顶宽环规的牙顶宽应与止端牙顶宽环规旋合通过规规校止一止牙顶宽塞规校一ZZ检查止端牙顶宽环规的牙顶宽不应与止端牙顶宽环规旋合通过注:测最外螺纹大径及内挥纹小径的光滑量规按GB3934-83《普通螺纹量规》的附3ikA的有关规定设计。2绳索取芯钻杆的接头螺纹量规的名称、代号及功能见表2,工作量规的使用方法见图1。绳索取芯用岩芯管、扩孔器、钻头等螺纹的量规同1.1.中华人民共和国地质矿产部1988-08-21发布1987-01一01实施
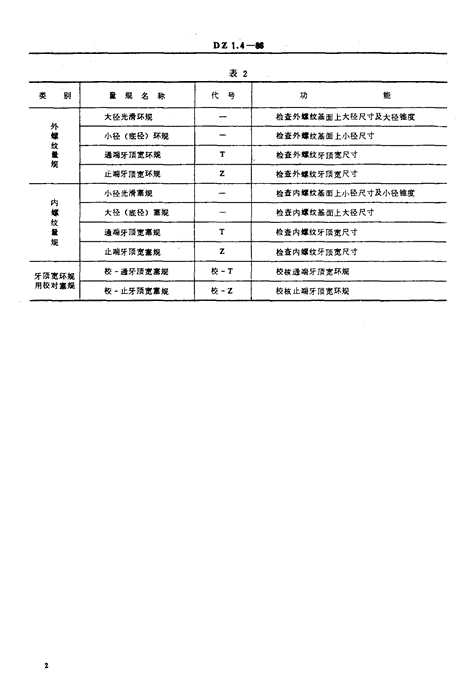
DZ1.+一肠表2类别里规名称代号功能大径光滑环规检查外螺纹基面上大径尺寸及大径锥度外蛛小径(底径)环规检查外螺纹基面上小径尺寸纹t通端牙顶宽环规T检查外螺纹牙顶宽尺寸规止端牙顶宽环规Z检查外螺纹牙顶宽尺寸小径光滑塞规检查内螺纹基面上小径尺寸及小径锥度内螺大径(底径)塞规检查内螺纹基面上大径尺寸纹最通端牙顶宽塞规T检查内妞纹牙顶宽尺寸规止端牙顶宽塞规Z检查内螺纹牙顶宽尺寸校一通牙顶宽塞规校一T校核通端牙顶宽环规牙顶宽环规用校对塞规枝一止牙顶宽塞规校一2校核止端牙顶宽环规
Dz1.4一肠产品内嫉纹荃面位置产品外橄纹基面位皿基面1蚤面皿蕊面外螺纹盘规使用方沃内雄坟盆规使用方法使用方法产品基面在鑫规缺口内使用方法d环规瀚面与产品荃面I的Ig;IA=&^^1,5使用方法塞规大端面高出产品端面ca》a>使用方法环规蝴面与产品基面1不接触图
DZ1.4-863硬质合金及钢粒岩芯钻探管材螺纹中的岩芯管、套管螺纹量规同金刚石岩芯钻探管材螺纹量规注:钻杆锁接头接头螺纹魔规按DZ26-81《地质钻探钻杆锁接头接头螺纹量规》执行。钻杆螺纹量规暂无标准。2尺寸、公差的确定原则与计算2,金刚石岩芯钻探管材螺纹量规2.1.1本条引用的符号及其代表的名称或意义见表3。表3符号。表的名称或,义一符号代表的名称或意义D产工件内螺纹大径基本尺寸工件外螺纹大径基本尺寸El,工件内螺纹大径下偏差一工件外螺纹大径下偏差ESx工件内OU大径上偏”一es大工件外螺纹大径上偏差D;工件内螺纹小径蜚本尺寸d;工件外螺纹小径荃本尺寸EI},工件内螺纹/}、径下偏差一ei小工件外螺纹小径下偏差ES,i,工件内螺纹小径上偏差es小工件外螺纹小径上偏差材产工件内螺纹牙顶宽基本尺寸m,工件外螺纹牙顶宽基本尺寸GM"工件内螺纹牙顶宽。Ii造公差一。m,工件外螺纹牙顶宽制造公差ZI考“‘规磨损“工“‘规“径上的“正值一考虑最规磨损在工作量规小径上的修正值考虑量规磨损在工作量规牙顶宽上的修正考虑最规螺距误差和牙型角误差在校对量Z3Z,值规牙顶宽上的修正值2.1.2牙顶宽塞规的牙型见图2,其基本尺寸的计算与决定原则见表4。牙顶宽环规的牙型见图3,其基本尺寸的计算见表5,图2牙顶宽塞规的牙型
DZ1.4一朋表4ml刀符号通端牙顶宽塞规(T)止端牙顶宽塞规(Z)dD"+ElkD‘+Elk一0.056d0.020.02d,D(D’.d,能容纳测量三针能容纳测量三针0按被测内螺纹螺距按被测内螺纹螺距60见表10见表10w.M‘一2,M"_△M"一6w6w0.0040.004a/25“5.S(a/2)见表11见表111见表10见表10图3牙顶宽环规牙型·W在直径为d。的圆柱面上测最,Z,值见表9.
DZI.4一翻表5mm符号通端牙顶宽环规(T)止端牙顶宽环规(2)D.d了+e‘小+0.25d厂+‘5小+0.30血010。020.02Dod护d户Dd,+仑‘大+0.1d,+e‘欠+0.1降尸.用产一Zjm,一6沉,一△冲A伴00060。006a/215。!△(a/2)见表1见表1P按被测螺纹螺距按被测螺纹螺距八尸见表10见表10L见表10见表102.1.3大径塞规的牙型见图4,其基本尺寸的计算与决定原则见表6。小径环规的牙型见图5,其基本尺寸的计算与决定原则见表7。图4大径塞规的牙型·尸在直径为D。的圆柱面匕测最,ZJ值见表9。
DZ1.4-肺表6m斑符号通端大径塞规(T)止端大径塞规tZ)才D,+El,+Z,,D`+ES大6d见表习见表9用见表21见表216姗e1-0.1廿1刀厂一0.8办{一。.3P按被NJ内螺纹螺距按被测内螺纹螺距占pO1Q11内方按表131按表10图5小径环规的牙型·2,值见表9.‘。t按表功牙顶宽塞规J尺寸。
021.4一肠表7mnl符号通端小径环规(T)止端小径环规(2)Dld犷+eJ小一2:.d了+ei小△D.见表9见表9Dd,+0.3d,+0.3M见表21见表21△材0。10.1P按被测螺纹螺距按被测姆纹蛛距△P0。10。1L二见表10见表102.1.4校对牙顶宽塞规的牙型见图6,其基本尺寸的计算与决定原则见表8。p土毛P图6校对牙顶宽塞规牙型2:值见表9。L值按表10牙顶宽环规L尺寸。
DZ1.4-86表8mm校通一通牙顶宽塞校通一止牙顶宽塞校止一通牙顶宽塞校止一止牙顶宽塞符号规(校一TT)规(校一TZ)规(校一ZT)规(校一ZZ)dd"+es大+0.1d"+es大+0.05d"+es=+0,1d"+e:大+0.058d0.020.020.020.02d.d"d"d尹d产d,能容纳测最三针能容纳测胜三针能容纳侧最三针能容纳测.三针P按所校牙顶宽环规螺距按所校牙顶宽环规螺距按所校牙顶宽环规螺距按所校牙顶宽环规娜距80见表10见表10见表10见表10a12505。5。5。6(a/2)见表11见表11见表I1见表111见表10见表10见表10见表10脚.从了一Z,一ew一Z..尹一Z,一△w爪,_6m‘一2AW一2;用了一s用产6爪0.0030.0030.0030.003表9mm管材螺纹公称大径>60<60>60<60.管材螺纹大径(小径)制造公差0.03-0.080.08.0.15Z.0.0040.0080.022Z20.0040.0060.020Sd0.0040.005八D,0.0050.008塞规0.010ZJ环规0.008·m在直径为d,的回柱面上测呈,Aw值见表5,Z。值见表11.Z,值见表8.
DZ1.4一肺表10mm被侧螺纹螺距468管材姗纹公称大径<60>60<60>60<80>60l25303040404通端牙顶宽塞规8P0.0060.0060.060.0070.070.007l202525303036止端牙顶宽塞规6P0.0060.0060.0060.0060.0060.007L2530303540,通端牙顶宽环规Ap0.0070.0070.0070.0080.0080.008L202253193035止端牙顶宽环规Ap0.0070.0070.0070.0070.0070.0081253030404045校对牙顶宽塞规石p0.0040.0040.0040.0050.0050.005表11被测妞纹牙型高度,mm0.50.751.5牙顶宽寒规15"12"9尹A(a12)牙顶宽环规16"16"13"校对牙顶宽塞规t0"8"6产7..校对牙顶宽塞规,mm0.0080.0080.01t.?绳索取芯金刚石岩芯钻探管材螺纹量规之,是,太典引rt的拼号及其代表的名称或愈义见表12,
DZI.4一翻表12符号代表的名称或惫义符号代表的名称或东义D,工件内姆纹基面上大径基本尺寸d声工件外娜纹荃面1上的大径基本尺寸El大工件内娜纹大径下偏差*.d户工件外娜纹基面1上的大径荃本尺寸石5大工件内娜纹大径上伯差1,,*工件外娜纹大径下偏差Dl,工件内坦纹荃面上小径莽本尺寸’一亡,大工件外姆纹大径上偏差E乙卜工件内娜纹小径下偏差}d‘工件外娜纹基面1上的小径基本尺寸石5小工件内娜纹小径上偏差1工件外螺纹基面n上的小径基本尺寸M了工件内娜纹牙顶宽荃本尺寸1工件外娜纹小径下偏差△M尹工件内,纹牙顶宽制‘公差{一工件外娜纹小径上偏差考虑t规磨损在工作吸规牙顶一‘工件外螺纹牙顶宽基本尺寸Z,宽上的修正值{工件外姆纹牙顶宽制造公差一考虑且规姆距误差及牙型角误差Z‘d恤代表皿规的磨损极限值在校对t规牙顶宽上的修正值注:设计基面的位置见图1。2.2.2小径光滑塞规的结构型式见图7,其主要尺寸的计算及决定原则见表13。大径光滑环规的结构型式见图8,其主要尺寸的计算及决定原则见表140图7小径光滑塞规
DZ1.4一的表13mm符号决定原则或尺寸{。,决定原则或尺寸dD;+ES小1‘,40"8d0.005c1.54d润d-8d一6c0.05。声56"32"l40图8大径光滑环规表14符号决定原贝“或尺”一符号决定原则或尺寸L”一}dl+ei*声58"02"}0.005e声一D卡AD2.2.3大径(底径)塞规的结构型式见图s,其主要尺寸的计算及决定原则见表15,小径(底径)环规的结构型式见图10,其主要尺寸的计算及决定原则见表160
DZ1.4一翻图9大径塞规表15mm符号决定原则或尺寸符号决定原则成尺寸}6C0.05dD,+石Sk338d0.005I按被测内娜纹娜距d.一}声56"32"8v0.1用见表218口40"8用0.1d,。,一。.3一ic1.54f图10小径环规13
DZI.4to翻表16mm符号决定原贝u或尺寸{符号决定原则或尺寸D.‘:+el。、一Dl很D.十△刀:△D.+.。ꌮ。。ꌵ一Dd口+0.3P”被测螺纹螺距一L33么尸{M见表21刀一{△,0.1l△声一2.2.4牙顶宽塞规的结构型式见图n,其主要尺寸的计算及决定原则见表17。牙顶宽环规的结构型式见图12,其主要尺寸的计算及决定原则见表18。图1牙顶宽塞规表17符号通端牙顶宽塞规(T)止端牙顶宽塞规(2)dD了+ElkD’+El大一0.058d0。020。02doD.’D犷l4
DZ1.4-翻续表17mm符号通端牙顶宽塞规(T)止端牙顶宽塞规(2)d,能容纳测里三针能容纳测盆三针v按被侧内螺纹螺距按被测内螺纹娜距8v0.6070.的7W.M"一Z,M"一AM,一6w8w0.0040.004a/215015,8(a/2)12"12"声57"17"57"17"6声40"40t36_二,30On图12牙顶宽环规·w在侧部大端平面上直径为d。的圆锥面上测里。Z值见表20.
DZ1.4一翻表18】】lm符号通端牙顶宽环规(T)止端牙顶宽环规(Z)D.d,+es小+0.25d;+‘,小+0.30压D,0.020.02Dad"d"Dd"+es大+0.1d"+es,+0.1孙尹*爪尹一2,用尹-6m,一八w八律0.0070.007P按被测螺纹螺距按玻测组纹螺距△P0.0080.008口/21.5150A(e/2)16"16"声57"i7"57"17"A声40"40"L24230L.6";"7,2.2。.校对牙顶宽塞规的结构型式见图13,其主要尺寸的计算及决定原则见表19,图13校对牙顶宽塞规.w值在大端-fr直径为D。的圆锥面上测胜。2,值见表20,
DZ1.4一肠表19nln,符号校通一通牙顶宽塞规(校一TT)校止一通牙顶宽塞规(校一ZT)dd"+e,大+0.1d"+et大+0.056d0.020.02dod"d"d.能容纳测盆三针能容纳测最三针P按所校牙顶宽环规螺距按所校牙顶宽环规螺距6P0.0040.004用.m‘一Z,一Z,用产一8.1一eW一Z‘6用0.0030.003alt150巧06(a12)8"8尹B57"17"57"17"6声25"25"f4230;表20mm符号环规塞规a30.0100.008Z‘0.009表21mm螺距664通端3.72.71.5Af,阴止端3.62.61.4·m在测部大端平面上直径为d.的回锥面上洲a.Z=Z。值见表20.
DZ1.4一臼3位验规则3.1螺纹塞规的螺距沿大径平行于螺纹轴线在最规全长两端各除去一完整牙后进行测量。螺纹环规的螺距沿小径平行于螺纹轴线测量。螺距偏差是指在上述测量长度范围内的任意两牙间的距离偏差。3.2螺纹塞规的锥度沿大径在最规全长两端各除去一完整牙后进行测量。螺纹环规的锥度沿小径平行于螺纹轴线测量。锥度偏差是指在上述测盘长度范围内任愈长度间的锥度偏差。3.3螺纹环规以校对螺纹塞规为测量基准。如需对螺纹环规进行直接测最时,应按本标准提供的数据脸收。3.4本标准没有制定验收量规,需使用验收量规时应选用接近或等于极限尺寸的量规。检验中发生争议时可按DZ1.5-86《地质岩芯钻探管材螺纹检测方法》中的仲裁方法进行裁决。a.5V}刚石岩念钻探管材姗纹量规磨损极限的推荐值n,表22、表230表22mm殷规名称通端大径塞规通端小径塞规管材螺纹大0,03一0.080.08-0.150.03-0.080.09-0.15(’」、)径公差磨损极限值D;+EIt一0.005川+El,d+e"l,+0.005d尹十“小表23mm里规名称通端牙顶宽塞规止端牙顶宽塞规通端牙顶宽环规止端牙顶宽环规磨损极限值M‘一ZJ+0.005M"-AM"-Sw+0.005用尹一Z,+0.005m"-6.1-AW+0.005注:对绳索取芯金刚石岩芯钻探管材螺纹里规,本标准暂不规定磨损极限(光滑a规的磨损极限已在本标准中规定)。3.6量规的测量条件:温度为20"C.测量力为零。本标准量规的尺寸与公差均按此测量条件验收。技术要求4.1量规的材料应采用淬火变形小、尺寸稳定性及耐磨性好的合金工具钢制造。4.2热处理及后处理4.2.1规螺纹表面和测a基准面最终热处理后的硬度为HRC58.6404.2.24Q规应经消除应力处理、稳定处理和退磁处理。4.2.3量规的非磨光面进行发蓝处理。4.3位置公差及表面粗糙度4.3.1量规的测量平面与螺纹轴心线的垂直度公差为0.02mm,4.3.2量规的表面粗糙度,工作面Ra0.8,非工作表面Ra3.2a4.4其他要求4.4.1量规两端的不完整螺纹应削平至完整螺纹。4.4.2量规的测量表面不得有锈迹、毛刺、划痕等缺陷,_其他表面不得有裂痕及锈蚀。4.4.3通端量规应有通贯螺纹全长的垃圾槽一条,V型600深至槽底。
DZ1.4一翻标志与包装5.1量规标志内容:a.所测螺纹代号。牙型半角为5。的钻探管材螺纹代号为大径x小径x螺距(大、小径应注出尺寸及公差)。绳索取芯钻杆与接头螺纹的代号为管材公称口径。七.螺纹量规的代号。c.制造尸标记。d.出厂年月及编号。5.2量规在包装前须清洗并涂布防锈油,并妥善包装以保证量规不受损伤。肠.a量规包装盒内须附合格证及使用说明书。5.魂量规包装盒上须标志:a.所测螺纹代号。b.量规名称及代号(成套量规包装时可不标志)。c.制造尸标记及出厂年月。附加说明:本标准由地质矿产部探矿工程装备工业公司提出。本标准由地质矿产部无锡钻探工具厂负责起草。本标准主要起草人贾真。'
您可能关注的文档
- DZ0040.2-1992地质仪器产品运输包装基本环境试验条件及方法运输包装振动试验.pdf
- DZ0040.3-1992地质仪器产品运输包装基本环境试验条件及方法运输包装堆码试验.pdf
- DZ0040.4-1992地质仪器产品运输包装基本环境试验条件及方法运输包装自由跌落试验.pdf
- DZ0040.5-1992地质仪器产品运输包装基本环境试验条件及方法运输包装淋雨试验.pdf
- DZ0041-1992地质仪器产品质量检验规则.pdf
- DZ0141-1994地质勘查坑探规程.pdf
- DZ1.1-1984金刚石岩芯钻探管材螺纹.pdf
- DZ1.2-1984绳索取芯金刚石岩芯钻探管材螺纹.pdf
- DZ1.3-1984硬质合金、钢粒岩芯钻探管材螺纹.pdf
- DZ1.5-1986地质岩芯钻探管材螺纹检测方法.pdf
- DZ12-1982地质岩心钻探用往复式泥浆泵连杆小头铜套.pdf
- DZ13-1982地质岩心钻探用往复式泥浆泵十字头.pdf
- DZ14-1982地质岩心钻探用往复式泥浆泵十字头销轴.pdf
- DZ15-1982地质岩心钻探用往复式泥浆泵十字头滑套.pdf
- DZ16-1982地质岩心钻探用钻杆钳.pdf
- DZ17-1982地质岩心钻探用套管钳.pdf
- DZ18-1982地质岩心钻探用三节四用钳.pdf
- DZ2.1-1987地质钻探金刚石钻头.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明